


Исследование методов охлаждения садки колпаковой печи с помощью математического моделирования
АННОТАЦИЯ
Дипломная работа посвящена проблеме исследования влияния систем охлаждения садки на эффективность работы колпаковой печи на Магнитогорском металлургическом комбинате в листопрокатном цехе (ЛПЦ-5) с целью повышения производительности, улучшения экологических и экономических характеристик.
Сокращение удельных энергозатрат обеспечивается за счет введения в эксплуатацию охлаждающих колпаков струйного и импульсного охлаждения.
В современных условиях, в связи со сложной экономической ситуацией в нашей стране, колпаковые печи не всегда выигрышно выглядят на фоне, например термических печей непрерывного действия, так как очень велик временной цикл процесса отжига в данных агрегатах. Для более быстрого протекания процесса охлаждения садки разработаны и исследованы новые устройства. Их внедрение позволит:
1. Уменьшить расход охлаждающей воды для охлаждения электродвигателя.
2. Сократить расход защитной атмосферы и электроэнергии в период охлаждения садки.
3. Повысить производительность печи за счет сокращения длительности периода охлаждения на 15-30 %.
В дипломной работе выполнен расчет технико-экономического эффекта от внедрения разработанных мероприятий.
Предложены меры, обеспечивающие безопасность жизнедеятельности оператора, выполняющего математическое моделирование с помощью персонального компьютера.
Дипломная работ изложена на 82 стр., содержит 13 рис., 31 табл., 24 ссылки.
СОДЕРЖАНИЕ
стр.
введение............................................................................................................. 6
1. АналитиЧеский обзор литературы.................................................... 8
1.1. Общая характеристика колпаковых печей для светлого отжига
полосы ОАО «ММК».................................................................................. 8
1.2.Методы охлаждения металла в колпаковых печах.............................. 16
2. ЭкспериментальнаЯ Часть................................................................... 34
2.1. Методика исследований...................................................................... 34
2.1.1. Описание исследуемого объекта..................................................... 34
2.1.2. Адаптация математической модели тепловой работы колпаковой
печи............................................................................................................. 39
3. БЕЗОПАСНОСТЬ ЖИЗНЕДЕЯТЕЛЬНОСТИ................................................. 45
3.1.Анализ потенциально опасных и вредных факторов, сопутствующих
работе с компьютером............................................................................... 45
3.2. Санитарно-гигиеническая и противопожарная характеристики
помещения машинного зала..................................................................... 46
3.3. Разработка мер защиты от выявленных опасных и вредных
факторов..................................................................................................... 50
3.3.1. Расчет искусственного освещения................................................... 50
3.3.2. Защита от излучения мониторов..................................................... 51
3.3.3. Защита от опасного уровня напряжения в электрической
цепи............................................................................................................ 51
3.4. Утилизация компьютеров.................................................................... 54
4. ТеоретиЧескаЯ Часть ............................................................................... 55
4.1. Изучение влияния вида атмосферы и типа колец на длительность
периода охлаждения.................................................................................. 55
4.2. Анализ результатов исследования устройства струйного
охлаждения садки..................................................................................... 62
5. Экономика и организациЯ производства................................... 66
5.1. Расчет затрат на выполнение НИР.................................................... 66
5.2. Расчет экономической эффективности внедрения результатов НИР
в производство........................................................................................ 67
5.2.1. Себестоимость продукции............................................................. 69
5.2.2. Штаты............................................................................................. 72
5.2.3. Расчет заработной платы............................................................... 72
ВЫВОДЫ.......................................................................................................... 80
Список использованныХ ИСТОЧНИКОВ......................................... 81
ВВЕДЕНИЕ
Настоящая дипломная работа предполагает решение следующей проблемы: улучшение охлаждения садки колпаковой печи и включает рассмотрение основных факторов, влияющих на скорость охлаждения и качество получаемого, в конечном счете, готового материала. В связи с этим, имеет смысл изучить влияние изменения, усовершенствования или возможного комбинирования наиболее важных факторов в период охлаждения садки в цикле термообработки металла в колпаковой печи.
Дипломная работа выполнялась на математической модели отжига в колпаковой печи, разработанной на кафедре «Теплофизики и Экологии металлургического производства» Московского Государственного института стали и сплавов (Технологического Университета) профессором кафедры Мастрюковым Б.С. и доцентом Гусевым Е.В., по данным экспериментов в ЛПЦ-5 (листопрокатный цех - 5) ММК (Магнитогорского металлургического комбината).
Термообработка холоднокатаного листа является важнейшей операцией четвертого передела и выполняется в двух видах агрегатов: протяжных и колпаковых печах. Протяжные печи имеют ряд преимуществ перед колпаковыми; высокая производительность, более однородные свойства по длине полосы, лучшая поверхность и планшетность готового листа. Однако эти агрегаты дороги в эксплуатации, требуют очень высоких капитальных затрат и практически предназначены для реализации только одного вида технологического процесса. В России и странах СНГ более 70 % холоднокатаного листа проходят ТО (термообработку) в колпаковых печах, которые, таким образом, являются в настоящее время основным агрегатом, определяющим эффективность (удельные затраты энергоносителей и качества листа) работы листопрокатных цехов.
АО «ММК» имеет в своем составе три цеха холодного проката с отделениями колпаковых печей для термообработки рулонов по азотной технологии отжига:
1. ЛПЦ-3 - 53 трехстопных стенда с годовым производством до 600 тысяч тонн;
2. ЛПЦ-5 - 300 одностопных стендов с годовым производством до 1 миллиона 500 тысяч тонн;
3. ЛПЦ-8 - 108 одностопных стендов с годовым производством 300 тысяч тонн.
ОАО «Магнитогорский калибровочный завод» имеет также 108 одностопных колпаковых печей с азотной технологией отжига ленты.
Указанные выше печи пущены в период 1956-1970 г.г., морально и физически устарели, а главное, их продукция начинает не удовлетворять по потребительским свойствам заказчиков. Кроме того, высокие удельные затраты тепла, низкая производительность, большие затраты на ремонт и обслуживание требуют введения новых улучшенных технологий, каковой является водородно-азотная технология отжига.
Задачей дипломной работы является изучение эффективных возможных методов охлаждения и определения с помощью математической модели основных направлений модернизации существующих колпаковых печей: внедрение колпаков струйного охлаждения, влияние радиационно-конвективных колец и переход на водородную технологию отжига металла.
1. АНАЛИТИЧЕСКИЙ ОБЗОР ЛИТЕРАТУРЫ
1.1 Общая характеристика колпаковых печей для светлого отжига полосы
ОАО «ММК»
Основная область применения колпаковых печей - светлая термическая обработка рулонов стальной полосы. Колпаковые печи классифицируют по количеству стоп (из листов, рулонов, бунтов) металла, которые располагают на одном стенде и накрывают одним колпаком: одно-, двух-, трехстопные, многостопные. Основным типом печей является одностопная печь для отжига рулонов полосы. Под муфелем размещают несколько рулонов по высоте. Циркуляционный вентилятор подает защитный газ снизу в зазор между муфелем и рулонами. Для доступа защитного газа к торцевым поверхностям рулонов между ними устанавливают конвекторные кольца, в которых имеются каналы переменного сечения. Через эти каналы защитный газ попадает во внутренние полости рулонов, омывает их и возвращается в циркуляционный вентилятор. Исследования таких печей показали, что в наихудших условиях нагрева и охлажения находится нижний рулон, поэтому все расчеты теплообмена производят применительно к нижнему рулону. В колпаковых печах садку, установленную на стенде и закрытую муфелем, подвергают светлой термической обработке, включающей периоды нагрева, выдержки и охлаждения. В периоды нагрева и выдержки на стенд устанавливается нагревательный колпак, в котором имеются горелки. Под муфель подают защитный газ с принудительной циркуляцией для ускорения и повышения равномерности нагрева. После окончания периодов нагрева и выдержки нагревательный колпак снимают и переносят на следующий стенд, а садка под муфелем начинает охлаждаться. Для ускорения охлаждения применяют различные средства: поливку муфеля водой, обдувку муфеля воздухом под колпаком ускоренного охлаждения, охлаждение защитного газа в водяных холодильниках. При нагреве металла в колпаковой печи тепло к наружной поверхности садки передается излучением от муфеля и конвекцией от защитного газа, а к наружной поверхности муфеля излучением и конвекцией от продуктов сгорания и излучением от кладки нагревательного колпака. При охлаждении, наоборот, тепло от садки передается конвекцией к защитному газу и излучением к муфелю, а от муфеля в окружающую среду.
В основном колпаковые печи применяются в тех случаях, когда продолжительность цикла термообработки очень велика, и служит для массовой термообработки (ТО), поэтому в печном отделении располагают большое число печей (стендов), иногда несколько сот штук. Наиболее продолжительным в цикле термообработки является период охлаждения, который в 2-3 раза превышает период нагрева и выдержки. Поэтому один нагревательный колпак обслуживает несколько стендов /1/.
ОАО «ММК» в настоящее время включает 3 цеха холодного проката, в которых установлены колпаковые печи для отжига плотносмотанных рулонов: ЛПЦ-3 - 159 (53 трехстопных стенда); ЛПЦ-5 - 300 стендов; ЛПЦ-8 - 108 стендов. Кроме этого планируется новый современный цех ЛПЦ-11 (стан 2000), включающий в свой состав колпаковые печи нового типа фирмы «ЛОИ ЭССЕН», реализующие водородную технологию.
Ниже в табл. 1 представлены основные характеристики КП (колпаковой печи) ЛПЦ-3 и ЛПЦ-5, так как эти печи построены достаточно давно (ЛПЦ-3 - 1956 г., ЛПЦ-5 - 1970 г.), морально устарели и в значительной степени физически изношены.
Из табл. 1 следует, что КП ЛПЦ-3 и ЛПЦ-5 характеризуются высокими удельными затратами тепла, низкой производительностью (это особенно относится к КП ЛПЦ-5), значительным перепадом температур по отдельным рулонам и по садке в целом.
Таблица 1
Характеристика действующего парка отделений отжига ММК
| № п/п | Наименование | Цех | |
| ЛПЦ-3 | ЛПЦ-5 | ||
| 1 | 2 | 3 | 4 |
| 1 | Тип печи | трехстопная | одностопная |
| 2 | Число стендов, шт. | 53 (159 стоп) | 300 |
| 3 | Число нагревательных колпаков, шт. | 21 | 120 |
| 4 | Год ввода в эксплуатацию | 1956 | 1970 |
Продолжение табл. 1
| 1 | 2 | 3 | 4 |
| 5 | Характеристика рулонов: диаметр (наружный/внутренний), мм толщина, мм ширина, мм масса (максимальная/средняя), т | 1800/500 0,2-0,63 620-920 14/13 | 1900/800 0,45-3,5 1250-2350 30/22,7 |
| 6 | Масса садки (максимальная/средняя), т | 170/156 | 100/69,8 |
| 7 | Производительность отделения (проектная/фактическая), тыс. т./год | 600/445 (1983 г) | 1355/1534 (1984 г) |
| 8 | Производительность стенда, т/ч | 1,65 | 0,61 |
| 9 | Мощность электродвигателя циркуляционного вентилятора, кВт | 13 | 14 |
| 10 | Тип конвекторных колец | конвективные (высота 70 мм) | |
| 11 | Способ охлаждения: муфеля с садкой рулонов под муфелем | естественная конвекция, циркули- рующая защитная атмосфера (без водяного холодильника) | |
| 12 | Режим отжига: температура нагрева (по стендовой термопаре), 0С температура охлаждения под муфелем, 0С | 580-660 (660 по термопа- ре, зачеканенной в верхний рулон) 150-180 | 680-720 120-160 |
| 13 | Время, ч: отжига нагрев+выдержка охлаждения | 90-96 36-38 55-57 | 120-160 50-60 65-75 |
| 14 | Топливо | природный газ | |
| 15 | Расход топлива на печь, куб.м/ч | 160 | 140 |
| 16 | Расход защитного газа на печь, (максимальный), куб.м/ч | 30 | 30 |
| 7 | Расход воды на стенд, куб.м/ч | 2,5 | 1,13 |
Продолжение табл. 1
| 1 | 2 | 3 | 4 |
| 18 | Удельные расходы энергоносителей: условное топливо, кг.у.т./т защитный газ, куб.м/т электроэнергия, кВт.ч/т технически чистая вода куб.м/т | 34-36 18 23 2,56 | 50-54 18 26,5 3,0 |
Учитывая, что КП еще значительное время будут оставаться основным средством для получения отожженного холоднокатаного листа в России и тот факт, что создана современная водородная технология отжига, которая резко повышает конкурентоспособность КП к агрегатам непрерывного отжига, а также возросшие исключительно жесткие требования к снижению удельных затрат энергоносителей, техническое перевооружение отделений КП ЛПЦ-3 и ЛПЦ-5 приобретает первостепенное значение.
Большинство азотных колпаковых печей РФ (Российской Федерации) и стран СНГ (Содружество Независимых Государств) физически изношены и морально устарели. Переоснащение этого громадного парка (около 2400 стендов) требует создания более гибкой технологии отжига: водородно-азотной.
Работа КП на водородной основе обеспечивает получение уникальных по качеству поверхности свойств готового листа при низких удельных затратах энергии и защитного газа в сочетании с высокой интенсивностью процесса. /9/.
Печи с водородной технологий отжига выпускаются рядом успешно осваивающих наш рынок зарубежных фирм, в их числе «Эбнер» (Австрия) и «ЛОИ» (Германия).
В России водородные колпаковые печи (без циркуляции атмосферы), разработанные Харьковским отделением ВНИИЭТО, работают на НЛМК при получении электротехнических сталей /2/.
Сооружение головного образца одностопной колпаковой печи отечественной конструкции в цехе жести Магнитогорского металлургического комбината позволит отработать конструктивные решения узлов и систем печи, автоматизированной системы управления температурным и газовым режимами и автоматики безопасности и решить следующие задачи:
1. Увеличить производительность печи;
2. Улучшить качество металла;
3. Обеспечить возможность проведения гарантированного отжига рулонов по заданным параметрам на требуемое качество металла;
4. Улучшить технико-экономические показатели работы печи.
Впервые сооружаемая одностопная двухстендовая колпаковая печь представляет собой азотно-водородную печь, конструкция которой позволяет проводить отжиг стопы рулонов жести по комбинированной технологии, а именно, как по азотной, так и по водородной. Печь проектировалась с учетом возможности реконструкции парка колпаковых печей ЛПЦ-3 ММК. Для этого предусмотрена установка двухстендовой одностопной печи вместо действующих трехстопных печей /3/.
Печи используются для рекристаллизационного отжига рулонов холоднокатаной стальной полосы в атмосферах азотного или водородного защитного газа. Рулоны массой 15 т из углеродистой стали обыкновенного качества, качественной углеродистой, полиграфической или кинескопной сталей с размерами полосы шириной 600-1000 мм и толщиной от 0,2 до 0,8 мм при наружном диаметре 1860 мм (500 мм - внутренний) подвергаются отжигу при температуре 620-710 0С в зависимости от марки металла /14/.
Печь включает: 2 стенда, нагревательный колпак, 2 муфеля, колпак ускоренного охлаждения, 2 комплекта радиационно-конвективных конвекторных колец, АСУ ТП (автоматизированные систему управления технологическим процессом), в том числе и микропроцессор. В табл. 2 приведены основные технические характеристики печи (расход топлива, приведенный к нормальным условиям).
Таблица 2
Техническая характеристика одностопной азотно-водородной колпаковой печи
| Наименование | Величина |
| 1 | 2 |
| Назначение печи | Рекристализационный отжиг рулонов в атмосфере азотного или водородного защитного газа |
Продолжение табл. 2
| 1 | 2 | |
Температура отжига, 0С | 620-710 | |
Гарант. перепад при 100-1200С | 5-10 | |
Размеры садки, мм: диаметр высота | 1860 4000 | |
| Масса (максимальная), т | 60 | |
Производительность стенда, т/ч: - азотная технология - водородная технология | 1,0-1,15 1,2-1,40 | |
| Тепловая мощность нагревательного колпака, кВт | 910 | |
| Система отопления печи | Инжекционно-атмосферные горелки, установленные в двух уровнях по высоте | |
Топливо - природный газ - теплотворная способность, Дж/м3 - давление, кПа - расход, куб.м/ч | природный газ 34,12 ±0,21 65 96 | |
защитный газ - состав, % - температура точки росы, 0С - расход куб.м/ч: максимальный средний за отжиг - давление перед стендом, кПа | водородный (диссоц. аммиак) 75 Н2; 25N2, <0,001 О2 -50 20 4-5 4-6 | азотный 5 Н2, 95 N2, <0,007 N2 -50 40 8-10 4-6 |
Продолжение табл. 2
| 1 | 2 |
Техническая вода: расход, куб.м/ч: - охлаждение теплообмена УБО: max min - охлаждение резинового затвора охлаждение теплообменника продувочного газа, кожуха электродвигателя цирк. вентилятора и фланца вентилятора установки быст- рого охлаждения - давление, МПа | 25 5 4 2 0,2 |
Электроэнергия: - мощность потребителей, кВт: - циркул. насос: устан./потребляем. - вентилятор УБО: уст./потребляем. - осевые вентиляторы КУО; - нагреватель газопровода проду- вочного газа - АСУ ТП | 380 В, 50 Гц 55/22 11/5,5 2 × 3 = 6 2 3 |
| Тепловыделения в цех с учетом остывания стопы, кВт | 116 |
Таблица 3
Сравнительные технические характеристики колпаковых печей ЛПЦ-5
№ п/п | Параметр | Существующая АКП | Новая ВАКП | Изменение величины параметра | |
азотная техно- логия | водородная техно-логия | ||||
| 1 | Производительность, т/ч 1 стенд 15 стендов АЗП 8 стендов ВАКП | 0,61 9,15 - | 1,5 - 12,0 | 1,8 - 14,4 | +(0,89/1,19) +(2,85/5,25) |
| 2 | Годовой фонд работы печи, ч | 8400 | 8400 | 8400 | |
| 3 | Годовая производительность, т в т.ч. 1 группа качества поверхности | 77800 17000 | 101800 - | 121000 121000 | +(24000/44000) +(0/104000) |
| 4 | Удельный расход: топлива, к.у.т./т азотного защитного газа, м3/т электроэнергии, кВт.ч/т технически чистой воды м3/т водорода м3/т | 50-54 18 26,5 10 - | 30 5 12 5 - | 20-22 2 8 5 3 | -(22/31) -(13/16) -(14,5/18,5) -(5/5) +(3) |
В основном колпаковые печи служат для массовой термообработки (ТО), поэтому в печном отделении располагают большое число печей (стендов), иногда несколько сот штук. Наиболее продолжительным в цикле термообработки является период охлаждения, который в 2-3 раза превышает период нагрева и выдержки. Поэтому один нагревательный колпак обслуживает несколько стендов /1/.
1.2. Методы охлаждения металла в колпаковых печах
Колпаковые печи для светлого отжига рулонов с циркуляцией защитного газа под муфелем получили массовое применение на металлургических заводах с рулонным способом производства тонколистовой стали - ОАО «ММК» (ЛПЦ (листопрокатный цех) -3, 5, 8), ОАО «НЛМК» (ЛПП). Поэтому вопросы улучшения качества отжигаемого в печах металла и повышения их производительности имеют первостепенное значение. Одним из важнейших условий экономичной эксплуатации печей является ускоренное охлаждение рулонов стальной полосы. При прочих равных условиях продолжительность цикла светлого отжига рулонов и производительность колпаковых печей в значительной мере зависят от времени охлаждения рулонов под муфелем.
Охлаждение рулонов под муфелем в атмосфере защитного газа происходит, главным образом, путем конвективного обмена. Поэтому сокращение длительности охлаждения достигают улучшением теплообмена между рулонами и защитным газом, циркулирующим газом и стенкой муфеля, муфелем и окружающей средой.
На принципе отвода тепла от муфеля разработаны колпаки ускоренного охлаждения с воздушным и воздушно-водяным охлаждением.
При охлаждении муфеля на воздухе время охлаждения под муфелем намного больше времени нагрева. Продолжительность охлаждения лимитирует цикл отжига и производительность печей тем в большей степени, чем ниже конечная температура охлаждения под муфелем. Допустимая температура распаковки стенда зависит от требований, предъявляемых к качеству поверхности отжигаемого металла. Для основной массовой продукции колпаковых печей - холоднокатаной малоуглеродистой рулонной стали и жести - эта температура на разных заводах колеблется в пределах 120-180 0С (по показаниям стационарной стендовой термопары), что соответствует примерно температуре внутренних по толщине намотки витков рулонов 150-220 0С.
Сокращение длительности охлаждения рулонов на стенде колпаковой печи является основным резервом повышения производительности существующих термических участков цехов холодного проката. Обобщение опыта эксплуатации одностопных колпаковых печей, а также проведенный промышленно-расчетный анализ, показали, что существенное уменьшение времени охлаждения(ЛНЮ1) рулонов под муфелем достигается, как правило, комбинацией следующих мероприятий:
- увеличение кратности циркуляции защитного газа под муфелем путем повышения мощности стендового вентилятора;
- использование систем активного охлаждения защитного газа путем интенсивного (воздушного, водовоздущного, водяного) охлаждения муфеля и с использованием выносных рециркуляционных теплообменников;
- замена традиционной азото-водородной (до 5 % Н2) атмосферы под муфелем на преимущественно водородную (» 75 % и до 100 % Н2), в результате этого увеличиваются конвективная теплоотдача между рулонами и циркулирующим газом, а также теплопроводность рулона в радиальном направлении.
В отечественной практике для сокращения времени охлаждения применяют в основном водяные холодильники защитного газа, располагаемые под стендом. В качестве побудителя движения газа через холодильники используется энергия стендового циркуляционного вентилятора. За рубежом для повышения эффективности использования выносных теплообменников применяют дополнительный вентилятор в контуре рециркуляции.
Сравнительный анализ накопленных в Стальпроекте расчетных и экспериментальных данных позволяет установить для указанного температурного диапазона и условий естественного охлаждения под муфелем средние количественные соотношения, приведенные в табл. 4 /2/.
Из данных таблицы видно, что при понижении конечной температуры по стендовой термопаре от 250 до 120 0С время естественного охлаждения увеличивается примерно в 2 раза, а производительность печи уменьшается в 1,60-1,65 раза. Поэтому обычно стремятся снимать муфель при возможно более высокой температуре и дальнейшее охлаждение рулонов до температуры дрессировки (40-60 0С) проводить на воздухе (обычно вне печей на специально отведенных участках цеха).
Однако возрастающие требования к качеству поверхности стали, отжигаемой в колпаковых печах, ограничивают возможности увеличения их производительности путем повышения температуры конца охлаждения. Практикой установлено, что для достижения качества поверхности стали, соответствующего уровню мировых стандартов, всю качественную конструкционную сталь, автомобильный лист и жесть необходимо охлаждать до 120-140 0С, а рядовую конструкционную сталь - до 160-180 0С (по показаниям стендовой термопары). При этих условиях лимитирующая роль естественного охлаждения особенно велика, поэтому необходимо применять те или иные методы принудительного ускоренного охлаждения.
Таблица 4
Характеристика работы печей при естественном охлаждении рулонов в зависимости
от конечной температуры охлаждения
Характеристика работы печей | Конечная температура охлаждения по стендовой термопаре, 0С | |||||
| 120 | 140 | 160 | 180 | 200 | 250 | |
Температура внутренних по толщине намотки витков рулонов, 0С | 140-160 | 170-180 | 190-200 | 210-220 | 240-250 | 300-310 |
Число стендов на 1 нагревательный колпак 1,05(tн+tохл) tн | 3,3-3,5 | 3,0-3,2 | 2,8-3,0 | 2,6-2,8 | 2,4-2,6 | 2,1-2,2 |
| Относительная производительность одного стенда, % | 78-80 | 85-87 | 92-94 | 100 | 105-107 | 125-130 |
Расчетным путем и экспериментально установлено, что в колпаковых печах с циркуляцией защитного газа под муфелем, лимитирующим звеном суммарной теплопередачи при охлаждении рулонов является наружная теплоотдача от муфеля к окружающей среде. Интенсификация теплоотдачи при принудительной наружной обдувке муфеля воздухом или при его поливке водой позволяет существенно ускорить процесс охлаждения и повысить производительность печей. Значительного эффекта достигают также при установке дополнительных охлаждающих элементов (например водоохлаждаемых труб) на пути циркулирующего под муфелем защитного газа (или части газа) в выносных трубчатых водяных холодильниках с развитой теплообменной поверхностью. Эти методы исследованы и опробованы на отечественных заводах, что позволяет оценить их эффективность для различных рулонов и дать рекомендации по их промышленному использованию.
При исследовании, в зависимости от размеров рулонов автомобильного листа, на Череповецком металлургическом заводе время охлаждения до 180 0С при воздушной продувке менялось следующим образом (табл. 5).
Учитывая относительно небольшую эффективность этого метода, некоторые отечественные заводы считают почти неоправданными затраты на изготовление, освоение и эксплуатацию колпаков воздушной обдувки. Однако этот вывод можно признать справедливым лишь для случая отжига высоких рулонов малого диаметра, когда прирост производительности не превышает 5-6 %. Для рулонов большего диаметра из тонкой жести при охлаждении под муфелем до 120-140 0С воздушная обдувка позволяет повысить производительность печей на 10-15 %, следовательно ее применение целесообразно. Это подтверждено многолетней практикой экономически выгодного использования аналогичных колпаков воздушной обдувки на многих заводах США, Франции и Германии.
Таблица 5
Соотношение размеров рулонов и продолжительности времени их охлаждения
Наружный диаметр рулона, м | Высота рулона, м | Уменьшение времени охлаждения, % |
| 1,45 | 1,45 | 8 |
| 1,78 | 1,28 | 12 |
| 2,0-2,1 | 1,02 | 18 |
Поливка муфеля водой весьма эффективна: во всем практическом диапазоне параметров рулонов и конечных температур охлаждения достигают сокращения времени охлаждения на 30-50 % или прироста производительности на 20-35 %. Влияние параметров рулонов меньшее, чем при воздушной обдувке, поэтому поливка водой эффективна для всех рулонов /3/.
Однако этот метод применяют очень ограниченно, что обусловлено рядом конструктивных и эксплутационных недостатков: сложной конструкцией и плохой стойкостью муфеля, недостаточной надежностью затворов, потребностью в больших количествах воды, значительными паро- и влаговыделениями в цех, загрязнениями цеха, задалживанием кранового оборудования. Работы по совершенствованию метода поливки муфеля водой продолжаются, но в настоящее время его нельзя рекомендовать к внедрению в современных цехах с большим числом крупных колпаковых печей.
Колпаковая печь с выносными холодильниками защитного газа: на сегодняшний день является одним из наиболее прогрессивных видов ускоренного охлаждения муфеля. Каждый холодильник составлен из двух стандартных калориферов КФС-6, заключенных в газоплотный сварной кожух. Системой плотных газопроводов холодильники присоединены к основному теплообменному контуру циркуляции защитного газа под муфелем. Таким образом организованы два дополнительных теплообменных контура циркуляции газа через холодильники. В период нагрева клапаны закрыты и защитный газ под муфелем циркулирует по обычной схеме. В начале охлаждения клапаны открывают и в результате перепада давлений, создаваемого стендовым вентилятором, часть горячего защитного газа начинает циркулировать через холодильники, отдавая им тепло. Охлажденный газ вновь поступает под муфель, где, смешиваясь с основной массой циркулирующего газа , понижает его температуру и ускоряет охлаждение рулонов.
Полученные экспериментальным путем данные указывают на существенное возрастание эффективности этого метода при понижении конечной температуры охлаждения рулонов под муфелем. Поэтому его использование особенно целесообразно для рулонов качественного металла и жести, когда сокращение времени охлаждения достигает 40-45 %, что соответствует приросту производительности на 25-32 %.
Метод ускоренного охлаждения рулонов в колпаковых печах под муфелем с циркуляцией части (7-11 %) защитного газа через выносные холодильники выгодно отличается от других методов сочетанием высокой эффективности с экономичностью, компактностью, надежностью, удобством эксплуатации, обслуживания и многого другого. Его применение позволяет улучшить использование энергии стендового циркуляционного вентилятора и снизить удельный расход защитного газа при сравнительно небольшом увеличении потребляемого количества охлаждающей воды. Все узлы установки относительно просты, а стоимость установки не превышает 2-3 % стоимости сооружения печей. Все это позволяет рекомендовать применение выносных холодильников на производстве. Производительность охлаждения с применением установки возрастает на 23 %.
Сравнительные данные по охлаждению рулонов в колпаковых печах разных фирм представленные в табл.6. Нужно отметить, что эксплутационные данные для ЛПЦ-2 КарМК (Карагандинский металлургический комбинат) относятся к условиям работы в наиболее жаркое время года (с апреля по август). Приведенные данные показывают возможность увеличения производительности стенда по охлаждению не менее чем в 3 раза в условиях использования водородной атмосферы и почти в 2 раза для условий преимущественно азотной защитной атмосферы. Представленные данные характеризуют процесс охлаждения до температуры 140-160 0С /2/.
Таблица 6
Сравнительные данные по охлаждению рулонов в колпаковых печах разных фирм
Фирма, предприятие | Способ охлаждения | Защит-ная атмос-фера, % | Масса садки, т | Время охлаж-дения, ч | Произ-води-тель-ность, т/ч | |
Н2 | N2 | |||||
Стальпроект КарМК, (ЛПЦ-2) | Выносные холодильники без вен-тилятора | 5 | 95 | 143,2 | 91,9 | 1,56 |
| Эбнер | Водовоздушное охлаждение муфеля | 5 | 95 | 79 | 29 | 2,72 |
| Эбнер, НЛМК | Водовоздушное охлаждение муфеля; HICON/H2 | 25 | 75 | 96 | 19 | 5,1 |
| LOI | Выносные холодильники с дополнительными вентиляторами | - | 100 | 110 | 19 | 5,6 |
С учетом положительного опыта КарМК по эксплуатации и техническому обслуживанию выносных холодильников защитного газа, а также конструктивных разработок ВНИИМТ (научно-исследовательский институт металлургической теплотехники) по совершенствованию конвективного теплообмена в высокотемпературных агрегатах было принято решение о разработке системы принудительного охлаждения рулонов защитным газом с использованием специального вентилятора в рециркуляционном контуре.
На рис.1 показана схема ускоренного охлаждения рулонов. Стенд 1, на котором под муфелем 2 находятся рулоны 3, снабжен каналами 8 и 9 для отсоса и подачи защитного газа в подмуфельное пространство. К этим каналам подсоединяются модули охлаждения 10. Каждый модуль 10 включает в себя циркуляционный вентилятор 11, газоводяной холодильник 12 с патрубками для подвода и отвода воды 13, регулировочный шибер 14, байпасный шибер 15 и отсечной шибер 16, служащие для регулирования газодинамического режима работы устройства /3/.
Схема стенда колпаковой печи, оборудованной модулями ускоренного охлаждения
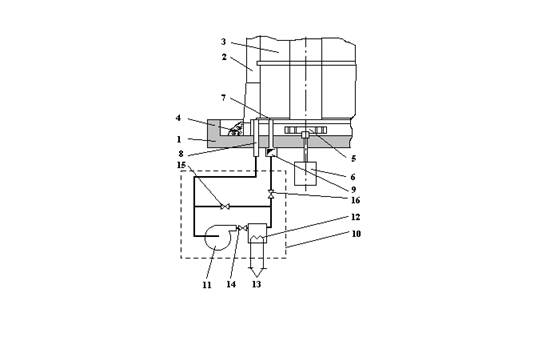
4 - песочный затвор; 5 - рабочее колесо; 6 - электродвигатель; 7 - опорное конвекторное колесо; остальные обозначения - в тексте
Рис.1
Защ