


Строительство завода по производству цементно-песчаной черепицы
Введение
Цементо-песчаная черепица, как кровельный материал был известен еще в античном Риме, в те времена черепица изготавливалась методом литья. Относительно недавно в 1844 году немецкому владельцу каменоломни - Адольфу Кроеру удалось наладить производство цементо-песчаной черепицы в промышленных масштабах. В то время это была единственная возможность произвести экономичный кровельный материал, поскольку при производстве цементо-песчаной черепицы не требовалось обжига. Адоль Кроер разработал технологию, позволяющую производить черепицу из бетона. С этого момента цементо-песчаная черепица получила широкое распространение, прежде всего в экстремальных климатических условиях Альп, благодаря высокой морозостойкости и прочности.
Даже сегодня можно найти кровли, находящиеся в идеальном состоянии, которые покрыты цементо-песчаной черепицей, произведенной Адольфом Кроером около 150 лет назад.
Сначала черепица производилась ручным способом, автоматизировать процесс производства удалось лишь на рубеже 19 и 20 века в Англии. Там цементо-песчаная черепица нашла более широкое применение, чем в стране, где была изобретена - в Германии.
Только в послевоенное время, новое строительство и непреклонная воля Рудольфа Браас принесла этому продукту новую жизнь. Первая цементо-песчаная черепица, произведенная на автоматизированном оборудовании, сошла с конвейера в 1954 году. Профиль этой черепицы известен сегодня как "Франфуртский", это самый популярный профиль в Германии. Он принес большой успех компании Braas.
Цементо-песчаная черепица пригодна для покрытия крыш любой архитектурной формы (мансардных, вальмовых, щипцовых, шатровых, сложных и др.), так как в комплекте с ней выпускают десятки наименований доборных элементов, создающих кровельную систему, в которой решены все основные узлы, встречающиеся при устройстве крыши. Сегодня цементо-песчаная черепица является одним из самых известных кровельных материалов, выдержавший испытание временем. Она чрезвычайно широко распространена в Европе и Азии.
Качество российской черепицы, изготовленной по немецкой технологии, обеспечивается современными средствами контроля на конвейере и работой хорошо оснащённой лаборатории.
Целью курсовой работы является организация строительства нового завода по производству цементно-песчаной черепицы, обоснование этого строительства.
1. Обоснование строительства
Начало XXI века в России, в том числе и в Краснодарском крае отмечается увеличением объемов строительства жилья, ремонтных и кровельных работ, что явилось мощным стимулом к активизации деятельности строительных организаций и развитию рынка строительных материалов и отдельных его сегментов. На сегодняшний день рынок кровельных материалов очень разнообразен и постоянно пополняется новыми материалами.
Сегодня уже невозможно представить себе как новое строительство, так и реконструкцию или ремонт зданий без использования качественной кровли, проводимой как организациями, так и частными лицами, и число потребителей этой продукции постоянно растет, это ещё связано с большим количеством частного домостроения в Краснодарском крае . Современная кровля должна отвечать следующим требованиям:
-долговечность;
-высокая художественная выразительность;
-простота монтажа и замены аварийных участков;
-стойкость к атмосферным, ударным и др. воздействиям;
-доступная цена каждому покупателю.
Наиболее полно всем вышеперечисленным требованиям отвечает цементно-песчаная черепица, имеющая ряд преимуществ перед такими кровельными материалами как металлочерепица, керамическая черепица, шифер, ондулин и др. К ним относится высокое качество продукции по доступной цене; гарантийный срок эксплуатации до 50 лет; пригодность для покрытия крыш любой архитектурной формы (мансардных, вальмовых, щипцовых, шатровых, сложных и др.), так как в комплекте с черепицей выпускают десятки наименований доборных элементов, создающих кровельную систему, в которой решены все основные узлы, встречающиеся при устройстве крыши.
Компания БРААС-ДСК1 является одним из самых современных предприятий по изготовлению цементно-песчаной черепицы. Его задачей является удовлетворение всё возрастающей потребности рынка строительных материалов в кровле высокого качества по доступной российскому покупателю цене.
ООО "БРААС ДСК-1" было создано в 1995 году в Москве на базе ДСК-1 с привлечением иностранного капитала как совместное российско-германское предприятие.
Германская фирма BRAAS поставила современную автоматизированную линию для производства цементно-песчаной черепицы, оказала техническую помощь в выборе сырья и наладке оборудования. Однако мощности данного предприятия недостаточно в связи с резким всплеском за последние два года объема продаж черепицы. Особенно остро нехватка черепицы ощущается в южном федеральном округе, к тому же возросла потребность со стороны соседних государств(Украина, Белоруссия),поэтому возникла необходимость в строительстве нового завода по производству цементно-песчаной черепицы.
Строительство завода в городе Краснодаре позволит перекрыть потребность потребителей, число которых постоянно растет.
2. Номенклатура выпускаемой продукции
Завод выпускает цементно-песчаную черепицу следующего вида:
-рядовая;
-коньковая;
-половинчатая.
Из рядовой черепицы предприятием выпускается «франкфуртская» трех цветов (темно-коричневая, красная, черная) и «харцер» двух цветов (красная и коричневая), имеющие следующие характеристики:
- Поверхность: гладкая
- Размеры: 330 х 420х10 мм;
- Опорная длина: 399мм;
- Высота профиля: 25 мм;
- Расчётная ширина: 300 мм;
- Рекомендуемый уклон: от 22 градусов;
- Нахлёст: 7,5 - 10,8 мм;
- Шаг обрешётки 31,2 - 34,5 см;
- Расход: 10 шт/м2;
- Толщина обрешётки от 24/48 мм;
- Вес: 4,5 кг/шт;;
- Расчётная нагрузка (включая обрешётку):
0,50 kN/м2 при 10 шт/м2 (шаг обрешётки 33,3 – 34,5 см );
0,55 kN/м2 свыше 10 шт/м2 (шаг обрешётки 31,2 – 33,2 см).
Помимо основной рядовой черепицы выпускается широкий спектр доборных элементов (коньковая и половинчатая черепица,начально-хребтовая и вальмовая),создающих кровельную систему любой сложности и придающей ей законченный вид.
Таблица 1: Физико-механические показатели черепицы.
| Вид черепицы | Длина, мм. | Ширина, мм. | Толщина, мм | Разрушающая нагрузка,N за 24 ч. | Разрушающая нагрузка,N за 28 с. |
| франкфурт | 420 | 330 | 10 | 1600 | 2500 |
| харцер | 420 | 330 | 10 | 1600 | 2500 |
| коньковая | 450 | 330 | 10 | 1200 | _ |
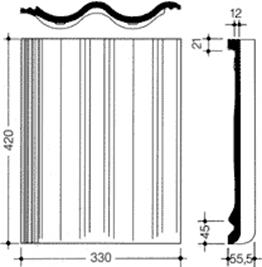
Рис.1. Цементно-песчаная черепица «харцер».
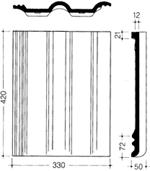
Рис.2. Цементно-песчаная черепица «Франкфурт»
Технические условия. Общие требования
Выпускаемая черепица должна соответствовать требованиям настоящих ТУ, образцам-эталонам, утвержденным в установленном порядке и производиться в соответствии с технологическим регламентом.
Допускается (как отдельный артикул) изготовление черепицы без поверхностного окрашивания и без использования пигмента при приготовлении бетона.
Масса, размеры, технические показатели (прочность, морозостойкость, водонепроницаемость и т.д.) должны соответствовать требованиям настоящих ТУ.
Материалы, применяемые при производстве черепицы, должны соответствовать требованиям соответствующих стандартов и технических условий:
- Портландцемент марки 400 - 500 Д0 по ГОСТ 10178-85
- Строительный песок по ГОСТ 8736-93.
- Вода для бетонов и растворов по ГОСТ 23732-79.
- Железо-окисные пигменты по ТУ 6-10-1618-77 или другие, соответствующие предъявляемым к ним требованиям.
- Краситель для поверхностного окрашивания BRAAS Reinacrilat
Удельная эффективная активность радионуклидов в исходном сырье должна быть не более 370 Бк/кг.
Типы, основные параметры и размеры. Рядовая черепица
Форма, размеры, масса и основные технические параметры рядовой черепицы должны соответствовать значениям, указанным на рисунках и в таблицах по каждому виду черепицы. Неуказанные размеры задаются формой паллеты и остаются неизменными. Виды, размеры и форма допускаемых дефектов черепицы должны соответствовать Альбому допускаемых дефектов. Суммарное количество допускаемых дефектов, отмеченных на одной черепице, не должно превышать 3-х.
Разрушающая нагрузка при испытании черепицы на изгиб должна быть не менее 2000 N через 28 суток и не менее 1600 N через 24 часа.
Черепица должна быть водонепроницаемой. Допускается после 24 часов испытания образование капель на обратной стороне черепицы без их отрыва от поверхности. Испытания на водонепроницаемость проводятся на черепице, не имеющей поверхностного окрашивания.
Подъем воды по капиллярам после 1-го часа испытания допускается не более 20 мм.
Черепица должна быть морозостойкой, т.е. должна выдерживать не менее 1000 циклов попеременного замораживания (- 18 ± 2о С) в насыщенном водой состоянии и последующего оттаивания в воде ( 18 ± 2о С) без признаков разрушения (выкрашивание, образование трещин, расслоение).
Неплоскостность черепицы не должна превышать 3 мм.
Коньковая черепица
Форма, размеры, масса и основные технические параметры коньковой черепицы должны соответствовать значениям, указанным на рисунках и в таблицах по каждому виду черепицы. Неуказанные размеры задаются формой паллеты и остаются неизменными. Виды, размеры и форма допускаемых дефектов черепицы должны соот-ветствовать Альбому допускаемых дефектов. Разрушающая нагрузка при испытании черепицы на изгиб должна быть не менее 1000 N через 12 часов и не менее 1200 N через 24 часа.
Черепица должна быть морозостойкой, т.е. должна выдерживать не менее 1000 циклов попеременного замораживания (- 18 ± 2о С) в насыщенном водой состоянии и последующего оттаивания в воде (18 ± 2о С) без признаков разрушения (выкрашивание, образование трещин, расслоение).
Испытания на водонепроницаемость и капиллярность отдельно для этого вида черепицы не проводятся.
Упаковка: 34 штуки на деревянном поддоне (Приложение 2) с перевязкой полимерной лентой и в термоусадочной полиэтиленовой пленке.
2.1 Сырьё и полуфабрикаты
Для производства цементно-песчанной черепицы используются следующее сырье и полуфабрикаты, представленные в таблице 3.
Таблица 3. Характеристика исходного сырья, полуфабрикатов.
Наименование, НТД, характеристика | Поставщик | Нормы расхода на 1000 шт. продукции |
1.Портландцемент ГОСТ 10178-85 ПЦ М 500 ДО ТУ на поставку цемента . Тонкость помола: удельная поверхность – 3440 см2/г по Блейну Водопотребность: – 26±1 %, Начало схватывания: 155 ± 30 мин., Окончание схватывания: 240 ± 20мин, Прочность на сжатие N/мм2 : через 3 суток – 39,6 Н/мм2; через 7 суток – 52,5 Н/мм2; через 28 суток – 61,2 Н/мм2. Остаток на сите № 008 – 0,2 % | ЗАО «Новоросцемент» г.Новороссийск | 930 кг |
2.Кварцевый песок ГОСТ 8736-93, ГОСТ 8735-88. | ООО «Гранит» г.Белореченск | 3570 кг |
3.Вода техническая ГОСТ 23732-79 | ООО «ФКИ» г.Краснодар | 375 кг |
4.Железоокисные пигменты ТУ 6-10-1618-77 | Bayer Leverkusen Bayferrox | Rot-27. 11 Schwarz- 25.52 Braun-19.14/9.57 D.braun –22.33 /9.57 |
5.Краситель для поверхностногоокрашивания отколерованная чисто акриловая краска для напыления BRAAS Reinacrilat NOVO | Lacufa A C | 40 кг |
3. Производственная мощность предприятия и режим работы
Производственная мощность предприятия равна 4 млн. штук цементно-песчаной черепицы в год. Принимаем следующий режим работы:
-количество рабочих суток в году 262;
-количество рабочих смен в сутки 1;
-длительность рабочей смены 8 часов.
Годовой фонд рабочего времени определяем по формуле:
![]() , ч
, ч
где CP – расчетное количество рабочих суток в году;
с – продолжительность смены, ч; п – количество смен.
![]() , ч
, ч
Годовой фонд времени работы основного технологического оборудования находим по формуле:
![]() , дней
, дней
где Kоб – коэффициент использования оборудования, Kоб = 0,943.
![]() , дней.
, дней.
Годовой фонд работы основного технологического оборудования определяем по формуле:
![]() , ч
, ч
![]() , ч
, ч
Результат расчёта режима рабочего цеха сведём в таблицу 2.
Таблица 2. Режим работы цеха.
| Наименование цеха | Количество смен в сутки | Количество дней в году | Длительность рабочей смены, ч | Коэффициент использования оборудования | Годовой фонд рабочего времени, ч | Годовой фонд эксплуатационного времени, ч |
| Формовочный | 1 | 262 | 8 | 0,943 | 2096 | 1977 |
Исходя из принятого режима работы цеха, производим расчёт производственной программы изделий и полуфабрикатов.
Определяем суточную, сменную и часовую производительность по формуле:
- суточная и сменная производительность:
 , м3.
, м3.
где Пгод – годовая производительность цеха, Пгод = 8200 м3/год.
![]() м3.
м3.
- часовая производительность:
 м3.
м3.
![]() м3.
м3.
Далее производим расчет производственной программы по отдельным технологическим переделам с учетом потерь, результаты сводим в таблицу 3.
Таблица 3: Производственная программа завода.
| Наименов. технол. передела | Единица измерения | Произв. Потери от брака, % | Производительность | |||
| В год | В сутки | В смену | В час | |||
Отбраковка Транспортировка Формование |
| 3 0,5 0,5 | 8495 8468 8510,4 | 32,16 32,32 32,48 | 32,16 32.32 32,48 | 4,02 4,04 4,06 |
3.1 Расчет потребности в сырьевых материалах
Расчет потребности в сырьевых материалах выполняется с учетом производственной программы и удельного расхода сырья. Результаты представлены в таблице 4.
Таблица 4: Потребность в сырьевых материалах.
| Наименование сырья | Удельный расход сырья на тыс.шт.чер. | Расход, кг | |||
| в час | в смену | в сутки | в год | ||
| Цемент | 930 кг. | 1860 | 14880 | 14880 | 3898560 |
| Песок | 3570 кг. | 7140 | 57120 | 57120 | 14965440 |
| Вода | 375 кг. | 750 | 6000 | 6000 | 1572000 |
| Пигмент | 22 кг. | 44 | 352 | 352 | 92224 |
| Краска | 40 кг. | 80 | 640 | 640 | 167680 |
4. Обоснование технологической схемы производства
Для производства цементно-песчанной черепицы применяется конвейерный способ производства, методом проката. При конвейерном способе технологический процесс расчленяется на элементные процессы, которые выполняются одновременно на отдельных рабочих постах.
При конвейерном способе, формы с изделиями перемещаются от одного поста к другому специальными транспортными устройствами, каждое рабочее место обслуживается закреплённым за ним звеном. Для конвейера характерен принудительный режим работы, т.е. одновременное перемещение всех форм по замкнутому технологическому кольцу с заданной скоростью. Весь процесс изготовления черепицы разделяется на технологические операции, причём одна или несколько из них выполняются на определённом посту.
Тепловые агрегаты являются частью конвейерного кольца и работают в его системе также в принудительном режиме (ритме). Это обуславливает одинаковые или кратные расстояния между технологическими постами (шаг конвейера), одинаковые габариты форм и развёрнутую длину тепловых агрегатов. Оборудование конвейеров рассчитано на изготовление цементно-песчаной черепицы 2-х видов. Конвейерный способ обеспечивает высокую степень механизации и автоматизации производства, эффективное использование производственных площадей. К недостаткам этого способа относят сложность оборудования и трудность переналадки на выпуск изделий другого вида.
4.1 Описание технологического процесса
Поступление материалов. На завод песок привозят автотранспортом на открытый склад №1. Песок проходит стадию подготовки к производственному процессу – через узел приготовления песка:
- Погрузчиком песок засыпается в накопительные бункера, из которых по ленточному транспортеру песок поступает на вибросито (сетка с ячейкой 5 х 5 мм), где происходит отсев крупной фракции, др.включений, и ссыпание этого в накопительный бак.
- Просеянный подготовленный к использованию в производстве песок по ленточному транспортеру поступает на склад № 2.
Замер влажности песка производится 3 раза в смену; дополнительно перед использованием «свежего» - просеянного песка - для корректировки состава бетонной смеси перед приготовлением в бетономешалке.
Песок в заданном количестве загружается скрепером в скиповый подъемник – весы, из которого высыпается в бетономешалку.
Цемент поступает на завод ООО в цементовозах и выгружается в накопительные бункера – силосные банки – на хранение. Шнековым транспортером цемент подается в ковшовый элеватор, откуда выгружается в накопительный бункер, расположенный в цехе. Шнеком транспортером цемент закачивается на весовой дозатор.
Вода для приготовления замеса поступает по системе водоснабжения. Количество «чистой» и «грязной» (оборотная система водоснабжения) воды определено расчетом и отмеряется счетчиком.
Пигменты поступают на завод в мешках, которые хранятся в специально отведенном месте в цехе или на складе раздельно по маркам. Мешки автопогрузчиком подаются к посту приготовления жидких красителей. Пигмент из мешков высыпается в емкость с пропеллерной мешалкой, куда предварительно налито расчетное количество
«чистой» воды. Время перемешивания 90 минут. Затем краситель пневмопомпой перекачивается в расходную емкость, а из расходной емкости - пневмопомпой на весовой дозатор.
Приготовление замеса
Песок, цемент, вода и жидкий пигмент дозируются весовыми дозаторами, управление которыми осуществляется оператором бетоносмесительного узла в полуавтоматическом режиме. Необходимое количество песка, в пересчете на сухое вещество, задается, а затем корректируется в зависимости от влажности поступающего песка.
Отдозированные компоненты перемешиваются в бетоносмесителе. Сначала в течение 40 секунд перемешиваются сухие компоненты, а затем добавляется вода и жидкие пигменты и перемешиваются еще 80 секунд. В зависимости от темпа работы, время перемешивания корректируется. В зимнее время приготовление бетонной смеси предусматривает использование теплой воды (температура не ниже 30 град) и увеличение времени перемешивания на 60 секунд.
Приготовление бетонной смеси не допускается на мерзлом песке.
Приготовленная бетонная смесь подается в расходный бункер, откуда по ленточному транспортеру в приемочный бункер на установку формования черепицы. На конвейере установлен металлоулавливатель.
Формование рядовой черепицы.
Формование черепицы осуществляется путем проката и уплотнения бетонной смеси на специальных паллетах формующим станком (WZ), состоящий из роллера, слиппера и штахельного вала.
Смесь из расходного бункера поступает на конвейер, на котором уложены смазанные паллеты, затем через формующий узел (WZ), где уплотняется и формуется. Плотность бетонной смеси контролируется по показаниям амперметров, показывающих нагрузки на двигатель привода подачи паллет и привода роллера. Сплошной отформованный поток сырца рубится на отдельную черепицу-сырец, кромки которой обрабатываются механизмом правки. Процесс формования черепицы контролируется оператором.
Периодически оператор проводит замеры массы и геометрических размеров черепицы – запись в бланке отчета. При необходимости оператор вносит изменения в режимы формования. Брак отбирается оператором верцойга, оператором покраски и по ленточному транспортеру поступает обратно на линию подачи бетонной смеси на формовочный станок.
После формования сырая черепица на паллетах проходит установку поверхностного окрашивания. Окрашивание происходит методом безвоздушного набрызгивания. Краситель из расходной емкости пневмопомпой через сетчатый фильтр подается в форсунку, через которую разбрызгивается на поверхность черепицы.
Черепица–сырец на паллетах конвейером подается на штабеллер. Здесь сырая черепица набирается в корзины. В каждой корзине укладывается 252 штуки черепицы-сырца. Корзины с черепицей-сырцом вилочным электропогрузчиком («Линда») снимаются со штабеллера и загружаются в камеру тепловой обработки. Из соседней камеры погрузчик забирает корзины с черепицей, прошедшей тепловую обработку и отвозит на штабеллер для разгрузки. Загрузка и выгрузка черепицы происходит параллельно.
Производство половинчатой черепицы осуществляется по схеме рядовой со следующими отличиями: формовка происходит на специальных паллетах, позволяющих после окраски поверхности черепицы отделить специальным дисковым ножом и плугом часть бетона из тела черепицы, который с помощью транспортера возвращается на повторный цикл формования.
Тепловая обработка
Корзины с черепицей-сырцом загружаются в камеру. В камере – 5,5 тыс. штук черепицы. Всего – 6 камер. Для нагревания калорифера используется горячая вода. Горячая вода поступает из котельной. Регулирование подачи тепла, отключение и включение камер, порядок разгрузки и загрузки осуществляется инженером-энергетиком, начальником лаборатории и водителем электропогрузчика согласно карте (плану, заданию).
После тепловой обработки готовая черепица погрузчиком вывозится на штабеллер, где корзина разгружается и паллеты с черепицей
выталкиваются на конвейер. По мере продвижения по системе конвейеров, поверхность черепицы очищается скребком, щеткой, на механизмах распалубки происходит отделение паллеты от черепицы. Визуальный контроль качества на наличие дефектов осуществляет оператор второй покраски, бригадир – упаковщик. Бой от бракованной черепицы сбрасывается в специальный бункер и вывозится.
Подготовка паллет
Освободившиеся паллеты поступают на очистку и смазку, а затем на формовку. Паллеты конвейером проходят механизмы очистки, сначала торцов и затем поверхности, механизм прижима и смазываются раздельно - верх и низ. Смазка на завод привозится автомашинами в емкостях и погрузчиком вывозятся в специально отведенное место (склад ГСМ). По мере необходимости емкости погрузчиком подвозятся и смазка сливается в накопительную емкость, откуда шестеренчатым насосом перекачивается в расходную емкость. Из расходной емкости насосом через форсунки смазка наносится на паллеты. Смазанные паллеты подаются на механизм подачи паллет.
Упаковка и складирование готовой продукции
Черепица по конвейеру поступает к упаковщикам, которые укладывают черепицу на поддоны вручную согласно схеме. Количество черепицы в упаковке и способ упаковки соответствуют требованиям ТУ 5756-001-41546053-03 п.1.2 . Затем поддоны с черепицей погрузчиком доставляются к упаковочной машине «Робопак», где их обматывают пленкой. Затем электропогрузчиком упакованный поддон вывозиться на склад. В таком виде черепица хранится на складе не менее 28 суток (разрушающая нагрузка не должна быть менее 200 кг).
Складирование и транспортирование черепицы
Черепица доставляется из цеха на склад готовой продукции дизельным погрузчиком на деревянных поддонах, перевязанная полимерной лентой и упакованной в полиэтиленовую пленку. Черепица складируется в штабеля с установкой поддонов друг на друга высотой согласно требований ТУ 5756-001-41546053-03. Черепица хранится раздельно по видам и партиям.