


Оборудование для мерсеризации ткани
Мерсеризацией называют процесс обработки целлюлозных материалов концентрированным раствором едкого натра с их последующим промыванием до полного удаления следов щелочи.
Мерсеризация является дним их важнейших процессов облагораживания хлопчатобумажных тканей, в резутьтате которого тканям сообщается шелковистый блеск, улучшается окрашиваемость, увеличивается крепость, плотность, гигроскопичность, добротность и др. Эти свойства ткань приобретает, если ее подвергнуть кратковременной обработке (в течение 35-120 сек.) концентрированным раствором едкого натра (225-300 г/л) в натянутом сосотоянии на холоду (при температуре 15-18 °С).
Для мерсеризации тканей выпускаются машины двух типов: цепные и валковые. Цепные машины предназначены для мерсеризации плотных тканей, в которых развиваются значительные силы усадки, требующие больших усилий на их преодоление.
Валковые машины предназначены для мерсеризации тонких тканей, стабилизация размеров которых хорошо обеспечивается в валах машины.
Ткани могут мерсеризоваться сухими или мокроотжатыми, что оказывает влияние на состав мерсеризационных линий.
В связи с тем что мерсеризация является экзотермическим процессом (с выделением тепла), как известно, обработка более эффективно протекает в охлажденных растворах, современные мерсеризационные агрегаты оборудуются холодильными установками с циркулирующими через них рабочим растввором, а ванны плюсовок выполняются с двойными стенками, между которыми циркулирует холодная вода.
Цепная мерсеризованная линия ЛМЦ-140. В состав линии входят: заправочное устройство; две трехвальные плюсовки ПТЩ-140; цепная мерсеризационная машина ММЦ-140; два выщелачивателя В-140; нейтрализационно-прмывная часть, состоящая из семи промывных машин роликового типа ВИМ-140 и двух пропиточных (для серной кислоты) ВИП-140-1; сушильно-барабанная машина СБМ2-3/140.
Пропиточные и промывные машины оборудованы регулируемыми отжимами с пневматическим прижимом, поэтому в состав линии входят установка компрессора УК-2М.
Главный привод линии выполнен из электродвигателей постоянного тока по системе Г-Д, плавное регулирование скорости движения ткани осуществляется в диапазоне 1:4, согласование скоростей машин - с помощью роликовых компенсаторов.
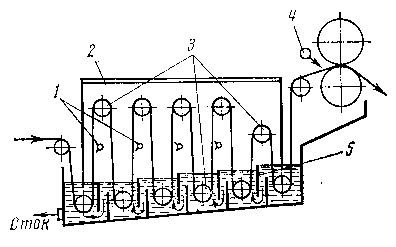
Цепная мерсеризационная линия фирмы «Киото». В нее входят: жгуторасправитель и отжимной каландр с двумя ваннами роликового типа для промывки и прополаскивания ткани.; две пропиточные плюсовки 1; между которыми установлены стабилизирующие цилиндры 2; цепная ширильная машина 3; два выщелачивателя 5; восемь промывных ванн 6 и выборочный механизм. Наличие двух плюсовок обеспечивает более глубокое и равномерное пропитывание ткани концентрированным раствором едкого натра. Большое количество стабилизирующих цилиндров обеспечивает необходимую продолжительность обработки при значительной скорости прохождения ткани. Барабаны расположены близко один к другому, что предупреждает усадку ткани, так как ширина ее стабилизируется за счет сил трения на поверхности барабанов.
Промывка такни начинается еще в цепном поле с помощью каскадных спрысков 4. Под ними расположены бассейны, разделенные на секции и оборудованные насосами. Смывной щелок из выщелачивателя противотоком поступает на каскадный спрыск, стекает в следующий бассейн и т.д. Раствор циркулирует до тех пор,пока его концентрация не достигент 60 г/л, после чего он перекачивается в сборник для утилизации.
Выщелачиватель 5 состоит из двух паропромывных роликовых машин.
Он представляет собой закрытую ванну 2 с двумя гидрозатворами на входе и выходе ткани, движущейся по направляющим роликам 3. Внутри ванны установлены дырчатые паровые трубки 1 для подачи острого пара. В выщелачивателе осуществляется интенсивный противоток с помощью наклонного дна с перегородками 5, образующие секции с карманами. Перегородки устанавливаются парами так, что одна из них доходит до дна, а соседняя с ней не доходит, образуя щель, через которую может переливаться раствор. Вода из спрыска 4 стекает в последнюю секцию и через карман переливается в соседнюю секцию, вытесняя более плотный раствор смывного щелока снизу вверх последовательно через все секции навстречу движению ткани, противотоком до самого стока в предыдущую ванну. Совместное воздействие пара и активного противотока способствует эффективному обесщелачиванию ткани.
Эту линию рекомедуют для мерсеризации тканей повышенной плотности, требующих значительного натяжения по ширине.
Валковые (бесцепные) мерсеризованные машины вместо плюсовок, стабилизирующих барабанов и цепной ширильной машины состоят из одной или нескольких длинных ванн в виде коробок, в которых расположено несколько пар валов, выполняющих роль стабилизаторови промежуточныз отжимов, обеспечивающих глубокое пропитывание ткани раствором едкого натра и движение полотна.
Нижние валы стальные, имеют принудительное вращениеот привода, верхние - обрезиненные, свободно лежат на нижних, в промежутках между ними.
Валковые машины рекомендуются для обработки тонких тканей, их размеры легко стабилизируются на валах машины.
Схема цепной мерсеризационной линии фирмы «Киото»
Схема роликового выщелачивателя
Валковая (бесцепная) мерсеризованная линия MGA фирмы «Беннингер».
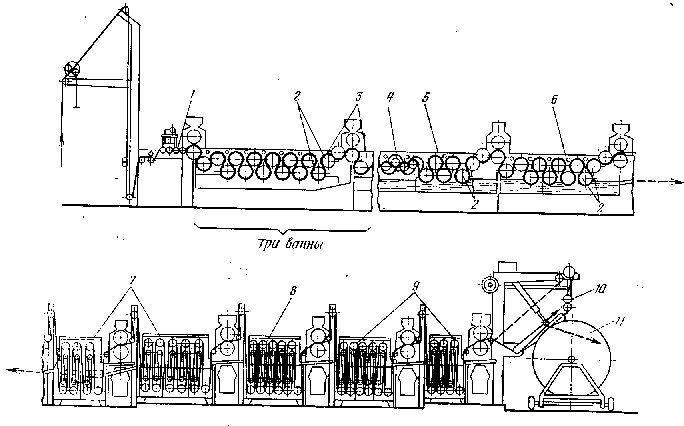
В ее состав входят: заправочное устройство 1; три мерсеризационные ванны 3; промывная часть, состоящая из двух ванн 5, 6 со стабилизирующими валами; два выщелачивателя 7 с пароводяной промывкой; ванна 8 (нейтрализационная) для обработки ткани раствором серной кислоты; две промывные ванны 9 для заключительного прополаскивания ткани; роликовый уладчик 10 и накатная машина 11.
Мерсеризационная часть состоит из трех укороченных секций, в которых установлено по семь пар стабилизирующихся валов. На выходе каждой секции имеются усиленные отжимы с пневматическим прижимом.
В мерсеризационных ваннах предусмотрена возможность регулирования и контроля продольного натяжения ткани с помощью пар валов 2, установленных в каждой секции перед выходными отжимными валами. С помощью рычагов, соединенных с пневмоцилиндрами, указанные валы могут передвигаться, изменяя свое положение по высоте, а с боку ванны установлена панель с приборами для контроля и регулирования натяжения ткани.
Первые промывные ванны 5, 6 аналогичны мерсеризационной, но в первой ванне две пары валов из пяти элементов заменены на семь дуговых тканерасправителей 4 с принудительным приводом.
Выщелачиватели 7 с пароводяной промывкой дополнительно интенсифицируют обработку за счет заправки петля в петле, благодаря которой увеличивается длинна заправки и длительность обработки. На дне выщелачивателя установлены обычные перегородки, обеспечивающие противоток моющего раствора, который поступает в первую промывную ванну и насосами подается на спрыски, циркулируя до насыщения (60 г/л). Сверху выщелачиватель закрыт двумя легкими откидными крышками. Последние ванны для нейтрализации кислотой 8 и прополаскивания водой 9 также имеют заправку петля в петле, что повышает интенсивность обработки.
Принцип действия регулятора продольного натяжения ткани аналогичен рассмотреному ранее, но вес подвижного ролика уравновешивается не противовесом, а пневматическим цилиндром. Линия работает следующим образом: ткань на заправочном устройстве 1 подвергается предварительному ширению с помощью дуговых тканерасправителей, затем в трех мерсеризационных ваннах 3 пропитывается концентрированным раствором едкого натра, отжимается после каждой секции усиленными отжимами до 170 %, находясь под воздействием рабочего раствора в течении 40 с, после чего поступает в стабилизирующие промывные ванны 5, 6, в первой ванне подвергаясь ширению с помощью дуговых тканерасправителей, и в обеих ваннах промывается с помощью спрысков. Окончательная отмывка от щелочи осуществляется в двух ваннах выщелачивателей 7, в ванне 8, в которой щелочь нейтрализуется кислотой, и в двух ваннах 9 активного действия с заправкой петля в петле для промывки холодной водой.. Далее ткань отжимается до 90-100 % и накатывается в ролик или укладывается в тележку.
Схема валковой линии модели MGA фирмы «Беннингер»
Фирма выпускает валковые машины с рабочими ширинами от 1000 до 2500 мм для обработки в одно и два полотна по ширине или
соответственно в 2 и 4 полотна при работе внакладку и рядом, что позволяет значительно повысить производительность линии и КПВ, равном 0,85, может заметне превосходить производительность цепных мерсеризационных линий.
При обработке тканей на валковых машинах устраняется обрывностькромок, сохраняется ровнота плотности по ширине, упрощаются обслуживание машин и их ремонт, но качесво ткани по блеску уступает цепным машинам
Валковые мерсеризационные линии модели 6241 фирмы “Текстима”. Предназначены для мерсеризации хлопчатобумажных тканей в два полотна по ширине и внакладку.
Линии выпускаются четырех типоразмеров и отличаются одна от другой числом секций в пропиточной и промывной частях.
При работе на мерсиризационных машинах следует соблюдать правила безопасности.
При заправки все машины должны быть сухими. Сначала машину заправляют чехлом, к которому подшивают обрабатываемую ткань.
Значительный интерес представляюет оборудование, применяемое для совмещенных способов отварки и мерсеризации. Мерсеризация, совмещенная с белением, проводится путем обработки ткани горячими концентрированными растворами едкого натра (180-250 г/л) с введением в раствор бисульфита натрия и смачивателя.
Линия ЛМО-140 и ЛМО-140-1. Для совмещенного способа мерсеризации и отварки хлопчатобумажных тканей поверхностной плотности до 300 г/м2, выработанных из крученной пряжи или пряжи, содержащей хлопковое волокно в смеси с синтетическими волокнами (лавсан).
В состав линии ЛМО-140 входят: секция из двух ванн для пропитывания раствором едкого натра, камера длительного запаривания КДЗ-140, выщелачиватель из двух ванн и семь ванн для нейтрализации и промывки.
Линия совмещения мерсеризации и отварки ткани
Линия заканчивается сушильной барабанной машиной на 30 цилиндров. Габаритные размеры линии 41520 х 4165 х 4610 мм, скорость движения ткани 20-100 м/мин, мощность электродвигателей около 70 кВТ.
Линия обеспечивает одностадийный процесс беления, совмещения с мерсеризацией. Ткань пропитывают концентрированным раствором едкого натра при температуре, близкой к кипению (приэтом из раствора удаляется кислород воздуха), отжимают, запаривают при температуре 100-102 °С и избыточном давлении 60-100 Па в течении 60-90 минут натянутым полотном в рулоноперемоточной камере. Затем ткань выщелачивают, промывают, кислуют, снова промывают и сушат.
Совмещенные способы обработки тканей способствуют значительному сокращению затрат на оборудование, электроэнергию, воду, пар и рабочую силу.
Линия ЛМО-140-1 отличается включением в состав модернизованной пропиточной и запарной машины, промывной машины башенного типа, усиленного отжима, тиристорного электропривода, конструктивно улучшенных узлов агрегирования и автоматизации.
Линии представляют собой технологические цепочки из машин, соединенных между собой узлами агрегирования.
Выщелачиватель В-140 представляет собой закрытую ванну, сваренную из листовой нержавеющей стали. В выщелачивателе установлены в два ряда ролики: семь нижних и шесть верхних. Ролики верхнего ряда являются “полуприводными”, т.е. получают вращение от отжима О-140 посредством цепной передачи и втулки, поскальзывающей относительно ролика.
Процесс обработки ткани в линии ЛМО-140-1 отличается от обработки ее в линии ЛМО-140 тем, что после пропитки и запаривания ткань проходит через емкий компенсатор, который обеспечивает работу запарной машины КДЗ-140-1 в полнлостью автоматическом режиме, и затем промывается в четырех ваннах башенного типа. Еще отличие ЛМО-140-1- включение в ее состав трехвального отжима, обеспечивающего отжим ткани до остаточной влажности 60-70 %, что снижает затраты энергии на сушку.
Главный привод машины линии ЛМО-140 от электродвигателей постоянного тока, приводы вентилятора, насоса, поворотного диска запарной машины от электродвигателей переменного тока. Прижим отжимных валов пневматический, с регулируемым давлением.
| Элемент отличительной характеристики | ЛМО-140 | ЛМО-140-1 |
Коэффициент автоматизации Производительность, м/ч Габаритные размеры, мм: Длина Ширина Высота Масса, кг | 0,6 2 619 41 585 4 165 4 610 72 500 | 0,8 2 700 40 000 4 200 4 600 83 000 |
Мерсеризационные цепные линии ЛМЦ-140-1 и ЛМЦ-180-1 предназначены для обработки концентрированным раствором гидроксида натрия отваренных или отбеленных х/б гребенных тканей сорочечного и плательного ассортимента, а также хлопкополиэфирных тканей с содержанием волокна от 45 до 67 % поверхностной плотности до 300 г/м2.
В линии ЛМЦ140-1 обрабатывают ткани шириной до 125 см , в линии ЛМЦ-180-1 до 165 см.
Над двумя трехвальными плюсовками установлена группа стабилизирующих цилиндров. Они служат для увеличения времени воздействия гидроксида натрия на ткань после пропитки ее в ваннах плюсовок.
Мерсеризационная цепная машина типа ММЦ содержит остов, привод, клуппные цепи и механизм раздвижки рам. Клуппные цепи получают вращение от электродвигателя постоянного тока через клиноременную передачу, редуктор и цепную передачу. За машиной ММЦ установлены три промывные ванны типа ВМБ, за ними пропиточная ванна типа ВЦП для пропитки ткани кислотой.
Для увеличения времени нейтрализации осатков щелочи кислотой над пропиточной ванной установлен воздушный роликовый зрельник с проводкой ткани вертикальными петлями. Ролики зрельника имеют диаметр 105 мм и получают привод с помощью фрикционных муфт.
Выборочное устройство ткани с люлечным тканеукладчиком. Привод через редуктор и цепную передачу.
Привод тканепроводящих механизмов линии выполнен от электродвигателей постоянного тока по комбинированной схеме тиристорный преобразователь – двигатель.
Элемент отличительной характеристики | ЛМЦ-140-1 | ЛМЦ-180-1 |
Рабочая вместимость ванн, м3: Плюсовок трехвальных Мойной башенной Пропиточной Удельное потребление на 1000 м ткани: Горячей воды, м3 Холодной воды, м3 Пара, кг Электроэнергии, кВт×ч Габаритные размеры,мм: Ширина Ширина с установками и пультами упавления Масса, кг | 0,5 0,7 0,88 1,05 0,9 270 400 4 685 6 970 91 500 | 0,63 0,88 1,1 1,5 1,35 405 412,5 5 085 7 170 102 000 |
Приводы раскатной машины, плюсовок и мерсеризационной цепной машины выполнены по системе индивидуальной тиристорный преобразователь – двигатель.
Упраление электродвигателями переменного тока производится вручнуюот кнопок и сбклокировано с пуском и остановом линии. Управление электродвигателем насоса подачи щелочи на выпаривание производиться вручную от кнопки.
На линии предусмотрено атоматическое регулирование температуры в ваннах машин, уровня раствора в ваннах плюсовок, давление пара, подаваемого к машинам ММЦ и ВМБ, давление сжатого воздуха, подаваемого в пневмоприжимы валов, в пневмоцилиндры компенсаторов и механизмов опускания ванн плюсовок.
Мерсеризационная цепная линия ЛМЦ-140-1
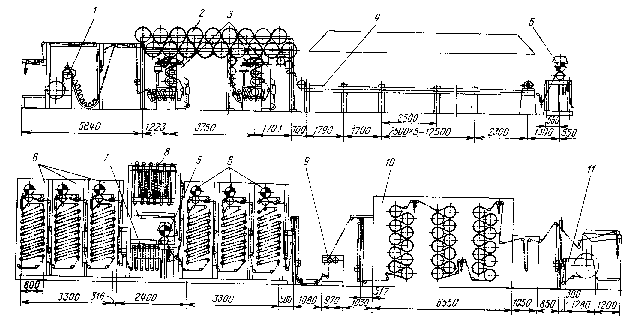
Обработка ткани в линии типа ЛМЦ осуществляется: ткань из рулона через роликовый компенсатор поступает в пропиточную часть, состоящую из двух плюсовок и стабилизирующих барабанов, где обрабатывается раствором гидроксида натрия. Далее ткань следует в мерсеризационную цепную машину, где она растягивается в клуппных целях, подширивается и промывается горячим щелочным раствором. Прмывка ткани продолжается также горячей водой в трех башенных ваннах. Затем ткань обрабатывается кислотой для нейтрализации остатков щелочи, после чего окончательно промывается водой в трех башенных ваннах, отжимается до остаточной влажности 70-80 %, высушивается и накатывается в ролик или укладывается в тележку. Промывная жидкость насыщенная щелочью благодаря использованию противотока, направляется на выпаривание.
На трикотажных предприятиях для мерсеризации применяют машину «Стабило-флоу», компактную, удобную при обслуживании, обеспечивающую высокое качество обработки полотна при условии его обязательной дополнительной промывки в другом оборудовании до полгого удаления следов щелочи. Дополнительная промывка предшествует белению или крашению и проводиться в той же машине, в которой полотно отбеливается или окрашивается.
Машина имеет заправочное устройство, узел мерсеризации, узел стабилизации и промывки, выборочное устройство, системы обеспечения раствором щелочи и водой и аппаратуру управления.
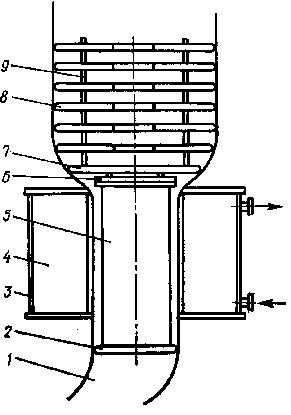
Накопитель – основной рабочий орган, в котором происходит обработка полотна раствором щелочи.Вверху накопитель имеет входную головку 6 с соплами, через которые на полотно подается подогретый в теплообменнике 5 раствор щелочи. Сопла обеспечивают быстрое и активное пропитывание полотна раствором. Для хранения запаса раствора щелочи служит резервный бак 1.
Мерсеризационная машина «Стабило-флоу»
Накопитель снабжен приборами для поддержания уровня и концентрации раствора щелочи, установки продолжительности обработки полотна и системой нагревания и циркуляции раствора щелочи.
Узел стабилизации предназначен для натяжения полотна, фиксации его ширины и петельной структуры при одновременном промывании для удаления избытка щелочи.
Узел стабилизации имеет ширитель 19 с пластинчатой магнитной муфтой 20, удерживающей ширитель в парящем положении.
Ширитель состоит из пластмассовых (кроме нижнего) дисков 8, скрепленных стержнями 9. Нижний металлический диск 7 специальным замком 6 соединен с сердечником 5 магнитной катушки 4. Внизу к сердечнику прикреплено устройство 2 для предварительной расправки полотна 1 и придания ему трубообразной формы.
 Промывание полотна осуществляется сопловыми устройствами 15, через которые на движущееся полотно под высоким напором подается горячая вода.
Промывание полотна осуществляется сопловыми устройствами 15, через которые на движущееся полотно под высоким напором подается горячая вода.
ШириттььььььььььььььььььььььььььььШиритель с магнитной катушкой.
Над промывным устройством на раме 12 установлены отжимные обрезиненные валы 14 с пневмозажимом 13. Для сбора воды с содержанием щелочи установлен сборник 22. Щелочь отводиться по трубе 21.
Полотно заправляют в машину через направляющие ролики 4. Огибая вводный вал 8, работающий синхронно с отжимными валами 10, полотно поступает чере головку 6 в накопитель 3. Проходя через головку, полотно предварительно пропитывается раствором щелочи, разбрызгиваемым из сопел. В накопителе полотно обрабатывается в течении 60 св растворе щелочи, нагретом до температуры 60-90 °С в теплообменнике 5.Циркуляция раствора осуществляется циркуляционным центробежным насосом 2 мощностью 2,2 кВт.
Обработанное полотно отжимается между валами 10. Перд вводом в жало валов установлены пневматические сопла 11, обеспечивающие наддув полотна воздухом для его расправления от складок. Далее полотно через ролики 18 и 23 подается на магнитный ширитель, промывается из сопловых устройств 15 горячей водой и после заключительного отжима валами 14 выходным валиком 17, имеющим индивидуальный привод 16, укладывается в тележку.
Список литературы.
1. В.М.Бельцов. «Оборудование для отделки хлопчатобумахных тканей», 1982 г.
2. Н.В.Егорова. «Оборудование для отделки хлопчатобумажных тканей». Справочник, 1991 г.
3. И.А.Кожурин. «Оборудование трикотажно – отделочного производства», 1989 г.