


Метрологическое обеспечение ремонта дизель-генератора специализированного серийного тепловоза ТЭП70
Обеспечение надёжности и безопасности средств технического транспорта, экономической эффективности их применения являются важными задачами, как на стадии изготовления, так и в условиях эксплуатации технических средств. Большое место в производственной деятельности промышленного транспорта занимают работы связанные с поддержанием и восстановлением работоспособности техники. Основным видом промышленного транспорта в настоящее время является железнодорожный транспорт. В ближайшем будущем он сохранит ведущую роль в обеспечении перевозок на предприятиях черной металлургии, горнорудной, угольной, химической и деревообрабатывающей промышленности.
При обеспечении качественного ремонта железнодорожного подвижного состава важную роль играет качество ремонта дизель-генераторной установки. Дизель является основным агрегатом тепловоза.
В данной курсовой работе будет проведен анализ состояния метрологического обеспечения основных стадий ремонта дизель-генераторной установки, стояния средств измерений и контроля.
1. Тепловоз. Общие характеристики
Тепловоз – автономный локомотив, первичным двигателем которого является двигатель внутреннего сгорания (обычно дизель). Появившийся в начале XX века тепловоз стал экономически выгодной заменой как низкоэффективным устаревшим паровозам, так и появившимся в то время электровозам, рентабельным лишь на магистралях со сравнительно большим грузо- и пассажиропотоком. За прошедший век было опробовано и внедрено множество усовершенствований в конструкции тепловоза: мощность дизеля возросла с нескольких сотен, а то и десятков лошадиных сил до трех тысяч и выше, на разных типах тепловозов используются различные способы передачи энергии двигателя на колёсные пары локомотива, значительно возросло удобство управления и обслуживания тепловоза, снизились выбросы в атмосферу. Тепловозы строятся и используются по всему миру, успешно конкурируя с электровозами, выигрывая в автономности и отсутствии затрат на электрификацию железнодорожных магистралей.
1.1 Описание серийного тепловоза ТЭП70
Увеличение веса пассажирских поездов и повышение скорости их движения потребовало применения на некоторых неэлектрифицированных линиях двух секционных тепловозов 2 ТЭП 60. При этом удвоение мощности и веса локомотива в ряде случаев снижало использование мощности дизелей, а излишний сцепной вес несколько повышал эксплуатационные расходы. Требовался более мощный тепловоз, чем ТЭП 60, практически без увеличения сцепного веса. Решение такой задачи было осуществлено Коломенским тепловозостроительным заводом им. В.В. Куйбышева, где под руководством главного конструктора по локомотивостроению Ю.В. Хлебникова был спроектирован двухтележечный шестиосный тепловоз с дизелем мощностью 4000 л.с. (2942 кВт) и электрической передачей переменно-постоянного тока. В июне 1973 года Коломенский завод построил по этому проекту первый тепловоз, получивший обозначение ТЭП 70–0001. Затем в 1974–1975 годах были построены тепловозы №0002 – 0004, а в 1977–1978 годах №0005 – 0007.
Кузов тепловоза несущей конструкции ферменно-раскосного типа с применением профилей из низколегированной стали и алюминиевых сплавов для каркаса и обшивки. Это позволило снизить вес кузова на 1 метр длины с 1, 03 тс (тепловоз ТЭП 60) до 0,89 тс. Главные продольные балки кузова коробчатого сечения расположены по наружному контуру. В среднюю секцию рамы вварен топливный бак с нишами для аккумуляторной батареи. Кузов опирается на каждую тележку через две центральные маятниковые опоры с резиновыми амортизаторами и четыре боковые цилиндрические винтовые пружины. Рама тележки выполнена из штампованных и литых элементов, соединенных между собой сваркой. Буксы бесчелюстные соединены с рамой тележки проводками, имеющими по концам резиново – металлические блоки.
Буксы снабжены двумя однородными цилиндрическими подшипниками с внутренним диаметром 160 мм. К нижней части буксовых коробок подвешены буксовые балансиры, на концы которых опираются цилиндрические пружины. На крайние пружины, через резиновые амортизаторы, опирается рама тележки. На каждую пару промежуточных пружин опираются концы балансиров, к которым подвешены листовые рессоры. На средние части этих рессор, также через резиновые амортизаторы, опирается рама тележки. Статистический прогиб боковых пружин равен 98 мм, статистический прогиб первичного рессорного подвешивания (цилиндрических пружин и листовых рессор) равен 94 мм. Передаточное отношение редуктора 25:78 = 1:3, 12. Колесные пары имеют диаметр равный 1220 мм.
На тепловозе установлен четырехтактный шестнадцати цилиндровый дизель 2А-5Д49 (16 ЧН 26/26) с V‑образным расположением цилиндров. Дизель имеет газотурбинный наддув и охлаждение надувочного воздуха и выпускного коллектора. Диаметр цилиндров 260 мм, ход поршня 150 г./э.л.с.ч. Вес дизеля с поддизельной рамой 18500 кг.
Вал дизеля соединен с валом тягового генератора ГС‑504А номинальной мощностью 2750 кВт. Генератор изготовлен Харьковским заводом «Электротяжмаш» и представляет собой двенадцатиполюсную синхронную машину с двумя трехфазными обмотками на статоре, сдвинутыми относительно друг на 30 эл. Линейное напряжение генератора в продолжительном режиме 360 В, максимальное достигает до 580 В. Линейный ток при продолжительном режиме равен 2*2400 А, при максимальном напряжении – 2*1500 А. Номинальная частота тока при номинальной частоте вращения 1000 об/мин 100 Гц. Коэффициент полезного действия в продолжительном режиме 94,8%, вес генератора 6500 кг. На станине генератора имеется площадка, на которой установлены возбудитель ВС‑650 и вспомогательный генератор-стартер СТГ‑7. Они приводятся в действие через редуктор от вала дизеля.
Для выпрямления тока служит выпрямительная установка УВКТ‑5, имеющая два параллельно соединенных трёхфазных моста. В каждом плече моста десять параллельно включенных ветвей. В данных ветвях имеются два последовательно включенных лавинных вентиля ВЛ 200–8, общее количество вентилей на тепловозе составляет 120 штук. Данная установка изготовлена Таллиннским электротехническим заводом им. М.И. Калинина.
На каждой тележке установлено по три тяговых электродвигателя ЭД‑119 номинальной мощностью по 411 кВт (напряжение в длительном режиме 500 В, максимальное 750 В, ток продолжительного режима 900 А, при максимальном напряжении 600 А), частота вращения якоря в продолжительном режиме 705 об/ мин, максимальная составляет 2320 об/мин. Обмотки полюсов имеют изоляцию класса Р, а обмотка якоря – класса Н. Данная обмотка выполнена в виде петли. Вес электродвигателя составляет 3250 кг. Вращающий момент от тяговых электродвигателей передается на ось колесной пары через редуктор и полный вал, эластично соединенный с колесной парой.
Для полного использования мощности дизеля применено автоматическое регулирование напряжения генератора и две ступени ослабления – возбуждения тяговых электродвигателей (62 и 38%). Управление режимом работы тепловоза осуществляется контроллером машиниста КВ‑1554, имеющим реверсную рукоятку с положениями «вперед», «О», «назад» и главную с положениями: 0, 1–15‑я рабочими позициями. При переводе главной рукоятки на 1‑ю позицию включаются тяговые электродвигатели при частоте вращения вала дизеля 350 об/мин; переводом этой рукоятки до 15‑й позиции повышается частота вращения вала до 1000 об/мин. Электрическое оборудование тепловоза предусматривает управление двумя локомотивами по системе многих единиц.
На тепловозе применена система централизованного воздухоснабжения для охлаждения электрических машин (тяговых генератора и электродвигателей), выпрямительной установки, блока возбуждения. Воздух через жалюзи и фильтры засасывается осевым вентилятором с механическим приводом от вала дизеля. Подается около 1200 м3/мин воздуха при напоре 450 мм вод. ст. На тепловозе установлены аккумуляторная батарея 48 ТН – 450 и компрессор ПК – 5,25 с электрическим приводом.
Тепловоз может развивать при продолжительном режиме скорость 50 км/ч и силу тяги 17000 кг. При максимальной скорости 160 км/ч сила тяги составляет около 6000 кг, при этой же скорости тепловоз имеет максимальный КПД 32,5%. На собственные нужды тепловоза расходуется 9–11% номинальной мощности дизеля. Вес тепловоза 129 т при 2/3 запаса топлива и песка. Нагрузка на колесную пару на рельсы составляет 21,5 т. Запас топлива – 6000 кг, воды – 1480 кг, масла – 1430 кг.
Первые тепловозы ТЭП70 поступили в депо Орша Белорусской железной дороги и эксплуатировались с пассажирскими поездами. При этом они расходовали на 10 – 12% меньше топлива, по сравнению с тепловозами ТЭП60. На этих тепловозах значительно изменены расположение и формы элементов боковых ферм (стенок) кузова, применены тележки и ряд узлов тепловозов ТЭП75. В рессорном подвешивании первой ступени цилиндрические пружины и листовые рессоры с балансирами заменены индивидуальным подвешиванием с цилиндрическими пружинами; во второй ступени вместо резиновых блоков центральных опор и пружинных боковых опор с поверхностями трения поставлены цилиндрические пружины, воспринимающие поперечную и угловую деформации. Статистический прогиб рессорного подвешивание увеличился с 104 до 170 мм. Для сохранения демпфирующих свойств подвешивания, обеспечиваемых на первых тепловозах листовыми рессорами, на тепловозах серии ТЭП70 применены гидравлические амортизаторы. В тяговом приводе вместо полого вала, на подшипниках скольжения и поводковых муфтах с плавающим звеном, применены – полый карданный вал с поводковыми центрированными муфтами. Длина и расстояние общей колесной базы тепловоза также отличается от предыдущих серий. Длина увеличилась на 1230 мм, и расстояние между осями крайних колесных пар стало 21700 мм. Тяговое и тормозное усилия от тележек на кузов передаются через шкворни. На каждой тележке установлены шесть тормозных цилиндров диаметром 10». Нажатие тормозных колодок на колеса двустороннее. Одновременно с изменением конструкции тягового привода тяговые электродвигатели ЭД‑119
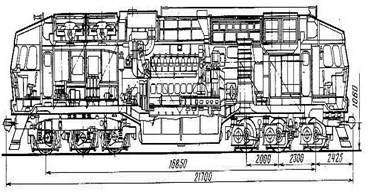
Рисунок 1 – Чертеж тепловоза ТЭП70
1 ‑ охлаждающее устройство; 2 ‑ глушитель; 3 ‑ дизель; 4 ‑ возбудитель; 5‑ стартер-генератор; 6 ‑ блок фильтров воздушных; 7 ‑ вентилятор централизованного воздухоснабжения; 8 ‑ установка выпрямительная; 9 ‑ блок электрического тормоза; 10 ‑ камера высоковольтная; 11 ‑ компрессор тормозной; 12 ‑ фильтр полнопоточный; 13 ‑ резервуар воздушный; 14 ‑ батарея аккумуляторная; 15 ‑ бак топливный; 16 ‑ тяговый генератор.
Были заменены на ЭД‑121А, выполненные на базе электродвигателей ЭД‑120А, используемых на маневровых тепловозах ТЭМ7. По сравнению с ЭД‑119 у электродвигателя ЭД‑121А несколько изменены параметры номинальной мощности (413 кВт), напряжения (542/750 В) и тока (830/600 А). Стартер-генератор С1Т‑7 был заменен стартер-генератором ПСГУ2 (50 кВт, 110 В). Тепловозы оборудованы электрическим (реостатным) тормозом мощностью 3200 кВт; резисторы при стоянке тепловоза могут использоваться для нагрузки дизель-генератора при опробовании его работы. В системе управления и регулировании электрической передачи и тормоза используются электронные и микропроцессорные устройства. У тепловозов с №0008 запас песка 600 кг, воды 1134 и масла 1000 кг. На тепловозах установлен компрессор КТ‑6. Тепловозы ТЭП70 второго исполнения строились после 1978 г. в небольших количествах, а после 1987 года масштабы производства увеличились. По данным на 2003 год построено порядка 430 тепловозов ТЭП70.
1.2 Основные технические характеристики серийного тепловоза ТЭП70
· Осевая формула 30–30
· Мощность, кВт 2942
· Конструкционная скорость, км/ч 160
· Сила тяги длительного режима, кН 167
· Ширина колеи, мм 1520
· Нагрузка от колесной пары на рельсы, кН 221
Габариты:
· Длина по осям автосцепок, мм 21700
· Ширина по наружной поверхности кузова, мм 3086
· Высота по крыше кузова, мм 4975
1.3 Техническое обслуживание и ремонт
Обеспечение надёжности и безопасности средств технического транспорта, экономической эффективности их применения являются важными задачами, как на стадии изготовления, так и в условиях эксплуатации технических средств. Большое место в производственной деятельности промышленного транспорта занимают работы связанные с поддержанием и восстановлением работоспособности техники.
Ремонт – это совокупность технико-экономических показателей и организационных мероприятий, связанных с поддержанием эксплуатируемой техники в работоспособном состоянии. Ремонт техники является более сложным процессом, чем производство. Производство – процесс равномерный, стабильный, тогда как ремонт отличается большей долей неопределенности – различная степень износа, повреждений поступающей в ремонт техники не позволяет заранее точно рассчитать и распланировать этот процесс.
Основным видом промышленного транспорта в настоящее время является железнодорожный транспорт. В ближайшем будущем он сохранит ведущую роль в обеспечении перевозок на предприятиях черной металлургии, горнорудной, угольной, химической и деревообрабатывающей промышленности.
Ремонт железнодорожного подвижного состава наряду с общими закономерностями обладает рядом специфических особенностей, обусловленных совокупностью технических положений, определяющих необходимый технический уровень состояний подвижного состава и требования отрасли по обеспечению этого уровня. Одно из главных требований – это требование надёжности ремонта подвижного состава, гарантирующей качество осуществления перевозочного процесса в различных эксплуатационных условиях. Надежность является комплексным свойством и включает, в зависимости от назначений и условий эксплуатации объекта безотказность, долговечность, ремонтопригодность и сохраняемость. Причем в качестве основной особенности организации железнодорожного ремонтного производства следует отметить высокий уровень неопределенности производственной программы и значительный уровень колебаний в структуре ресурсов, необходимых для ремонта. Характерные особенности ремонтного производства вызваны конструктивным разнообразием ремонтируемых технических средств, различной износоустойчивостью деталей. Это предопределяет неустойчивость объемов ремонта, потребностей в материалах и трудовых затратах, собственно в организации производственного процесса. Специфика ремонта железнодорожного подвижного состава проявляется также и в значительных габаритах ремонтной продукции, требующих особого подъемно-транспортного оборудования и в использовании больших производственных площадей. Эксплуатация промышленного железнодорожного транспорта осуществляется в особых условиях, которыми определяются их основные параметры, конструктивные особенности и требования к поддержанию их в работоспособном состоянии в соответствии с правилами технической эксплуатации промышленного железнодорожного транспорта. В основу системы технического обслуживания и ремонта положен планово-предупредительный принцип, облегчающий планирование для ремонтного предприятия, способствует организации равномерной загрузки ремонтного процесса, позволяет оптимально использовать технологические линии и рабочую силу.
Специфика работы промышленного железнодорожного транспорта связана с необходимостью бесперебойного обслуживания производственных процессов, выполнения внешних перевозок и обеспечения четкого взаимодействия всех звеньев, участвующих в перевозочном процессе, что предъявляет особые требования к организации и качеству ремонта, содержании технических средств. Содержание локомотивов в технически исправном состоянии, обеспечение их эксплуатации на основе установленных нормативов осуществляется в ремонтных хозяйствах промышленного железнодорожного транспорта. Такие ремонтные хозяйства обычно создаются объединенными, с общими мастерскими, территорией и административно-управленческим персоналом. К составу ремонтных хозяйств относятся локомотивные депо, пункты технического обслуживания локомотивов, экипировочные устройства и другие сооружения для текущего ремонта и содержания подвижного состава.
Для локомотивов и тяговых агрегатов установлены следующие виды ремонта:
· Технические обслуживания ТО‑1, ТО‑2, ТО‑3 (профилактический осмотр) для поддержания работоспособности, чистоты и санитарно-технического состояния локомотивов, смазка трущихся частей в межремонтный период, особого контроля над частями, обеспечивающими бесперебойную работу и безопасность движения.
· Текущие ремонты ТР‑1 (малый периодический ремонт), ТР‑2 (большой периодический ремонт), ТР‑3 (подъемочный ремонт) для ревизии, замены или восстановления отдельных узлов и деталей, а так же регулировки и испытаний, гарантирующих работоспособность подвижного состава между соответствующими видами ремонта.
· Средний ремонт (в ряде отраслей – капитальный КР‑1) для восстановления эксплуатационных характеристик локомотивов путём ремонта или замены изношенных или повреждённых деталей и узлов с проверкой остальных и устранением обнаруженных неисправностей.
· Капитальный ремонт (в ряде отраслей КР‑2) для восстановления полного или близкого к полному технического ресурса локомотивов с заменой или восстановлением агрегатов и узлов, включая базовые.
Производственный процесс ремонта тепловоза представляет собой совокупность основных (технологических), вспомогательных, обслуживающих, естественных процессов, посредством которых исходные материалы и объекты ремонта превращаются в готовые изделия.
Основными процессами являются технологические, которые связаны с непосредственным изменением формы, размеров или свойств деталей, сборочных единиц и агрегатов. Технологический процесс состоит из ряда операций. Операция – это часть технологического процесса, выполняемая на одном рабочем месте одним или несколькими рабочими. Каждая операция характеризуется неизменностью объекта обработки, рабочего места и рабочих. Вспомогательные процессы включают хождение рабочих от рабочего места к объекту ремонта, установку приспособлений, инструмента и т.д. Обслуживающие процессы – это обеспечение рабочего места приспособлениями, инструментами, материалами, комплектующими. Естественные процессы включают сушку изделий, охлаждение, обогрев.
Задачей организации производственного процесса является определение необходимых пропорций и синхронизация их, т.е. организация производственного процесса во времени и в пространстве. При этом создаются такие условия, чтобы сократить продолжительность вспомогательных, обслуживающих, естественных процессов и перерывов. Это возможно лишь при своевременном обеспечении производственного процесса необходимыми материальными, людскими, энергетическими и другими ресурсами, а также необходимыми технологическими, оборотными и страховыми запасами.
Основными документами, в которых отражается организация производственного процесса, являются графики организации процесса, разрабатываемые на ритмичной основе. В них учитывается объем производства, и устанавливаются не только последовательность выполнения технологических операций, но и состав рабочих бригад, их специализация, число позиций и их специализация.
Основными методами организации тепловозоремонтного производства являются:
· Отделение ремонтных работ от монтажных, но согласованное их выполнение;
· Специализация и кооперирование производства;
· Крупноагрегатный метод ремонта;
· Унификация технологических процессов ремонта и изготовления деталей.
Системы диагностирования могут быть локальные или общие, функционального или тестового диагностирования, универсальные или специализированные, встроенные в тепловоз, автоматизированные или ручные. Введение диагностических методов объективного контроля за состоянием деталей, сборочных единиц и агрегатов тепловоза позволяет сочетать принципы планово-предупредительного ремонта с ремонтом по фактическому состоянию. При этом решаются многие важные проблемы, связанные с повышением надёжности эксплуатируемого парка локомотивов, экономией электроэнергии и топлива на тягу поездов, снижением трудоёмкости ремонта. Изнашивание деталей тепловозов происходит с определенной закономерностью (Рисунок 2). Существующая система ремонтов и осмотров тепловозов увеличивает изнашивание деталей и количество внеплановых ремонтов. Разборку и ремонт агрегатов тепловоза необходимо делать только в точке N (не раньше и не позже). Определить эту точку можно лишь методом диагностирования.
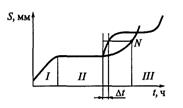
Рисунок 2 – Изнашивание деталей тепловоза
I – зона приработки деталей; II – зона нормальной эксплуатации; III – зона аварийно работы; N – предельное состояние деталей (агрегатов); ∆t – переходный период между нормальной эксплуатацией и аварийным состоянием.
1.4 Дизель. Описание технологического процесса проведения ремонта
Дизель четырёхтактный, V‑образный, шестнадцатицилиндровый, с газотурбинным наддувом и охладителем надувочного воздуха типа 2А – 5Д49, созданный на базе двигателя 16ЧН 26/26 мощностью 3000 л.с., используется на специализированных серийных тепловозах ТЭП70 (Рисунок 3). Дизель удобен в обслуживании и ремонте. Его сборку и разборку производят агрегатами (узлами), что обеспечивает взаимозаменяемость. Высокая надёжность и износостойкость дизеля обеспечивается изготовлением деталей из высококачественных материалов, рациональным применением современных методов химико-термической обработки поверхностного упрочнения деталей с применением качественных покрытий.
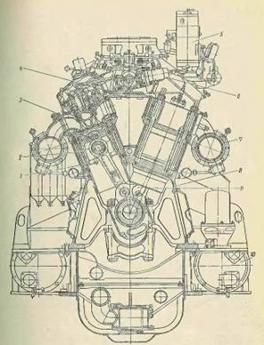
Рисунок 3 – Дизель 2А‑9ДГ
1 – втулка цилиндра; 2 – поршень; 3 – крышка цилиндра; 4 – лоток; 5 – регулятор объединённый; 6 – топливный насос; 7 – выпускной коллектор; 8 – блок цилиндров; 9 – шатуны; 10 – охладитель масла.
Коленчатый вал (Рисунок 4) относится к числу наиболее ответственных, напряженных и дорогостоящих деталей двигателя. Стоимость изготовления вала может достигать 30% стоимости изготовления всего двигателя.
В процессе работы двигателя коленчатый вал нагружается силами давления газов, а также силами инерции движущихся возвратно-поступательно и вращающихся деталей. Эти силы вызывают значительные напряжения кручения, изгибные напряжения и крутильные колебания, вследствие чего шейки вала испытывают переменное давление, которое вызывает значительную работу трения и износ шеек. Поэтому коленчатый вал должен обладать высокой прочностью, жесткостью и износостойкостью трущихся поверхностей при относительно небольшой массе, составляющей не более 15% массы двигателя. Коленчатые валы изготавливаются из качественных углеродистых или легированной стали ковкой или штамповкой, а также литьем из высококачественного чугуна или стали.
Основными неисправностями коленчатых валов являются: сверхнормативный износ, трещины и изломы, выкрашивание, коррозия, и износ баббитовой заливки вкладышей, износ вкладышей и потеря торцевого натяга, трещины крышек коренных подшипников. Технологический процесс осуществления ремонта коленчатого вала состоит из следующих этапов:
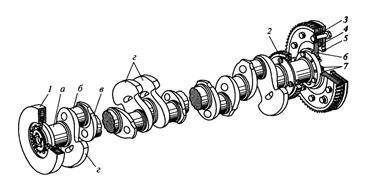
Рисунок 4 – Коленчатый вал дизеля
1 – антивибратор; 2 – шестерня; 3 – сухарь; 4 – пакет пластин; 5, 6 – диски дизель – генераторной муфты; 7 – направляющие кольца; а – коренная шейка; б – шатунная шейка; в - щека; г – противовесы.
1. Произвести разборку коленчатого вала.
Вал уложить на стенд для разборки. Захват производить по 3 и 7 шатунным шейкам не допускается перекос. Уложить коленчатый вал 3 и 7 коренными шейками на подставки с мягкими прокладками. Разобрать вал: вывернуть болты, вынуть втулку, вынуть заглушку, открепить гайку, выбить призонные болты и снять шестерню. Протереть и осмотреть шатунные и коренные шейки. При наличии забоин, грязевых рисок аккуратно зачистить их и заполировать. Полости коренных и шатунных шеек, а так же отверстия подвода масла промыть дизельным топливом, коленчатый вал, шпильки крепления противовесов, шестерню подготовить к дефектоскопии.
Контрольная операция:
Произвести магнитную дефектоскопию шеек коленчатого вала, шпилек крепления противовесов, шестерни. При обнаружении трещин любых размеров и расположений, коленчатый вал, шпильки, шестерню заменить. Произвести замеры шеек коленчатого вала:
· Диаметр шатунной шейки
· Диаметр коренной шейки
· Овальность и конусность шатунных шеек
· Конусообразность коренных и шатунных шеек
· Износ коренных и шатунных шеек допускается не более
· Шероховатость цилиндрической поверхности шеек и галтелей должна быть не более
· Допуск радиального биения коренных шеек
2. Шестерню коленчатого вала осмотреть, проверить.
На зубьях шестерни коленчатого вала допускаются повреждения в виде язвин. При наличии износов или трещин в зубьях, сколов поверхности каждого зуба шестерню заменить. Осмотреть шлицевую втулку привода вала отбора мощности, при износе шлицов более 10%, шлицевую втулку заменить новой. Поврежденные резьбовые отверстия перерезать на следующий размер от чертежных размеров. Масляные полости, смазочные отверстия коленчатого вала очистить волосяными «ершами», промыть дизельным топливом, продуть сжатым воздухом. После установки втулки масляную полость между девятой и десятой коренными шейками отпрессовать керосином. Утечка керосина на допускается.
3. Произвести восстановление коренных и шатунных шеек вала.
Коренные и шатунные шейки восстанавливаются осталиванием, плазменным детонационным или лазерным напылением с последующей механической обработкой до альбомных размеров.
Плазменное напыление:
· Перед напылением подготовить поверхность в соответствии с пунктом 1.10.17–21 Инструкции ЦТ‑336
· Плазменное напыление производить в соответствии с пунктом 1.10.33 Инструкции ЦТ‑336.
При восстановлении вала следует руководствоваться материалами «Перечень деталей тепловозов, подлежащих восстановлению. Тепловоз серии ТЭП70», от грязи и масла, удалить поврежденный металл и обработать поверхности.
Подготовить напыляемую поверхность, очистить ее и прилегающие поверхности от грязи и масла, удалить поврежденный металл и обработать поверхности до требуемой чистоты. Разрешается прокаливание детали в печи или газовой горелкой. Удаление поврежденного слоя металла производить точением или грубой шлифовкой с последующей дробеструйной обработкой. Сжатый воздух, используемый для дробеструйной обработки, должен быть очищен от влаги и масла. Поверхности вала не подлежащие напылению, должны быть защищены специальными экранами из медного листа или защитной пастой. Зажигание плазмы и ее настройку выполнять в стороне от детали. Деталь с подготовленной поверхностью устанавливают на вращатель. Линейная скорость на поверхности детали должна быть в пределах 18–25 м /мин. Напыляемую поверхность подогреть до температуры 150–1800С плазменной струей без подачи порошка для удаления адсорбированной влаги.
Включить подачу порошка и напылять подслой толщиной 0,1–0,15 мм. После напыления подслоя напылять основной требуемый слой. На горелку установит бункер, заполненный на 2/3 порошком, подвести пламя горелки к краю напыляемой поверхности и включить подачу порошка. Горелку плавно перемещать вдоль напыляемой поверхности со скоростью, обеспечивающей перекрытие напыляемых полос не менее 1/3 их ширины. Не допускается в процессе напыления нагрев детали выше 2000С. При появлении на поверхности покрытия характерных цветов побежалости процесс напыления следует прервать для охлаждения детали, при этом, не выключая ее вращения.
Контрольная операция:
Произвести ультразвуковую дефектоскопию шеек коленчатого вала (проверка сцепления восстановленного слоя), визуальный осмотр (сплошность восстановленного слоя).
4. Муфту соединительную разобрать, отремонтировать, собрать.
Перед разборкой соединительной муфты проверить наличие маркировки на ведущем диске, ведомом диске, болтах, штифтах муфты, при необходимости маркировку восстановить. Проверить наличие меток относительного положения на ведомом диске, пакете колец и ведущем диске при отсутствии метки восстановить. Муфту снять, разобрать, детали муфты промыть. Диски ведущий и ведомый при наличии трещин и изломов заменить. Допускается коробление пластин не более 0,1 мм. Болты и гайки, имеющие трещины, износ или смятие граней болта и гайки, срыва более двух ниток резьбы, заменить. Допускается восстановление изношенных поверхностей болтов хромированием, осталиванием с последующей обработкой до чертежных размеров. При ремонте допускается увеличивать размеры под болты и штифты.
Контрольная операция:
Произвести замеры отремонтированной муфты. В отремонтированной и собранной муфте, установленной по привалочным поверхностям, сопрягаемым с фланцем коленчатого вала биение ведущего диска относительно коленчатого вала должно быть не более 0,1 мм. Биение ведомого вала не более 0,15 мм, ширина муфты 116-2,2(132-1). Произвести магнитную дефектоскопию болтов муфты соединительной.
5. Антивибратор комбинированный разобрать, отремонтировать, собрать.
Произвести снятие антивибратора с коленчатого вала. Снять трубопроводы и сборочные единицы, препятствующие снятию антивибратора. Повернуть коленчатый вал так, чтобы отверстие в ступице под рым – болтом, расположенное между маятниками, находилось по вертикальной оси дизеля, ввернуть в отверстие рым – болт и застопорить антивибратор подъемным устройством, отвернуть болты, снять замочные пластины, вынуть штифты, подметить положение антивибратора относительно коленчатого вала. С помощью пенькового каната положить антивибратор в горизонтальное положение демпфером вверх. С помощью рым-болта снять демпфер с посадочного бурта ступицы антивибратора и уложить его на деревянную подставку. При разборке антивибратора проверить маркировку маятников, крышек и пальцев, при отсутствии маркировки нанести ее. С одной стороны ступицы отрыть и снять крышки, вынуть пальцы снять со ступицы маятники, открыть и снять крышки с другой стороны ступицы. Снятые детали антивибратора промыть в керосине, обдуть сжатым воздухом.
Контрольная операция:
Произвести магнитную дефектоскопию деталей.
6. Сборка коленчатого вала.
Установить шестерню на фланец и закрепить призонными болтами. Призонные болты поставить с сопряжением – зазор 0,006 мм, натяг 0,029 мм. Гайки зашплинтовать новыми шплинтами. Установить заглушку, закрепить ее при помощи болтов, подложив под них шайбы. Установить втулку, закрепить ее болтами, произвести стопорение стопорными пластинами. Перед установкой антивибратора проверить чистоту каналов для масла, отсутствие каналов для масла в ступице, отсутствие забоин и заусенцев на посадочных поверхностях антивибратора, демпфера и коленчатого вала. Установить крышки с одной стороны антивибратора и закрепить их болтами головки болтов обвязать проволокой попарно, установить на ступицу маятники и пальцы. Установить крышки с другой стороны ступицы и закрепить их болтами, головки обвязать проволокой попарно. Детали антивибратора перед сборкой смазать маслом, сборку производить согласно маркировке деталей. Антивибратор установить на фланец коленчатого вала по метке, проверить наличие резинового кольца на бурте. Штифт установить с натягом 0,006 – 0,02, допускается постановка штифтов увеличенного диаметра до 28+0,033. Прилегание диска антивибратора к фланцу коленчатого вала по краске должно быть не менее 15%. Установить демпфер на ступицу антивибратора, установить демпфер на посадочный бурт ступицы по метки, затянуть болтами и гайки моментом 22 ±2 кгс. м. Болты попарно обвязать проволокой.
Шатунно-поршневая группа (Рисунок 5) вместе с коленчатым валом являются основным рабочим механизмом поршневого двигателя внутреннего сгорания. Поступательное движение поршня преобразуется во вращательное движение коленчатого вала при помощи шатуна, сочлененного шарнирно с верхней головкой поршневым пальцем и нижней головкой с шейкой колена вала. Рабочая полость располагается над поршнем в цилиндре, закрытом крышкой.
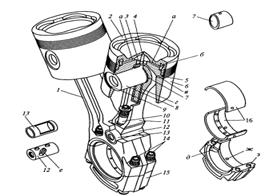
Рисунок 5 – Шатунно-поршневая группа дизеля.
1 – главный шатун, 2 – поршень; 3 – пружина; 4 – стакан; 5 – маслосъемноё с эспандером; 6 – тронк; 7 – втулка верней головки шатуна; 8 – палец; 9 – стопорное кольцо; 10 – болт прицепного шатуна; 11 – прицепной шатун; 12 – палец прицепного шатуна; 13 – втулка-подшипник; 14 – шатунные болты; 15 – крышка; 16 – вкладыши; а, в, г, д, е – каналы; б – полость охлаждения; ж – отверстие под штифт; з – зубчатый стык.
Технологический процесс осуществления ремонта шатунно-поршневой группы состоит из следующих этапов:
1. Разборка цилиндрового комплекта.
Слить охлаждающую жидкость и топливо из дизеля, разобрать и снять трубы, препятствующие выемке снимаемого комплекта. Открепить и снять индикаторный кран, форсунку и топливный насос. Открепить выпускной коллектор у снимаемого комплекта. Установить поршень прицепного шатуна в ВМТ, установить на втулку цилиндра приспособление для удержания поршня и прицепного шатуна во втулке цилиндра, отвернуть болты прицепного шатуна и снять втулки. До отсоединения прицепного шатуна от пальца коленчатый вал дизеля не вращать. При демонтаже болтов необходимо поддерживать стержень шатуна во избежание его удара о втулку цилиндра. Сборку комплекта произвести в следующем порядке: вывернуть монтажный болт из нижнего пояса втулки цилиндра, снять приспособление, удерживающее поршень с шатуном во втулке цилиндра и вынуть поршень с шатуном из втулки цилиндра.
Щипцами снять кольца, стопорящие поршневой палец, вынуть палец и отделить шатун от поршня. У вынутого из дизеля цилиндрового комплекта с главным шатуном, снять палец прицепного шатуна. Разобранную шатунно-поршневую группу очистить от грязи, нагара и масла. Проверить состояние маркировки, неясную и забитую маркировку восстановить. Обезличивание деталей шатунно-поршневой группы не допускается. Стержень главного шатуна, крышка нижней головки шатуна и шатун прицепной при разборке не разукомплектовывать.
Пальцы, имеющие овальность или износ выше допустимых норм восстанавливается хромированием. Стакан поршня, имеющий трещины любого размера и расположения, заменить новыми. Прилегание стакана к сфере головки шатуна должно быть не менее 85%. Пружину при потере упругости заменить новой. Детали шатунно-поршневой группы подготовить к дефектоскопии.
Контрольная операция:
Произвести магнитную дефектоскопию главного и прицепного шатуна, крышки нижней головки, пальцы, шпильки головки поршня, шатунные болты, стержень шатуна. При обнаружении трещин детали заменить.
2. Сборка шатунно-поршневой группы.
При сборке шатунно-поршневой группы все детали промыть и продуть сжатым воздухом, проверить чистоту маслоподводящих отверстий в поршне и шатуне. Поршневые кольца устанавливать на поршень при помощи приспособления, ограничивающего развод замка. При сборке поршня должны соблюдаться сохранение комплектности всех деталей относящихся к данному поршню.
Контрольная операция:
Произвести замеры шатунно-поршневой группы.
Поддизельная рама и блок цилиндров. Рама дизеля (Рисунок 6) служит для установки на ней дизеля и генератора, соединенных муфтой. На раме также крепят отдельные сборочные единицы вспомогательного оборудования.
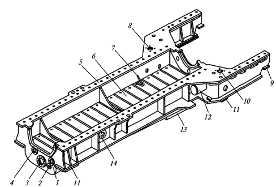
Рисунок 6 – Рама дизеля
1, 3 – отверстия для забора масла насосами; 2, 4 – отверстия для слива масла из фильтра тонкой очистки и вспомогательных агрегатов; 5 – верхний лист для установки блока дизеля; 6 – сетка; 7 – трубка масломерной рейки; 8 – горловина заливки масла; 9 – опора для пружин; 10, 12 – соответственно отверстие и труба п