


Общая характеристика предприятия ОАО "Белгородский завод ЖБК-1"
Содержание
1. Общая характеристика объекта исследования
1.1 История создания и развития предприятия ЖБК-1
1.2 Производственная структура завода ЖБК-1
1.3 Ассортимент выпускаемой продукции Белгородского ОАО «Завода ЖБК-1».
2. Описание технологических процессов
2.1 Производство керамзитового гравия:
2.2 Производство ЖБИ.
2.3. Производство мелкоштучных изделий
3. Анализ хозяйственной деятельности предприятия
3.1 Технико-экономические показатели предприятия
4. Анализ кадрового потенциала предприятия
4.1 Углубленный анализ кадрового потенциала «ЖБК-1»
5. Характеристика и анализ существующей на предприятии системы организации, нормирования и оплаты труда
5.1 Принципы разделения и кооперации труда на ОАО «ЖБК-1».
5.2 Нормирование труда на ОАО «ЖБК-1»
5.3 Условия труда, существующие на ОАО «ЖБК-1»
5.4 Принципы учета, аттестации и рационализации рабочих мест на ОАО «ЖБК-1»
5.5 Требования по технике безопасности и охране окружающей среды.
6. Описание рабочего места, его планирование и проектирование
6.1 Понятие «рабочее место»
6.2 Описание рабочего места водителя крановщика
6.3 Фотография рабочего времени крановщика.
6.4 Антропометрическая совместимость, учитываемые при организации рабочего места
Приложения
Глава 1.Общая характеристика объекта исследования
Объектом исследования в моем курсовом проекте является - ОАО «Белгородский завод ЖБК-1»
1.1 История создания и развития предприятия ЖБК-1
Этапы развития завода:
1950 г. – Белгородский Су-1 Курскстрой.
1954 г. – Трест «Белгородстрой».
1956 г. – КПП треста «Белгородхимстой».
1971 г. – ЖБК-1 «Белгородоблсельстройконстрккция».
1986 г. – ЖБК-1 объединения «Белгородагропромстрой».
1993 г. – ОАО «Белгородский завод ЖБК-1».
1.2 Производственная структура завода ЖБК-1
Завод ЖБК-1 имеет следующие производственные подразделения:
Основные цеха:
1. Арматурный (изготовление ЖБИ требует применения арматурной стали, обладающей прочностью, пластическими свойствами, свариваемостью и выносливостью. Для обычного армирования применяют арматурную сталь классов А-III (марок 25Г2С, 35ГС и др.), А-II (марки Ст.5); для предварительно напряжённого армирования используют арматуру класса А-IV (марок 30 ´ Г2С, 20 ´ ГСТ и др.), в отдельных случаях сталь класса А-IIIв (марки 35ГС, 25 Г2С). Прочность класса А-IV на разрыв 9000кг· с/см2. Резку прутковой арматуры осуществляют на станках с ножами гильотинного типа, диаметр прутков 5-22 мм. Прутки соединяют стыковой контактной электросваркой) (2);
2. Цех ЖБИ (производство железобетонных изделий, таких как блоки для сборных фундаментов, стеновые панели, плиты перекрытия);
3. ДОЦ - деревообрабатывающий цех (занимается изготовлением мебели. Отходы этого цеха, в виде опилок, используются в производстве керамзита. С использованием опилок экономится 50 о/о топлива);
4. Керамзитовый цех (получение искусственных пористых заполнителей - керамзита. Плотность керамзитовой массы составляет 2,3 – 2,7 г/см3. Для производства керамзита применяют легкоплавкие глинистые породы и древесные опилки, улучшающие их вспучивание при обжиге. Обжиг происходит в печи при t=1100– 1200oC, производительность которой 9 –10 до 12 кубов/час, за смену – 130 -150 м3);
5. Цех мелкоштучных изделий (производство плитки с использованием закупленной год назад немецкой автоматической линии «Henke». Производственный процесс полностью автоматизирован. За автоматическим режимом работы линии наблюдают 2 оператора. Производительность линии: плитка – 1,5 м3/сутки, возможно увеличение до 1,8 м3/сутки; бордюрный камень – усл. 8 км, 8 тыс. шт. Продукция реализуется во многие города России, в основном в Москву, Краснодар, Курск, Мурманск);
6. БРЦ (предприятие самостоятельно изготовляет бетоны:
лёгкий – марки 50,75, 100 и плотностью Pср=1200 –1800 кг/см3;
тяжёлые – М-150,М-200,М-250,М-300,М-400, плотностью Рср=2100 – 2000кг/м3;
строительные растворы – марки 25, 50, 75, 100, 150).
Вспомогательное производство:
1. РМЦ (ремонтно-механический цех);
2. Транспортный (транспортирование в вагоны);
3. Автотранспортный цех
4. ПСХ (паровое хозяйство включает котельный и компрессорный цеха).
Основным сырьём для производства продукции является: щебень, поставляемый Украиной и Лебединским ГОКом; цемент – ЗАО «Белгородский цемент»; песок – местных карьеров (Нижне-Ольшанский); глина добывается в Терновском карьере, лес; металл – из Запорожья, Челябинска; опилки – отходы ДОЦ. На территории завода находится 3 скважины, откуда поступает вода, используемая в производстве.
На данный момент завод имеет строительный участок и занимается строительством жилья как рабочим, так и на продажу. Объёкты строительства располагаются в пос. Разумное, пос. Дубовое, по ул. Шаландина. На продажу квартиры поступают согласно договора.
1.3 Ассортимент выпускаемой продукции Белгородского ОАО «Завода ЖБК-1»
В современном строительстве бетонные и железобетонные изделия и конструкции заводского производства применяются для возведения зданий и сооружений самого различного назначения.
Промышленность сборного железобетона выпускает номенклатуру изделий.
Основные виды продукции ЖБК-1:
1. Плиты перекрытия (длиной до 6-9 метров, шириной 1,2; 1,5; 1,8; 2,4 м, облегчённые, изготовленные из керамзитабетона, отличаются повышенной тепло- и звукоизоляцией, экологически чистые) по ГОСТу:
ПК 63-12-8 Ат V (длина 6280 см, ширина 1,149 см, высота 220 см) по цене – 750 руб; ПК 63-15, 18-8 Ат V; ПК 60-18-8 Ат V, ПК 60-15, 12-8 Ат V; ПК 48-18, 15, 12-8 А III; ПК 30-12-8 А III по цене – 256 руб; ПК 30-15-8 АIII по цене – 331 руб; ПК 30-18-8 А III; ПК 28-12-8 АIII по цене – 234 руб; ПК 28-15-8 А III по цене – 294 руб; ПК 28-18-8 А III; ПК 24-12-8 АIII по цене – 209 руб; ПК 24-15-8 АIII по цене – 228 руб; ПК 24-18-8 А III.
2. Блоки фундаментные – изготавливаются с применением пластификаторов, которые повышают устойчивость к промерзанию и воздействию влаги.
Размеры: по длине- 0,9; 1,2; 2,4 м; толщиной–0,3; 0,4; 0,6 м; высотой– 0,3; 0,6 м. ФБС 24-3-6 размером 30´ 2380´580 см по цене –126 руб; ФБС 24-4-6 (40´2380´580 см) реализуются по цене – 165 руб; ФБС 24-5-6 (50´2380´580 см) по цене – 213 руб; ФБС 24-6-6 (60´2380´580 см) по цене реализации – 252руб.
3. Перемычки – полный перечень, применяемый в строительстве: несущие, гаражные длиной от 1,3 до 6 м.
4. Верхние и внутренние стеновые панели для строительства жилых и общественных зданий.
5. Стеновые камни – производство по технологии и на оборудовании германской фирмы «Henke». Стеновые камни применяются для кладки стен гаражей, коттеджей, жилых зданий до 9 этажей. Толщина стен в 40 см соответствует кирпичной кладке 118 см по теплотехнике.
6. Сваи – с сечением 350´350, длиной до 12 м. Производительность 480 м свай в сутки.
7. Камень бортовой – изготовляется на оборудовании фирмы «Henke». Марка используемого бетона М-400, марка по мрз –F200, масса камня – 96 кг, 55 кг. Срок эксплуатации свыше 25 лет (евростандарт).
8. Тротуарная плитка (шестигранник, катушка, волна, ракета) – изготовляется по технологии немецкой фирмы «Henke». Расцветка – по желанию заказчика. Технические характеристики: сжат –350 мПа, мрз –200, срок эксплуатации на менее 25 лет, мощность оборудования – 1500 м2/сутки. Себестоимость плитки – 35 руб/м2, цена реализации – 54 руб/м2, рентабельность 5-6о/о.
9. Керамзитовый гравий (имеет марки – 150,200, 300, 350, 400, 450, 500 (лёгкий); 600, 700, 800 (тяжёлый)).
10. Продукция ДОЦ (мебель; двери филенчатые, шпонированные; оконные, дверные, балконные блоки и др. столярные изделия (по желанию заказчика).
11. Памятники (по цене 360 –1000 руб.).
Основные виды деятельности в настоящее время - Производство строительных материалов; - Проектирование и строительство жилых, общественных, производственных зданий, церквей; - Проектирование и выполнение работ по благоустройству территорий с применением брусчатки бетонной, художественных кованых изделий, малых архитектурных форм; - Коммерческая деятельность; - Риэлтерская деятельность (покупка, продажа, мена квартир, домов, владений, земельных участков); - Ипотечное кредитование; - Воспитание детей-сирот в заводском детском доме по новой методике нравственно-трудового развития личности ребенка в среде трудового коллектива.
2. Описание технологических процессов
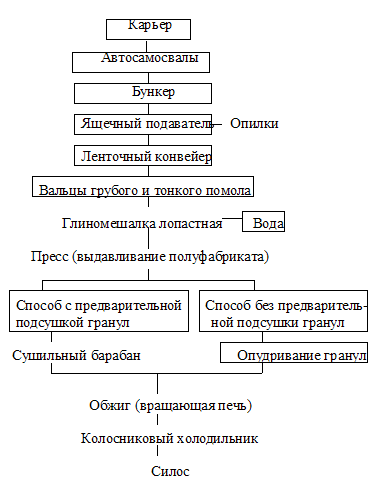
2.1 Производство керамзитового гравия
1.1.Добыча сырья – глинистые породы добываются открытым способом и транспортируются на завод автосамосвалами.
1.2. Приготовление полуфабриката (пластическим способом). Глина предварительно перерабатывается до пластического состояния, приготовление однородного глиняного теста и формование из него сырьевых гранул размером 5 (7) – 20 мм округлой формы и с ровной поверхностью. Для улучшения вспучиваемости вводятся органически выгорающие добавки (опилки). Влажность гранул приблизительно равна 20 о/о.
1.3. Сушка и обжиг полуфабриката.
В процессе термической обработки полуфабрикат проходит следующие стадии: сушка в сушильном барабане; обжиг во вращающихся печах при t=1100 – 1200oC. Производительность печи от 9-10 м3/час до 12 м3/час. После обжига следует стадия охлаждения.
1.4. Охлаждение керамзита.
При выходе из печи керамзит имеет t=950 – 1050oС и его направляют на охлаждение в холодильники. Для охлаждения керамзита применяют барабанные колосниковые холодильники.
После обжига и охлаждения керамзит для получения фракционированного гравия сортируют на виброситах. Обычно выделяют 3 фракции гравия – 5-10, 10-20 и 20-40 мм.; затем поступает на склад готовой продукции (2).
Схема 1.Технологическая схема производства керамзитового гравия:
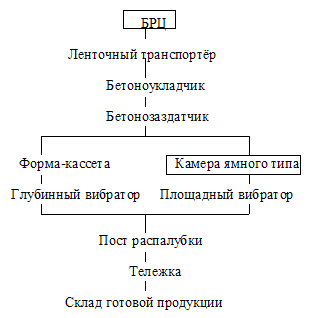
2.2 Производство ЖБИ
Особенностью кассетного производства является вертикальное формование изделий в формах – кассетах, позволяющих получать изделия с 2-мя лицевыми поверхностями.
Арматурные каркасы укрепляют в формовочные отсеки с помощью фиксаторов.
Бетонную смесь к кассетным установкам подают ленточными транспортёрами и укладывают бетоноукладчиками, затем смесь уплотняют глубинными вибраторами. Твердение происходит при определённом тепловом режиме (продолжительность до 10 часов). При такой длительности термообработки возможна двукратная оборачиваемость кассет в сутки. Для повышения эффективности кассетного способа производства необходимо увеличить оборачиваемость кассет до 3 и более раз в сутки.
По окончании формования изделия краном подаются на склад готовой продукции. При 2-х стадийной ТО после достижения изделиями распалубочной прочности, дозревание происходит в камерах ямного типа, в летнее время – на воздухе.
Схема 2.Технологическая схема производства ЖБИ:
2.3 Производство мелкоштучных изделий
Для производства плитки и бордюрного камня 1 год назад была закуплена немецкая автоматическая линия «Хенген». За автоматическим режимом работы наблюдают 2 оператора. Стоимость автоматической линии (закуплена её основная часть) 6,5 млрд. руб. Планируется, что эта линия окупится за 3-4 года.
Основное оборудование:
1. Вибропресс (формовка изделия) ® 2. Пропарочная камера (t=40 – 50oC в течение 4 часов) ® 3. Упаковка (при помощи рабочего персонала) ® 4. Вагоны.
Производство плитки включает этапы: основная формовка, подпрессовка, окрашивание 1 слоя плитки. Планируется заменить Ярославский краситель на сухой немецкий. Автоматическое производство предусматривает безостановочную работу, т. е. непрерывное производство. Поэтому рабочий день начинается с 7часов 30 минут и заканчивается в 24 часа, также работают по сменам без выходных.
3. Анализ хозяйственной деятельности предприятия
3.1Технико-экономические показатели предприятия
Табл. 3.1.1.Технико-экономические показатели предприятия за 2003 г.
| Ед. измерения | 2002 г. | 2003 г. | о/о | ||
| отчёт | в ценах | ||||
1. Товарная продукция: - СМР (строительно-монтажные работы) - производство | т.р. т.р. т.р. | 68683 12118 56565 | 78212 16556 61656 | 97690 27333 70357 | 125 165 114 |
| 2. Реализованная продукция | т.р. | 62428 | 71089 | - | - |
3. Производство в натуральном выражении: - сборочный ЖБ - блоки - блоки «HENKE» - оконные блоки - дверные блоки - керамзит товарный - бетон товарный - арматура товарная | м3 м3 м3 м2 м2 м3 м3 тп | 73033 19228 - 18727 29365 36334 32605 455 | - - - - - - - - | 75374 30372 13036 16023 23484 40109 21348 393 | 103 158 - 86 80 110 65 87 |
| 4. Товарооборот с НДС | т.р. | 4817 | 5395 | 8769 | 163 |
| 5. Фонд оплаты ППП | чел. | 10092 | - | 15246 | 151 |
| 6. Численность ППП | чел. | 956 | - | 1053 | 110 |
| 7. Производительность 1 чел. | т.р. | 71,8 | - | 92,8 | 129 |
| 8. Средняя заработная плата | руб. | 880 | - | 1206 | 137 |
| 9. Стоимость ОФ | т.р. | 109943 | - | 121085 | 110 |
| 10. Фондоотдача на 1 руб. ТП | коп. | 62 | - | 81 | 181 |
| 11. Фондовооружённость 1 раб. | Т.р. | 115 | |||
| 12.Себестоимость | т.р. | 53021 | |||
| 13. Затраты на 1 руб. ТП | коп. | 77 | |||
| 14. Балансовая прибыль | 10909 | ||||
| 15. Прибыль от реализации ТП | т.р. | 15662 | |||
Товарный пар за год 2816,8 руб.
Расход газа
ПСХ Керамзитовый
5051,3 т.м3 5283,3 т.м3
1502050,54 руб. 1568733,1 руб.
Табл.3.1.2.Расход электроэнергии
| Цех | Потреблённая энергия | Стоимость |
| ЖБИ | 499,03 т. кВт | 170285280 руб. |
| Арматурный | 496,7 т. кВт | 171751454 руб. |
| БРУ | 646,46 т. кВт | 221845815 |
| 1 | 2 | 3 |
| 1 | 2 | 3 |
| Керамзитовый | 2471,01 т. кВт | 825296332 руб. |
| ДОЦ | 713,811 т. кВт | 248708667 руб. |
| Мебельный | 13 т. кВт | 4537153 руб. |
| Швейный | 4,8 т. кВт | 1686999 руб. |
Табл.3.1.3.Цены на продукцию
| Наименование | Отпускная цена на 01.01.03 г. в руб. |
| Бетон товарный | |
| М-100 | 339,25 |
| Керамзитобетон | |
| М-50 | 334,65 |
| М-200 | 393,3 |
| Плиты перекрытий | |
| ПК 24-12-8 | 356,5 |
| ЛП-25-15-4к | 563,5 |
| Детали колодца | |
| КЦ-10-9 | 225,4 |
| КЦП-1-15-1 | 319,7 |
| Бордюр | |
| БР-300-30-18 | 131,1 |
| Плиты дорожные, прогоны | |
| ПД-30-15 | 1108,6 |
| ПРТ-60-2.5-4т | 1350,1 |
| Перемычки | |
| 2ПБ-13-1п | 31,05 |
| 3ПБ-18-37п | 55,2 |
| 5ПБ-36-20п | 276 |
| Плиты покрытий | |
| 2ПГ-5АТV | 353,15 |
| Кубики | |
| КБ-1 | 6,67 |
| Продукция «HENKE» | |
| 1Ф-8 | 77 |
| БР100-20-8 | 19,36 |
| Керамзит | |
| Керамзит дроблённый | 151,8 |
| Керамзитовая смесь | 121,9 |
Табл.3.1.4.Продукция деревообрабатывающего цеха
| Наименование | Единица измерения | руб. |
| Балконные двери БР | м2 | 260,2 |
| Оконные блоки | м2 | 250,7 |
| Доска половая | м3 | 1400 |
| Полотна дверные | м2 | 104 |
| Доска подоконная | м2 | 78,5 |
| Коробка дверная | Пм | 7,6 |
| Обкладка | Пм | 1,7 |
| Штапик | Пм | 0,83 |
| Дрова | м3 | 19 |
Глава 4. Анализ кадрового потенциала предприятия
4.1. Углубленный анализ кадрового потенциала «ЖБК-1»
Генеральный директорСеливанов Юрий Алексеевич.
В 1971 году получил высшее образование по специальности инженер-строитель. Обладая высокой профессиональной подготовкой, разносторонними знаниями, организаторскими способностями, он прошел путь от мастера цеха до генерального директора. На последнюю должность назначен в 1978 году. Его труд отмечен орденом "Знак почета", в 1999 году присвоено звание "Заслуженный строитель России". Является почетным профессором БелГТАСМ. Неоднократно избирался депутатом городской Думы. В настоящее время избран депутатом областной Думы 3-го созыва по пятому избирательному округу.
Табл.4.1.1. Динамика численности работающих по годам
| 1993 | 1994 | 1995 | 1996 | 1997 | 1998 | 1999 | 2000 | 2001 | 2002 | |
| Всего человек | 748 | 799 | 952 | 1063 | 1213 | 1474 | 2206 | 2449 | 2506 | 2663 |
ОАО "Белгородский завод ЖБК-1" является многопрофильным предприятием корпоративного типа.
Структура холдинга по состоянию на 01.01.03

Произведем расчет основных показателей кадрового потенциала предприятия. Для начала рассчитаем коэффициенты оборота по приему, по увольнению и замещения:
ЧПП=1053
Коэффициент оборота по приему
Коэффициент оборота по увольнению

Общий коэффициент оборота

Коэффициент замещения

Рассчитаем производительность труда одного работающего и одного рабочего за 2001 г.:
Производительность труда на одного работающего

Производительность труда на одного рабочего

Рассчитаем производительность труда одного работающего и одного рабочего за 2000 г.:
Производительность труда на одного работающего

Производительность труда на одного рабочего

На основании полученных данных найдем темпы роста производительности труда и заработной платы:
Темп роста производительности труда одного работающего
∆ПТ=ПТ2-ПТ1=92,78-81,8=10,98 тыс.руб./чел.
Темп роста производительности труда одного рабочего
∆ПТр=ПТр2-ПТр1=163,93-178,947=-15,02 тыс.руб./чел.
Темп роста заработной платы всего персонала:
∆ЗП=2700-2300=0,4тыс.руб.
Найдем соотношение между темпами роста производительности труда и заработной платы:
Рассчитаем индексы производительности труда и заработной платы работающих:
Рассчитаем коэффициент опережения:
Можно сделать вывод такой: существует закон «проедания», т.е не соблюдается темп изменения зарплаты и производительность труда; но это несоответствие не так существенно, т.к. индекс близок к единице.
5. Характеристика и анализ существующей на предприятии системы организации, нормирования и оплаты труда
5.1 Принципы разделения и кооперации труда на ОАО «ЖБК-1»
На каждом предприятии эффективность организации трудовых процессов зависит, прежде всего, от рационального разделения и кооперации труда, в основе которых лежит разграничение деятельности людей в процессе совместного труда, позволяющее повысить производительность, содержательность и привлекательность их труда. Основными видами разделения труда на предприятии являются: технологическое, функциональное и профессионально-квалификационное.
Под технологическим разделением труда понимается расчленение процесса производства по стадиям, видам работ и операциям. Разделение труда по выполняемым функциям означает расчленение всего комплекса работ на предприятии в зависимости от функциональных обязанностей отдельных групп работников, например, рабочие, непосредственно исполняющие основные процессы труда; инженерно-технические работники, обеспечивающие организацию и управление производством; работники, обслуживающие производство. По характеру участия в производственном процессе могут быть выделены основные и вспомогательные рабочие. По профессиям, различающимся содержанием труда, применяемыми орудиями труда, методами работы, выделяют, например, слесарей, токарей, машинистов машин вертикального вытягивания стекла (ВВС) и т. д. По сложности труда осуществляется квалификационное разделение труда (по тарифным разрядам). Наиболее важным является профессиональное разделение труда. Оно охватывается двумя основными понятиями: «профессия» и «специальность».
Профессия — род трудовой деятельности человека. Профессиональное разделение труда связано с отраслевым разделением труда (с делением народного хозяйства на отрасли), так как для каждой из отраслей типичен свой набор профессий. Специальность — единичное (детальное) разделение труда внутри предприятия, она конкретизирует род трудовой деятельности работника. Различные специальности возникают в рамках одной профессии.
Профессиональное разделение труда вызвано различиями в характере выпускаемой продукции, в уровне механизации труда и автоматизации производства, в сложности и точности выполняемых работ. Перечень профессий и специальностей содержится в отраслевых тарифно-квалификационных справочниках, а для «сквозных профессий (для профессий, встречающихся во многих отраслях) — в едином тарифно-квалификационном справочнике.
На ОАО «ЖБК-1» постоянно происходят количественные и качественные изменения уровня технической базы производства, его организации, методов управления. Возникают новые виды производств, внедряется высокопроизводительное оборудование, осуществляется автоматизация и комплексная механизация технологических процессов, проводится совмещение разнородных технологических, контрольных и транспортных операций. Все это приводит к изменениям в профессиональном составе кадров. Иным становится характер профессий и специальностей. Предприятие ОАО «ЖБК-1» все больше нуждаются в профессиях широкого профиля, соответствующих высокому уровню механизации и автоматизации современного производства. Так, рабочий, обслуживающий систему машин, нередко объединяет функции оператора и наладчика, для успешного выполнения которых требуются значительная техническая подготовка, и знания конструкции.
При проектировании разделения труда необходимо исходить из экономической, психофизиологической и социологической целесообразности того или иного варианта.
На ОАО «ЖБК-1» экономическая целесообразность оценивается исходя из ожидаемого прироста производительности труда, эффективности производства и т. д.
Оценку психофизиологических критериев того или иного проектируемого варианта разделения труда производят посредством их сравнения с существующими. В проектируемых условиях все психофизиологические критерии должны обеспечивать нормальное функционирование организма человека.
Социологическая целесообразность должна исходить из необходимости повышать содержательность, привлекательность труда, сочетать физические и умственные функции и т. д.
При всем многообразии форм разделения труда в практической работе по совершенствованию организации труда наибольшее внимание уделяется, как правило, профессиональному разделению труда и разработке рациональных форм его кооперации. При этом под кооперацией труда понимается совместное участие людей в одном или разных, но связанных между собой процессах труда. Она требует установления необходимых пропорций, взаимосвязи и согласованности действий между различными исполнителями в процессе их труда, вытекает из принятых форм его разделения.
В ряде производств с преобладанием ручных работ (упаковка керамических плиток и т. п.) особое внимание должно быть обращено на профессии, для которых характерно выполнение узко специализированных операций. Следует отметить, что углубление специализации в современных условиях имеет определенные границы: во-первых, оно дает значительный эффект лишь в массовом и крупносерийном производстве; во-вторых, чрезмерное дробление процесса труда на операции повышает монотонность труда, снижает его содержательность и привлекательность.
Совершенствование разделения и кооперации труда являются одним из важнейших элементов его научной организации. В практической работе на предприятиях по производству строительных материалов совершенствование форм разделения и кооперации труда предполагает: совмещение разнородных трудовых функций при обслуживании однотипного оборудования (печей, мельниц, дробилок, транспортеров и т. п.); функциональное разделение труда при обслуживании технологически разнородного оборудования (болтушек и дробилок; мельниц и транспортеров; мельниц и насосов); функциональное разделение труда при обслуживании определенных видов оборудования в случае расширения зоны его обслуживания.
Перераспределение функциональных обязанностей и установление оптимальных пропорций и рациональной взаимосвязи между рабочими в процессе их трудовой деятельности должно оцениваться не только по технико-экономическим показателям. Необходимо исходить также из требований психофизиологии и социологии труда.
Разделение труда обеспечивает использование постоянных его орудий. Это исключает затраты времени на поиск и замену инструментов и приспособлений, позволяет устранять отдельные движения, сокращает время на выполнение трудовых операций.
При проектировании эффективных форм разделения и кооперации труда на ОАО «ЖБК-1» учитываются следующие основные принципы:
1) объем производства должен быть таким, чтобы каждому рабочему, выполняющему одну простую операцию длительностью менее минуты, была обеспечена изо дня в день полная загрузка. Если при разделении труда полная загрузка каждого рабочего не может быть достигнута, необходимо укрупнить операции;
2) если весь процесс механизирован, но на каждую операцию не хватает оборудования, тогда несколько операций, которые могут выполняться на одной машине, объединяются в одну операцию и поручаются одному исполнителю;
3) необходимо добиваться соответствия между численностью рабочих и количеством операций на производственном участке;
4) экономия времени, полученная за счет роста производительности труда на основных рабочих операциях, должна быть выше, чем затраты времени на вспомогательных операциях;
5) сумма затрат времени на перемещение материала (полуфабриката) или изделий при условии организации потока без транспортера не должна превышать суммы экономии времени за счет повышения производительности труда на всей совокупности операций, охватываемых данным потоком.
5.2 Нормирование труда на ОАО «ЖБК-1»
Нормативы по труду, используемые в аналитическо-расчетном методе установления норм, в общем виде представляют собой регламентированные величины затрат труда на выполнение определенных объемов работы. К числу нормативов по труду относятся: нормативы режимов работы оборудования, нормативы времени, нормативы времени обслуживания и нормативы численности.
Нормативами режимов работы оборудования называют регламентированные величины параметров работы оборудования, обеспечивающие наиболее рациональное его использование. Они служат также для определения времени машинной работы — величины, необходимой при установлении норм труда.
Нормативами времени называются регламентированные затраты времени на выполнение организационно или технологически связанных меледу собой трудовых действий, встречающихся в неизменном сочетании в различных производственных операциях. Они служат для нормирования ручных и машинно-ручных работ и делятся на следующие виды: нормативы основного времени, вспомогательного времени, оперативного времени, подготовительно-заключительного времени, времени обслуживания рабочего места, времени на отдых и личные надобности.
Нормативы времени могут быть дифференцированными (элементными) и укрупненными.
Дифференцированные нормативы устанавливают на отдельные приемы или более мелкие элементы операции. К дифференцированным, в частности, относятся микроэлементные нормативы, устанавливаемые на отдельные движения.
Укрупненные нормативы устанавливают на выполнение комплекса организационно и технологически связанных между собой трудовых приемов.
Нормативы времени обслуживания представляют собой регламентированные величины затрат времени на обслуживание единицы оборудования, рабочего места и других производственных единиц. Они предназначены для установления норм обслуживания.
Нормативы численности представляют собой регламентированную численность работников, необходимую для выполнения единицы или определенного объема работ или отдельной функции. Применяются нормативы численности в тех случаях, когда другими способами (через нормы времени и т. д.) трудно определить численность для выполнения конкретных работ.
Кроме указанных нормативов, к нормативным материалам по труду относятся типовые и единые нормы (времени, выработки, обслуживания).
Типовые нормы проектируются с учетом рациональных (для данного типа производства) организационно-технических условий, уже существующих на части предприятий, и рекомендуются в качестве эталонов для тех предприятий, где эти условия еще не достигли уровня, на который рассчитаны нормы. Единые нормы разрабатываются для работ, выполняемых по единой технологии на предприятиях одной или ряда отраслей народного хозяйства. Они проектируются с учетом передового уровня техники и организации труда, который в короткий срок может быть достигнут на соответствующих работах большинством предприятий. Эти нормы являются обязательными для всех предприятий, организаций, для которых они предназначены. Срок введения единых норм устанавливается при их утверждении.
Методы расчета нормативов и способы их оформления подробно изложены в рекомендациях, изданных НИИ труда, которыми следует руководствоваться при проведении этой работы.
Порядок разработки и утверждения нормативных материалов для нормирования труда зависит от сферы их применения. По сфере распространения нормативные материалы делятся на межотраслевые, отраслевые, общесоюзные, республиканские, районные, местные.
Межотраслевые нормативные материалы предназначаются для нормирования труда на работах, выполняемых на предприятиях двух или более союзных или союзно-республиканских министерств (ведомств). При разработке таких нормативов исходят из организационно-технических условий производства, типичных для всех отраслей, в которых они должны применяться.
До введения новых норм организационно-технические условия в цехах и на производственных участках (организация труда, технология, оборудование, оснастка и др.) должны быть приведены в соответствие с требованиями, предусмотренными в указанных нормах; в необходимых случаях следует провести производственный инструктаж.
О введении новых норм рабочие и служащие должны быть извещены не позднее, чем за две недели. При этом администрация предприятия, организации и комитет профсоюза обязаны обстоятельно, в доходчивой форме разъяснить работникам причины и основания для пересмотра норм, а также условия, при которых эти нормы должны применяться. Нормы на разовые работы, а также на работы, не предусмотренные технологией или планом, могут быть объявлены рабочим позднее указанного срока, но во всех случаях до начала выполнения этих работ.
Для достижения высокого уровня нормирования труда большое значение имеет правильная организация этой работы на предприятиях. Ранее в практике ОАО «ЖБК-1» расчет норм осуществлялся цеховыми нормировщиками. При такой системе не обеспечивалась равная напряженность норм на предприятии. Кроме того, нормировщика нередко загружали несвойственной ему работой, что затрудняло качественный анализ действующих норм и своевременное выявление ошибочно установленных норм.
5.3 Условия труда, существующие на ОАО «ЖБК-1»
Процессы производства строительных материалов связаны с применением высоких температур, с выделением значительного количества газа и пыли. Если значения (величины) подобных факторов превышают предельно допустимые санитарными нормами по ГОСТам, ССБТ, то при их воздействии у работающих могут развиться профессиональные заболевания.
Создание благоприятной производственной среды на рабочих местах, участках, в цехах и на предприятии в целом — одно из главных звеньев работы по совершенствованию условий, охраны и организации труда.
В этом направлении в последние годы на ОАО «ЖБК-1»проведена большая работа. Однако достигнутые успехи нельзя считать пределом.
Метеорологические условия (температура, влажность и скорость воздуха) оказывают влияние, особенно при физической работе, на функции сердечно-сосудистой системы, дыхание, температуру тела, водный и солевой баланс человеческого организма. Количественная оценка тяжести труда по шести категориям производится с учетом не только психофизиологических, но и всех санитарно-гигиенических элементов условий труда. Критерии, которыми руководствуется ОАО «ЖБК-1», разработаны НИИ труда.
Оптимальной для всех производственных помещений и категорий работ считается относительная влажность воздуха 60—40%, причем в холодный и переходный периоды допускается ее повышение до 75 %.
В холодный и переходный периоды года санитарными нормами установлена оптимальная скорость движения воздуха в помещениях при выполнении легких работ не более 0-,2 м/с, для работ средней тяжести и тяжелых—до 0,3 м/с; причем при выполнении тяжелых работ в любой период года ее допустимая норма не должна превышать 0,5 м/с. Температ