


Тонкопленочные резисторы
1. Выбор материалов
1.1 Требования, предъявляемые к тонкопленочным резисторам
1.2 Физическая природа удельного электрического сопротивления пленок
1.3 Методы осаждения пленок
2. Материалы тонкопленочных резисторов
2.1 Металлосплавные пленки
2.2 Монометаллические системы
2.3 Керметы
2.4 Полупроводниковые пленки
3. Конструирование тонкопленочных резисторов
3.1 Выбор геометрии резистора
3.2 Выбор площади резистора
3.3 Другие факторы
Заключение
Список литературы
Зарождение и развитие микроэлектроники как нового научно-технического направления, обеспечивающего создание сложной радиоэлектронной аппаратуры (РЭА), непосредственно связаны с кризисной ситуацией, возникшей в начале 60-х годов, когда традиционные методы изготовления РЭА из дискретных элементов путем их последовательной сборки не могли обеспечить требуемую надежность, экономичность, энергоемкость время изготовления и приемлемые габариты РЭА.
Несмотря на малый срок своего существования, взаимосвязь микроэлектроники с другими областями науки и техники обеспечила необычайно высокие темпы развития этой отрасли и существенно сократила время для промышленной реализации новых идей. Этому способствовало также возникновение своеобразных обратных связей между разработкой интегральных схем, являющихся базой автоматизации производства и управления, и использованием этих разработок для автоматизации самого процесса проектирования, производства и испытаний интегральных схем.
История использования тонких пленок для создания резисторов насчитывает, по крайней мере, восемьдесят лет. Дискретные резисторы на основе тонких пленок, по сравнению с объемными резисторами полупроводниковых микросхем, имеют лучшие параметры и повышенную надежность, в сопоставлении же с прецизионными проволочными резисторами они при сравнимых величинах параметров имеют меньшую стоимость. Тонкопленочные резисторы, что называется, нашли себя в области интегральных микросхем. Резисторы, имеющие наименьшие размеры 130—260 мкм, еще могут выгодно конкурировать с тонкими пленками, однако для изготовления прецизионных резисторов с размерами менее 130 мкм использование тонких пленок становится обязательным.
1.1 Требования, предъявляемые к тонкопленочным резисторам
При изготовлении резисторов наиболее высокие требования предъявляются к пленкам, имеющим поверхностное сопротивление в диапазоне 10—1000 Ом/Q. Резисторы с сопротивлением ниже 10 Ом употребляются редко, а резисторы с сопротивлением в диапазоне до нескольких мегом имеют очень большие линейные размеры. Необходимость в пленках с поверхностным сопротивлением большим 1000 Ом/ о велика, и поэтому в настоящее время большинство исследований в области тонкопленочных резисторов посвящено именно этой проблеме.
Помимо соответствующего поверхностного сопротивления, пленки должны иметь низкий температурный коэффициент сопротивления (обычно менее 1*10-4 1/°С). Они должны быть также достаточно стабильны ми, любое изменение величины сопротивления, которое может ожидаться в течение времени работы, не должно превышать допустимой величины, и, наконец, технология получения тонкопленочных резисторов должна быть такой, при которой резисторы имели бы приемлемую стоимость.
1.2 Физическая природа удельного электрического сопротивления пленок
Итак, материалы, используемые для получения тонких пленок, должны иметь удельное сопротивление в диапазоне 100— 2000 мкОм*см. Напомним, однако, что удельное сопротивление металлического массивного образца не может значительно превышать нижний предел этого диапазона. Полупроводниковые массивные образцы могут удовлетворять требованиям по удельному сопротивлению, однако они имеют большой отрицательный температурный коэффициент. Полуметаллы, такие, как висмут и сурьма (и их сплавы), по сравнению с металлами, имеют увеличенное удельное сопротивление, однако низкие точки плавления и относительно высокие температурные коэффициенты не позволяют использовать их для изготовления резисторов.
При осаждении многих материалов в виде тонких пленок удельное сопротивление их значительно увеличивается, однако резкого увеличения температурных коэффициентов не происходит. Увеличение удельного сопротивления может явиться результатом следующих явлений.
1. Возможно, существует большое рассеяние электронов проводимости на поверхности пленки (эффект Фукса — Зондхеймера), обусловливающее одновременное существование высокого удельного сопротивления вместе с низким температурным коэффициентом. Однако, поскольку для проявления этого эффекта пленка должна иметь небольшую толщину, величина высокого удельного сопротивления чрезвычайно чувствительна к любому изменению толщины пленки. Кроме того, подобные пленки очень легко агломерируются и поэтому имеют ограниченную механическую целостность. Практически при изготовлении тонкопленочных резисторов для создания высокого удельного сопротивления редко «используется» только один этот эффект.
2.Материал может иметь примеси и дефекты в значительно больших количествах, чем это необходимо для термодинамического равновесия. Это (по правилу Матиссена) также приводит к низкому температурному коэффициенту. Значительные отклонения от равновесия обязательно приведут к последующему осаждению (в течение времени жизни компонента). Но даже если чрезмерные концентрации дефектов отсутствуют, любое изменение концентрации дефектов (по любой причине) выразится в изменении удельного сопротивления. Для получения резистора применяется специальная тепловая обработка пленки, с той же целью отбираются только тугоплавкие материалы, либо то и другое применяется вместе.
3. Двухфазные системы (металлокерамические пленки или пленки типа «металл—диэлектрик»). В системах этого типа проводящая пленка «растворяется» за счет ее вкрапления в диэлектрический раствор, в результате физическая толщина пленки оказывается значительно большей толщины проводящего слоя. Удельное сопротивление такой пленки определяется в большой мере поверхностью рассеяния электронов. Сама пленка в механическом отношении оказывается во много раз более прочной, по сравнению с пленкой, в которой поверхность рассеяния образуется с помощью непосредственного уменьшения толщины. При изготовлении таких пленок серьезной проблемой является контроль за ее составом; отклонения состава от необходимых концентраций ведут к высоким температурным коэффициентам и плохой стабильности пленки.
4.Пористые пленки (пленки с малой плотностью). Эти пленки по соотношению общей толщины к толщине проводящего слоя подобны двухфазным системам. Примером является пленка тантала с малой плотностью. Отрицательной чертой таких пленок является их быстрая окисляемость вследствие того, что они имеют большую поверхность. Вместе с тем, при надежной защите от окисления такие пленки имеют высокое удельное сопротивление при низком температурном коэффициенте и приемлемой стабильности.
5.Полунепрерывные пленки. Это те пленки, которые ещё находятся в островковой стадии роста. Пространство между островками в них обусловливает нейтрализацию положительного температурного коэффициента островков металла отрицательным температурным коэффициентом, связанным с переходами электронов между островками. В таких пленках всегда существует опасность агломерации. Эти пленки также весьма легко окисляются, поэтому и здесь в процессе осаждения необходимо осуществлять контроль. Имеются сообщения, что изготовлены пленочные резисторы подобного типа на основе рения.
6.Слоистые пленки. Тонкий слой, имеющий положительный температурный коэффициент и низкое удельное сопротивление, может покрывать более толстый слой, имеющий отрицательный температурный коэффициент и высокое удельное сопротивление. В результате такого сочетания получается пленка с высоким удельным сопротивлением и низким температурным коэффициентом. Такие пленки получаются в результате газопоглощения при осаждении. К этому типу принадлежат многие пленки на основе хрома и нихрома. При получении пленок этого типа возникает проблема контроля за количеством примесей в пленке, изменяющимся с изменением условий осаждения.
7.Новые кристаллические структуры. Некоторые материалы при получении из них тонкой пленки, могут образовывать новую кристаллическую структуру. Такие структуры часто имеют относительно высокое удельное сопротивление и низкий ТКС, возможно, в результате низкой концентрации электронов проводимости. Широко известный пример такой структуры β-тантал.
Как правило, выбор метода осаждения осуществляется уже после выбора материала. Однако в ряде случаев предпочтение оказывается определенному методу осаждения, особенно если он хорош при массовом производстве. В любом случае перед тем, как сделать окончательный выбор, необходимо ответить на три вопроса: согласуется ли применяемый метод с данным материалом? Какова возможность управления процессом? Какова стоимость применения этого метода?
1) Напыление в вакууме. Этот метод наиболее широко используется при напылении пленок и подходит для большинства материалов. Исключение составляют тугоплавкие металлы и такие материалы, как окись олова, которая при испарении может разлагаться. Основными проблемами, возникающими при реализации этого метода, является сильная зависимость количества примесей от условий напыления и трудность получения пленки равномерной толщины, имеющей сравнительно большую площадь. Эти проблемы тесно связаны со стоимостью получения пленки, поскольку увеличение стоимости определяется получением за один технологический цикл пленки большей площади. Если скорость напыления не слишком высока, то контроль за сопротивлением пленки осуществляется сравнительно легко. В настоящее время уже созданы промышленные установки для осаждения методом напыления в вакууме. Большинство из них является установками дискретного типа; они не могут осуществлять процесс непрерывного напыления, поскольку трудно восполнять испаряемый материал не нарушая вакуума. В случаях, когда требования к допустимым отклонениям позволяют для получения линейных размеров резистора использовать маски, метод напыления оказывается предпочтительным, так как перемещение маски в вакууме не представляет трудной проблемы.
2) Катодное распыление. Этот метод приемлем для тугоплавких металлов (таких, как тантал) и сплавов (таких, как нихром), когда в процессе напыления требуется осуществлять точный контроль. Во время катодного распыления существует большая опасность попадания примесей, чем при напылении. Введение таких методов, как распыление со смещением и газопоглощающее распыление, значительно уменьшает эту опасность. Контроль сопротивления во время распыления затруднен из-за взаимодействия плазменного разряда. В то же время контроль толщины пленки по времени осаждения легче проводить при процессе катодного распыления. Одной из основных причин, мешающих применять этот метод, является то, что необходимый для распыления образец не всегда может иметь линейные размеры, достаточные для изготовления катода. В промышленных установках использование больших катодов не представляет больших трудностей. Метод катодного распыления очень удобен для применения в установках с непрерывным процессом осаждения, поскольку в этом случае проблемы восполнения вещества катода не существует. Использование контактных масок при катодном распылении затруднено. Температуры подложек сравнимы с температурами, которые необходимо поддерживать при методе напыления в вакууме, а контроль за температурами подложек в этом случае осуществлять значительно труднее чем при методе напыления в вакууме.
3) Пиролитическое разложение. Этот метод в основном применяется для получения углеродных пленок. Одним из принципиальных ограничений, затрудняющих реализацию этого метода, является поддержание относительно высокой температуры подложки. В дополнение к этому затрудняется контроль за толщиной пленки, отчасти из-за проблемы создания устройства управления и, отчасти, из-зa трудности получить хорошую равномерность толщины пленки на большой поверхности вследствие сильной зависимости скорости осаждения от температуры подложки. Получение пленок с высокой степенью равномерности толщины затруднено из-за различий газового состава в атмосфере камеры. Однако в промышленности широко используется метод эпитаксиального осаждения полупроводниковых пленок. Стремятся к тому, чтобы пленки, полученные этим методом, имели меньшую концентрацию примесей по сравнению с пленками, полученными методами напыления в вакууме и катодного распыления. При данном методе осаждения применять маски не представляется возможным из-за высокой температуры подложки и природы напыляемого материала.
4) Гидролиз. Этот метод получения пленочных резисторов ограничивается оловянными оксидными пленками и требует температуры подложки свыше 500° С или выше. Обычно стремятся получить пленки с высокой степенью шероховатости поверхности, и поэтому контроль за точной величиной сопротивления сложен. Гидролиз, так же как и метод пиролитического разложения, не позволяет применять маски. Пленки, полученные этим методом, имеют хорошую адгезию с подложкой. Этот метод хорошо использовать в промышленности.
5)Химическое осаждение. Тонкопленочные резисторы на основе химически осажденных пленок в настоящее время находятся еще в стадии разработки. Этот метод так же хорошо использовать в промышленности однако, к сожалению, он применим лишь для ограниченной номенклатуры металлов. По-видимому, контроль можно вести только по одному времени течения процесса, и вполне вероятно, что при этом могут возникнуть те же проблемы обеспечения равномерности, что и в случае метода пиролитического разложения.
Одним из аспектов получения резисторов с помощью любого из описанных методов является организация специальной металлургии проводников. Для многих резистивных материалов важно, чтобы проводящий слой осаждался в той же установке, что и резистивная пленка. Это особенно важно для материалов с низким поверхностным сопротивлением. Обычно осаждение пленок из двух различных материалов не представляет сложности при напылении в вакууме или пиролитическом разложении. Однако для метода катодного распыления необходимы специальные установки, в которых многокатодные системы обеспечивают быстрое последующее осаждение второго металла. Достоинства и недостатки различных методов осаждения представлены в табл. 1.
| Метод | Достоинства | Недостатки |
| Напыление в вакууме | Маскирование в процессе напыления. Легкий контроль. Почти полная универсальность. | Проблема тугоплавких материалов. Газовые примеси. |
| Катодное распыление | Доступность распыления тугоплавких материалов. Большой строк службы испарителя. Малая плотность упаковки. | Наличие катода. Проблема управления. Газовые примеси. |
| Пиролитическое разложение | Большая скорость процесса. Высокая чистота. Хороший отжиг. | Высокая температура подложки. Неравномерность толщины пленки. |
| Гидролиз | Хорошее сцепление пленки с подложкой. | Высокая температура подложки. Неравномерность толщины пленки. Шероховатость. |
| Химическое восстановление | Дешевизна, использование гибкой подложки | Сложность управления |
2. Материалы тонкопленочных резисторов
1) Удельное сопротивление сплавов. Сплавы металлов даже в массивном образце редко имеют удельное сопротивление больше 20—30 мкОм*см. Исключение составляют лишь гафний (30,6 мкОм*см), цирконий (42,4 мкОм* см), титан (43,1 мкОм* см) и марганец (139 мкОм*см), для которых приведенные величины сопротивления получены при 22°С. Некоторые виды сплавов имеют удельное сопротивление порядка 160 мкОм*см; они-то и используются в производстве дискретных резисторов. Одним из их параметров является весьма низкнй ТКС, правда в ограниченном, но в рабочем для радиоэлектронной аппаратуры температурном диапазоне. Результаты исследований в этом направлении были обобщены Джексоном и др. В табл. 2 приводятся свойства некоторых сплавов.
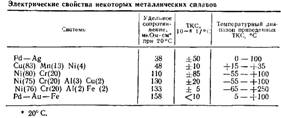
Можно заметить, что каждая комбинация включает, по крайней мере, один переходный металл, наличие которого и определяет специальные свойства этих сплавов. Это объясняется тем фактом, что ближайший заполненный d-уровень перекрывает s-уровень. При уровне Ферми d-уровень имеет большую плотность состояний относительно s-уровня и существует большая вероятность того, что электроны проводимости будут перемещены с s-уровня на d-уровень, где они уже почти не влияют на проводимость.
В результате в подобных сплавах количество свободных носителей оказывается меньше, чем в металлах. Низкий температурный коэффициент сопротивления объясняется тем, что при повышении температуры плотность состояний на d-уровне (при уровне Ферми) уменьшается (некоторое количество электронов переходит на s-уровень). В соответствии с этим увеличивается количество электронов проводимости. Увеличение числа свободных носителей в узком температурном интервале компенсируется рассеиванием фононов, в результате температурный коэффициент сопротивления становится очень низким. Такие особенности этих сплавов при производстве дискретных резисторов с заранее заданными свойствами требуют тщательно контролируемой тепловой обработки.
2) Пленки нихрома. Как только были выявлены преимущества металлических пленок как основы резисторов, большинство исследователей стало считать, что для получения тонких пленок необходимо применять те материалы, которые, как было доказано, имеют наилучшие свойства в массивном образце. Это случилось потому, что дополнительные источники удельного сопротивления, которые имеются в материале, находящемся в виде тонкой пленки, не были полностью оценены. Для изготовления резисторов одним из лучших сплавов считался нихром, состоящий либо из 80% никеля и 20% хрома, либо имеющий некоторые добавки из других металлов. Поэтому ранние исследования в области создания тонкопленочных резисторов проводились на осажденных пленках нихрома. Вскоре было обнаружено, что большинство нихромовых пленок имеют более высокое удельное сопротивление по сравнению со сплавом; этим и объясняется то, что до настоящего времени пленки нихрома продолжают широко использоваться в промышленности. Наиболее широко используемый метод осаждения пленок нихрома — напыление в вакууме. Основные трудности, возникающие при реализации этого метода (кроме проблем, связанных с загрязнением фоновыми газами) — это весьма значительная разность в давлении паров никеля и хрома и высокая химическая активность нихрома по отношению ко многим материалам тиглей. Пытаясь решить последнюю из перечисленных проблем, некоторые исследователи возгоняли сплав из проволочного испарителя, а не испаряли его из расплава. К сожалению, чем ниже температура, тем больше разность в давлении паров компонентов. Например, при 1000°С хром испаряется в 300 раз быстрее никеля, в то время как при 1300°С это отношение падает до 8. Однако, как сообщается в литературе, некоторые исследователи нашли метод эффективного управления процессом возгонки. Например, Монье в качестве испарителя использовал широкую пластинку из нихрома, нагревая ее до температуры 1170° С. Скорость осаждения была всего лишь 13 А/мин-1*мм-2, но равномерность была такой, что контроль за величиной сопротивления оказался не нужен и значение поверхностного сопротивления могло контролироваться только по одному времени напыления. Как и предполагалось, содержание хрома в пленке было почти на 40% больше, чем в испарителе.
Из-за более высокого давления паров хрома состав (и, следовательно, удельное сопротивление) пленок, полученных испарением из расплава, имеющего ограниченную массу, будет изменяться во времени. Например, когда Дегенхарт и Пратт испаряли около 12% 1,2-граммовой навески, нагревая ее до температуры 1450°С, они установили, что состав пленок непрерывно меняется вместе с изменением величины поверхностного сопротивления (рис. 1) Альтернативным подходом является предположение, что состав пленки будет отличаться от состава исходного материала источника, но его изменения благодаря использованию достаточно массивного источника будут незначительными. Этот подход использовался Уайдом и Терменом, которые установили, что для получения пленки, состоящей из равного количества хрома и никеля, источник нихрома должен содержать 14% хрома. Источник, состоящий из 200-граммовой конической навески, поддерживался внутри тонкостенного конического керамического тигля размерами ≈8 х 60 мм. Температура источника была доведена до рабочей с помощью индукционного нагрева и контролировалась термопарой. Существует и другая проблема при нанесении пленок нихрома — это частичное окисление хрома во время напыления (степень окисления зависит, очевидно, от скорости напыления, концентрации остаточного газа и температуры подложки). Кроме того, поскольку пленки обычно подвергаются стабилизирующей обработке, изменения сопротивления из-за окисления зависят от количества хрома на поверхности пленки.
Кемпбелл и Хендри сообщили об одной интересной взаимосвязи между величиной ТКС и составом пленок нихрома. Они обнаружили, что ТКС становится все более отрицательным для пленок с высоким содержанием хрома, и подобрали состав пленки и условия, при которых ТКС не зависит от поверхностного сопротивления (рис. 1).
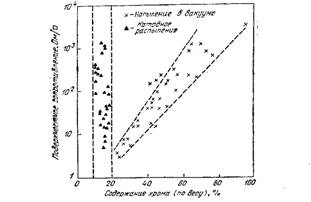
Рисунок 1 - Влияние содержания хрома на поверхностное сопротивление нихромовых пленок, полученных напылением в вакууме и катодным распылением.
Проблема контроля состава металлов в пленках нихрома может быть решена методом взрывного испарения. Этот вопрос исследовали Кемпбелл и Хендри. Используя порошок с желаемым составом и «сбрасывая» его на раскаленный испаритель, они показали, что состав пленки с точностью до 1% соответствует составу исходного порошка. Родственный метод, очень похожий на метод взрывного испарения и к тому же достаточно технологичный, использовался Сиддаллом и Пробином. Нихромовая проволока использовалась как электрод, испаряемый, благодаря бомбардировке его электронами. Поскольку весь кусок испаряется до момента продвижения проволоки, состав пленки получается аналогичным составу проволоки. Проблема контроля за составом нихромовой пленки может быть также решена с помощью метода катодного распыления. Сравнивая пленки нихрома, полученные этим методом н методом напыления в вакууме, Пратт установил, что пленки, полученные методом катодного распыления, с поверхностным сопротивлением выше некоторой определенной величины получаются почти постоянного состава.
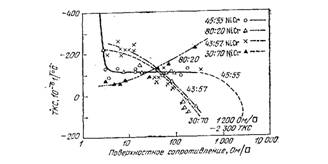
Рисунок 2 - Зависимость ТКС нескольких нихромовых пленок разного состава от их поверхностного сопротивления.
Он же установил, что ТКС подобных пленок изменяется в гораздо меньших пределах, чем ТКС пленок, полученных методом взрывного испарения. Так, ТКС пленок, полученных методом испарения, колеблется от +3,5*10-4 1/°С у пленок с поверхностным сопротивлением около 3 Ом/□ до -3*10-4 1/°С у пленок с поверхностным сопротивлением около 3000 Ом/□, в то время как пленки, полученные методом распыления, имеют ТКС порядок +1,5*10-4 1/°С при колебании величины поверхностного сопротивления в диапазоне 5—1200 Ом/□.
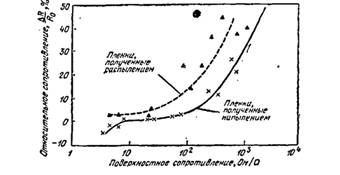
Рисунок 3 - Изменение относительного сопротивления пленок, полученных методами распыления и напыления в зависимости от изменения поверхностного сопротивления
На рис. 3 показано изменение относительного сопротивления пленок, полученных обоими методами, в зависимости от изменения поверхностного сопротивления. Для пленок, полученных методом напыления в вакууме, наблюдается небольшое уменьшение относительного сопротивления при значениях поверхностного сопротивления ниже 10 Ом/□. Выше этой величины наблюдается некоторое увеличение относительного сопротивления, а затем кривая быстро идет вверх. Пленки, полученные катодным распылением, имеют простую характеристику, но у них рост относительного сопротивления происходит несколько быстрее, а кроме того, при больших значениях поверхностного сопротивления наблюдаются значительные отклонения отдельных значений от результирующей кривой. Вид кривых можно объяснить либо тем, что пленки, полученные катодным распылением, более чувствительны к окислению, либо тем, что уменьшение относительного сопротивления в левой части кривой благодаря эффекту отжига в этих пленках проявляется значительно слабее. Оба объяснения представляются правдоподобными. Для осаждения нихромовых пленок Стерн использовал методику распыления со смещением. Он показал, что этим способом можно получить пленки, свойства которых очень напоминают свойства сплава, из которого они получены, и которые имеют максимально полезное поверхностное сопротивление около 40 Ом/□. Пленки получались очень стабильными и практически не изменялись при нагревании в обычной атмосфере. Поскольку этот метод имеет чрезвычайно высокую воспроизводимость, контроль за поверхностным сопротивлением возможен с точностью около ±2%. Чтобы достигнуть этой точности, необходимо было преодолеть затруднение, связанное с колебаниями скорости осаждения из-за изменений количества примеси водорода.
Сиддалл и Пробин определили технические требования при получении нихромовых пленок методом напыления: 1) температура подложек в процессе напыления должна поддерживаться в диапазоне 2—300°С, чтобы ликвидировать внутренние напряжения; 2) окисление пленки во время напыления должно регулироваться изменением остаточного давления газа и скорости напыления; и 3) полученная пленка должна быть отожжена. Отжиг можно проводить в обычной атмосфере при температуре 250—350°С, но готовая пленка должна быть изолирована, чтобы улучшить ее стабильность при больших изменениях атмосферных условий.
2.2 Монометаллические системы
С ростом понимания того, что пленки из чистого металла могли бы иметь значительно более высокое удельное сопротивление по сравнению с массивным образцом металла, интерес к использованию сплавов как основы для получения пленок постоянно уменьшается. С другой стороны, привлекательность однокомпонентных систем становится очевидной, поскольку в этом случае контроль за составом, осаждением и другими параметрами не вызывает затруднений. Рассмотрим ряд таких монометаллических систем.
1) Тантал. Этот металл, первоначально используемый в производстве тонкопленочных конденсаторов как побочный, придает последним ряд важных свойств. В настоящее время первоначальный интерес к монометаллическим системам почти утрачен, однако тантал все еще привлекает к себе внимание как основа для получения тонкопленочных резисторов. В дополнение к своей тугоплавкости (которая означает, что любые дефекты, «законсервированные» при осаждении, не будут отожжены за все время жизни пленки) тантал принадлежит к классу вентильных, которые при нагревании в атмосфере кислорода или при анодном окислении образуют прочный защитный окисел. Анодное окисление позволяет вести точный контроль толщины и может использоваться как регулировочный метод.
Вследствие высокой тугоплавкости для получения пленок предпочтительным методом является катодное распыление, а не напыление в вакууме, хотя последний метод можно тоже использовать. Тантал — химически активный металл, вследствие чего, если не принимать специальных мер предосторожности, напыленные пленки могут содержать различные примеси. Однако, как было сказано ранее, чтобы придать пленкам некоторые полезные свойства, в тантале должны быть определенные примеси. Попытки улучшить однородность и проконтролировать частоту танталовых пленок привели к улучшению процесса катодного распыления как общего метода получения пленок. Получение танталовых резисторов осложняется тем, что танталовые пленки могут существовать, по крайней мере, в трех формах.
α-структура — это обычная объемно-центрированная структура тантала, аналогичная структуре массивного материала. β-структура впервые найдена Ридом и Альтманом . Точные условия, которые заранее определяли бы конкретный вид образуемой структуры (α или β), до сих пор еще полностью не определены, однако установлено, что β-форма не образуется в системах, в которых существует достаточное количество газовых примесей или температура подложки превышает 600° С. Часто образуются пленки, состоящие из смеси α и β-тантала. Эти трудности не дают возможность получить пленку с заранее заданной структурой и, кроме того, величину поверхностного сопротивления нужно контролировать непосредственно, а ие косвенно, по времени напыления. Форма с малой плотностью очень отличается от первых двух и будет рассмотрена отдельно.
Характеристика удельного сопротивления пленки в зависимости от процентного содержания N2, как показано на рис. 4, имеет горизонтальную часть и спад привеличине удельного сопротивления около 250 мкОм*см и ТКС порядка —0,75*10-4 1/°С. Важным свойством азотосодержащих танталовых пленок является то, что их можно анодировать как и чистый тантал. На практике состав пленки выбирается возможно близким к Ta2N, так как установлено, что резисторы из пленок такого состава имеют очень хорошую стабильность в течение всего периода нагрузочных испытаний.
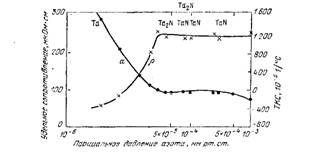
Рисунок 4 - Влияние различной концентрации азота при напылении на удельное сопротивление и ТКС танталовых пленок
Существование танталовых пленок малой плотности впервые наблюдал Шютце. Изучая осаждение тантала, он и его коллеги обнаружили, что удельное сопротивление получаемых пленок зависит не только от напряжения на катоде. Результаты их наблюдений показаны на рис. 6. К сожалению, танталовые пленки с малой плотностью, полученные таким методом, оказываются нестабильными. Например, при стабилизирующей тепловой обработке в течение 1—2 ч при температуре 200°С происходит незначительное изменение поверхностного сопротивления, но ТКС падает очень быстро до величины порядка -3*10-4 1/°С (рис. 7).
|
