Оборудование производства ИУ
СодержаниеСодержание.............................................................................................. 1
Задание..................................................................................................... 2
Введение................................................................................................... 3
1. Расчет основных параметров роторной линии.................................. 4
1.1. Определение конструктивных параметров.................................. 4
инструментального блока.................................................................... 4
1.2. Выбор шага ротора...................................................................... 5
1.3. Расчет числа позиций технологического ротора........................ 5
1.4. Расчет конструктивных параметров роторов............................. 8
2. Расчет элементов инструментального блока.................................... 11
3. Расчеты на прочность элементов конструкции................................ 13
механического привода......................................................................... 13
3.1. Силы, действующие на элементы привода................................ 13
3.2. Расчет ползуна............................................................................ 15
3.3. Расчет перемычек барабана....................................................... 16
4. Расчет привода транспортного движения........................................ 19
4.1. Выбор схемы привода................................................................ 19
4.1. Определение крутящего момента на валу технологических и транспортных роторов............................................................................................... 19
4.1.1. Технологический ротор с механическим приводом рабочего движения. 19
4.1.2 Транспортный ротор............................................................ 20
4.2. Расчет мощности электродвигателя привода............................ 21
4.3. Выбор электродвигателя............................................................ 21
Список использованных источников.................................................... 22
Задание
Разработать автоматическую роторную линию для сборки спортивного патрона калибром 5.6 мм с производительностью 800 шт./мин.
В состав проектно-конструкторских задач, решаемых при проектировании любой автоматической машины, в том числе и роторной линии (АРЛ), входит параметрический синтез. Параметрический синтез решает задачу определения основных конструкционных (геометрических и механических) параметров машины в целом, ее отдельных механизмов, устройств и рабочих органов. Применительно к проектированию автоматических роторных линий параметрический синтез включает определение конструктивных размеров инструментальных блоков, установление шага ротора, расчет числа позиций (блоков, гнезд) рабочих роторов, радиусов начальных окружностей технологических и транспортных роторов, расчет транспортной скорости и частоты вращения роторов.
В большинстве случаев параметрический синтез является задачей оптимизационного типа: параметры роторной линии должны быть определены таким образом, чтобы заданный или выбранный критерий эффективности имел оптимальное значение. Руководствуясь определенными из расчетов параметрами машины, конструктор осуществляет эскизную, техническую и затем рабочую разработку.
1. Расчет основных параметров роторной линии
1.1. Определение конструктивных параметров
инструментального блока
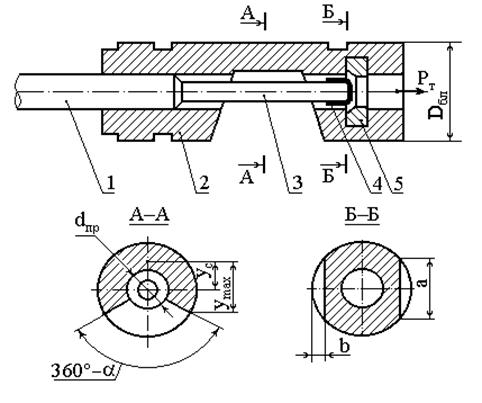
Инструментальный блок (ИБ) это сменныйузел технологического ротора для установки инструмента и обеспечения основных и вспомогательных переходов технологических операций. Инструментальный блок должен обеспечивать заданную точность взаимного расположения рабочего инструмента и обрабатываемой детали, обладать необходимыми прочностью и жесткостью, иметь минимальную массу, допускать быстрый съем из гнезда технологического ротора.
Типовая схема инструментального блока для штамповочной операции (см. рис.1) позволяет оценить его основные размеры.
Диаметр Dбл блока определяется с учетом максимальных поперечных размеров деформирующего инструмента
Dбл= (1.3… 2.5)*Dм, (1)
где Dм– диаметр поперечного сечения матрицы, мм.
Расчетные зависимости для определения геометрических размеров матриц для различных технологических операций приведены в таблице 1. (1)
Диаметр матрицы: Dм= 3*dd = 3*5,6 = 16,8 мм
Диаметр блока: Dбл = 2*16,8 = 33,6 мм
Принимаем диаметр блока равный 36 мм
Длина блока:
Lбл = Lт + Lкр + Lзх,(2)
где Lт– технологическое перемещение инструмента, включающее подвод инструмента, рабочее перемещение и проталкивание детали из матрицы., мм;
Lкр, Lзх– размеры элементов ИБ, мм.
Технологическое перемещение на стадии эскизной проработки можно определить по формуле:
Lт = Н0 + Нд + Нм +(20...40)
где Hо– высота заготовки, мм;
Hд– высота детали, мм;
Hм– высота матрицы, мм.
Lт = 60 мм
Величина Lкр определяется из соотношения:
Lкр> Lт
Lкр = 80 мм
Величина Lзх определяется из конструктивных соображений.
Lбл = 60 + 80 + 40 + 180 мм
Максимальная длина блока:
Lбл мах = Lбл + Lт
Lбл мах = 180 + 60 = 240 мм
1.2. Выбор шага ротора
Шаг между гнездами ротора hр выбирается в зависимости от размеров детали, инструментальных блоков и зазоров между ними (см. рис.2 (1)).
Для роторов штамповочного производства шаг ротора:
hp = Dбл + Dh
где Dh– зазор между инструментальными блоками,мм.
Величина Dh определяется размерами ИБ, их конструкцией и системой крепления в гнездах ротора (для роторов с механическим приводом Dh= (0.1… 0.4)× Dбл ):
hp = 36 + 0,3*36 = 46,8 мм
Рассчитанную величину шага роторов с механическим и гидравлическим приводом округляем до ближайших значений
(см. табл. 3 (1)):
hp = 47,1 мм
1.3. Расчет числа позиций технологического ротора
Общее число позиций (инструментальных блоков, гнезд) ротора определяем по минимально необходимой длительности технологического Тт и кинематического Тк циклов:
up = Пт * Тк/60 < 1,33* Пт * Тт/60 (3)
где Пт– теоретическая производительность ротора, шт/мин.
Теоретическую производительность выбираем по заданной фактической производительности Пф с учетом цикловых потерь:
Пт = Пф/b
Для проектных расчетов коэффициент цикловых потерь
b= 0,7… 0,9.
Пт = 800 / 0,8 =1000 шт
Длительность технологического цикла должна обеспечивать выполнение технологической операции, включая вспомогательные переходы (загрузку детали, ее закрепление и выдачу из ротора). Длительность кинематического цикла определяется, в основном, характеристиками привода рабочего движения ротора. На рис. 1 приведена цикловая диаграмма технологического ротора, показывающая соотношение технологического и кинематического циклов. Для роторных машин, осуществляющих вращение ротора с постоянной скоростью, время обработки tр соответствует углу поворота jр, а t1– углу j1 и т.д.
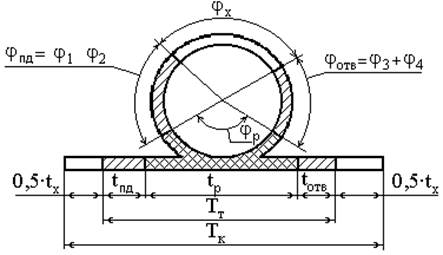
Рис. 1. Цикловая диаграмма технологического ротора.
Уравнения циклов имеют вид:
TT= t1+ t2+ tp+ t3+ t4,
Tk= tпд+ tp+ tотв+ tх,
где t1, t4– соответственно время на подачу детали и выдачу ее из ротора, с;
t2, t3– время, затрачиваемое на закрепление и освобождение детали при обработке, с;
tр– технологическое время обработки детали, с;
tпд,tотв– интервалы времени подвода инструмента к детали и отвода,с;
tх– время простоя инструментов в исходном положении (холостой ход), с.
Точные значения интервалов кинематического и технологического циклов можно определить только при расчете механизмов привода рабочего движения и механизмов захвата. На этапе параметрического синтеза эти интервалы определяются приближенно с учетом рекомендаций, полученных на основе практики конструирования роторных линий.
Для механического (кулачкового) привода рабочего движения интервал tр, соответствующий обработке детали инструментом, определяем по следующим формулам:
для операций чеканки, гибки, сборки принимаем закон изменения ускорения по синусоиде, обеспечивающий к концу интервала плавное снижение скорости и ускорения рабочего органа до нуля:
tp= 2Lp/ Vp max =![]() (4)
(4)
tp = 0,08 с
гдеLр, Vр max, aр max–соответственно путь, допустимые скорость и ускорение за время обработки детали инструментом, м, м/с,м/с2;
Ориентировочно дляуказанных операций можно принимать ар max£g,где g– ускорение свободного падения,м/c2.
Время подачи изделий в ротор t1 принимаем равным времени удаления из него t4, а при определении числовых значений исходим из того, что угол сопровождения подающими и съемными устройствами не превышает 20°:
Величины интервалов t2 и t3 рассчитываем в зависимости от скорости срабатывания зажимных приспособлений, центрирующих и съемных механизмов. В первом приближении принимаем:
t2 = t3![]() t1 = t4
t1 = t4
Время подвода и отвода инструмента определяем в зависимости от типа привода рабочего движения. Для механического привода:
tпд = 1,57Lпд / Vмах = ![]() (5)
(5)
tотв = 1,5Lотв / Vмах = ![]() (6)
(6)
где Lпд,Lотв– соответственно перемещение инструмента при подводе к детали и отводе инструмента в исходное положение, м;
Vmax, аmax– максимальные скорость и ускорение на участках подвода и отвода, м/с, м/с2.
Для обеспечения максимальной синхронности работы приводных механизмов технологического и транспортного движений следует соблюдать неравенства tпд£ t1+ t2, tотв£ t3+ t4:
tпд = 0,157 с
tотв = 0,173 с
TT = 0,48 c
Tk = 0.46 c
После определения интервалов кинематического итехнологического циклов и проверки соблюдения неравенств определяем общее число позиций ротора
uр= Пт× Тк /60£ 1,33× Пт× Тт /60
uр= 7.66
Полученное число позиций технологического ротора uр округляем в большую сторону и принимаем соответственно параметрическому ряду 4, 5, 6, 8, 9, 10, 12, 16, 18, 20, 24 (см. таблицу 3 (1))
Принимаем количество инструментальных блоков uр= 8
Число инструментальных блоков, находящихсяодновременно врабочей зоне ротора, определяемпо формуле:
uo= Пт*tр / 60
uo= 1,33
D = 120 мм
1.4. Расчет конструктивных параметров роторов
Радиус начальнойокружности технологического ротора:
Rp= (1/ 2p)*uр*hp (7)
Rp= 60 мм
Величину радиуса Rр проверяем с учетом конструктивных размеров вала ротора и инструментальных блоков (см. рис.2):
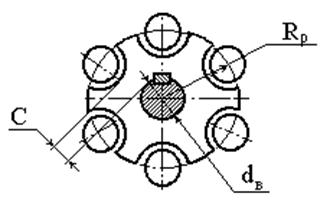
Рис. 2. Схема к расчету свободного пространства технологического ротора
Rp![]() 0,5(dв+ Dбл) + с
0,5(dв+ Dбл) + с
В первом приближении принимаем:
dв = 0,5 Dбл: с = 30...40 мм
dв= 18 мм
60![]() 57, условие выполняется
57, условие выполняется
Частота вращения ротора (об/мин):
np= Пт / uр
np = 125 об/мин
Окружная (транспортная) скорость:
Vтр = Пт*hp /60 = p* np* Rp/30
Vтр = 78,5 м/мин
Для удобства компоновки и обеспечения установленной окружной скорости роторов рекомендуется принимать диаметры начальных окружностей зубчатых колес привода транспортного движения равными диаметрам начальных окружностей роторов. Поэтому полученное значение диаметра начальной окружности ротора Dр уточняем с учетом параметров зубчатого зацепления
Конструктивные параметры транспортных роторов определяем аналогично технологическим. С целью удобства размещения технологических роторов, обеспечения доступа к рабочей зоне, простоты ремонта и обслуживания число позиций и диаметры транспортных роторов рекомендуется брать больше технологических (uтр= (1,25… 1,33)× uð).
Ïðèíèìàåì uтр= 10
Для всех технологических и транспортных роторов, входящих в роторную линию, соблюдаем основное условие компоновки:
Dp/Dтр= Rp/Rтр= uр/uтр= nр/nтр= const (8)
Из соотношения (8) определяются радиус начальной окружности Rтр и частота вращения nтр транспортного ротора:
Rтр= uтрRp/uр ;
nтр= nрuр/uтр
Rтр= 75 мм
nтр= 100 об/мин
2. Расчет элементов инструментального блока
|