


Совершенствование системы контроля длины заготовки установки для гибки прутков
1. Аналитический обзор
1.1 Описание существующего оборудования
1.2 Анализ достоинств и недостатков оборудования
1.3 Обоснование предлагаемых решений
2. Конструкторская часть
2.1 Модернизация системы управления установкой
2.2 Разработка средств автоматизации
2.2.1 Выбор и описание счетчика импульсов
2.2.2 Выбор и описание датчика наличия заготовки
2.2.3 Выбор и описание преобразователя частоты
2.3 Разработка электрической схемы блока управления установкой
ЗАКЛЮЧЕНИЕ
ВВЕДЕНИЕ
Интенсификация экономики на современном этапе обусловлена ускорением научно-технического прогресса, одно из основных направлений которого — автоматизация и механизация производства.
Одно из основных направлений развития машиностроения - широкое внедрение гибких переналаживаемых производств и систем автоматизированного проектирования, автоматических прессовых линий, машин и оборудования со встроенными средствами микропроцессорной техники, обрабатывающих центров с числовым программным управлением, робототехнических штамповочных комплексов.
Развитием современного производства предусмотрено интенсивное внедрение автоматизации производственных процессов во все отрасли народного хозяйства и в первую очередь в управление технологическими процессами. Автоматизированные системы управления, базирующиеся на современных научных достижениях в области технической кибернетики, применение экономико-математических методов, широком использовании средств вычислительной техники, являются мощным средством повышения производительности труда и качества выпускаемой продукции, значительной экономией материальных, энергетических и трудовых ресурсов.
Анализ тенденций развития автоматизированного оборудования позволяет выделить следующие направления, которые являются существенными для модернизации существующего и создания нового оборудования:
автоматизация сбора, обработки параметров технологического процесса и выработка управляющих воздействий;
повышение точности и экспрессности (т.е. ускорение вспомогательных технологических операций без ухудшения конечного результата) проведения технологического процесса;
совершенствование узлов автоматов с целью снижения энерго- и материалоемкости, использование новой элементной базы;
гибкость, легкость переналадки;
совершенствование методического и программного обеспечения.
Целью дипломного проекта является модернизация оборудования для гибки и резки прутков, позволяющая повысить технический уровень технологического оборудования до современного.
Для достижения указанной цели необходимо решить следующие основные вопросы:
- выбор оборудования и разработка принципиальных электрических схем;
- разработка нового алгоритма для автоматизации технологического процесса изготовления деталей.
1. АНАЛИТИЧЕСКИЙ ОБЗОР
1.1 Описание существующего оборудования
Данная установка предназначена для изготовления колец разного диаметра из прутков. Внешний вид установки представлен на рисунке 1.
Установка состоит из следующих основных механизмов и узлов:
1 – механизм подачи и гибки, предназначенный для гибки прутка в кольцо определенного диаметра и отрезки кольца. Механизм подачи состоит из двух пар тянущих профильных роликов. Приводится в действие механизм подачи системой зубчатых колес от мотор-редуктора. При резке кольца рычажный механизм разводит ролики и подача прекращается. Отрезка производится ножом, перемещающимся по направляющим и приводящимся в действие от пневмоцилиндра. Механизм гибки настраивается на гибку колец различного диаметра от 50 до 480 мм из прутка диаметром 5 мм.
2 – модуль правки, предназначенный для выпрямления исходной заготовки. Модуль состоит из двух правочных головок, расположенных в разных плоскостях. В каждой головке пять роликов, зазор между которыми может регулироваться специальным винтовым механизмом, для настройки усилия правки.
3 – каркас, на котором смонтированы все основные части установки. Каркас сварен из стальных уголков, листов и крепится на столе болтами.
4 – ограждение, защищающее от поражения рук движущимися частями установки.
5 – пневмопанель, на которой расположены элементы пневмосистемы управления установкой – блок подготовки воздуха, пневмораспределитель, дроссели-клапаны.
6 – мотор-редуктор мощностью 2,2 кВт, приводящий в движение устройство подачи прутка.
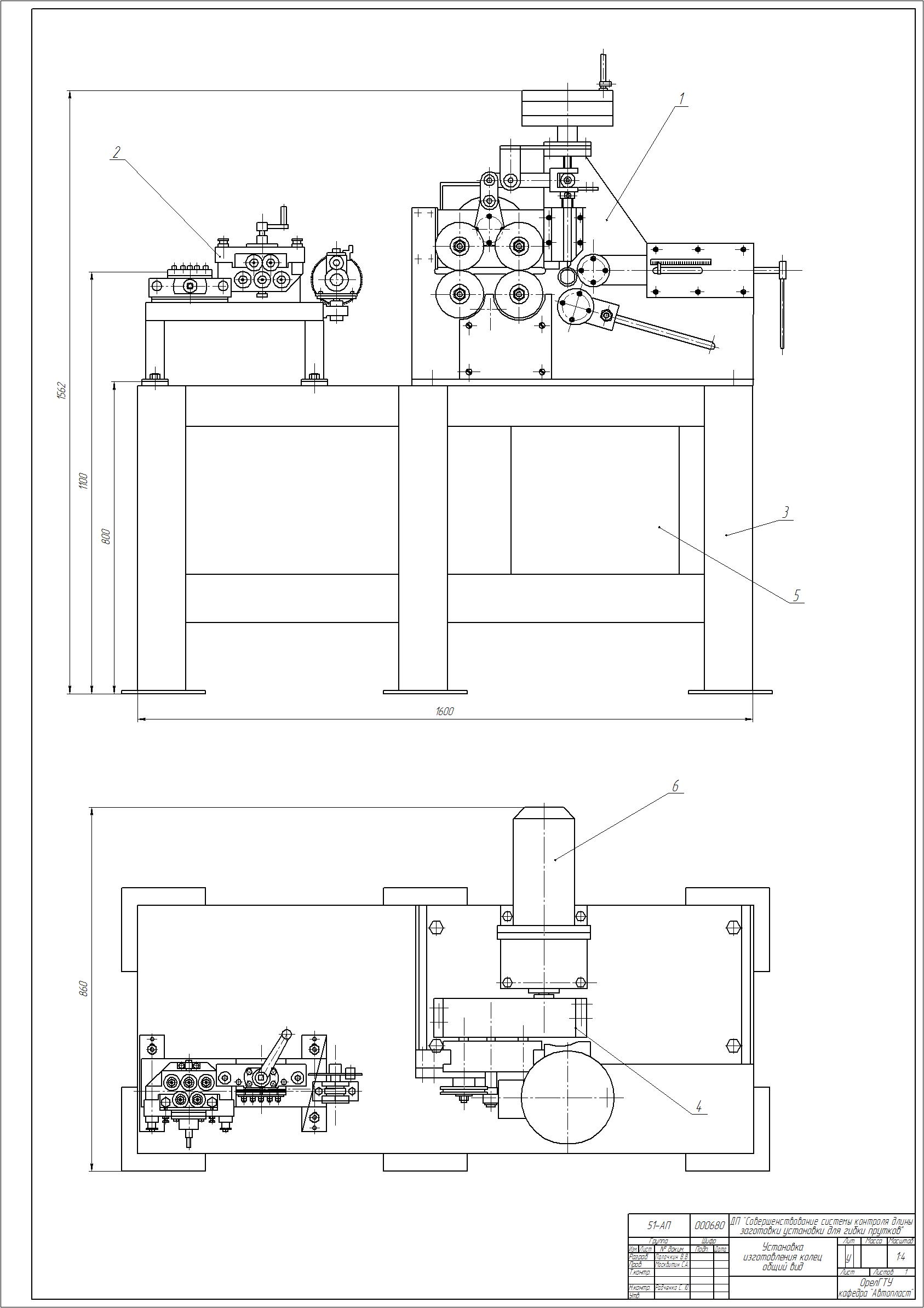
Рисунок 1 – Общий вид установки
Установка работает после наладки и пуска по замкнутому циклу. Циклограмма работы установки представлена на рисунке 2.
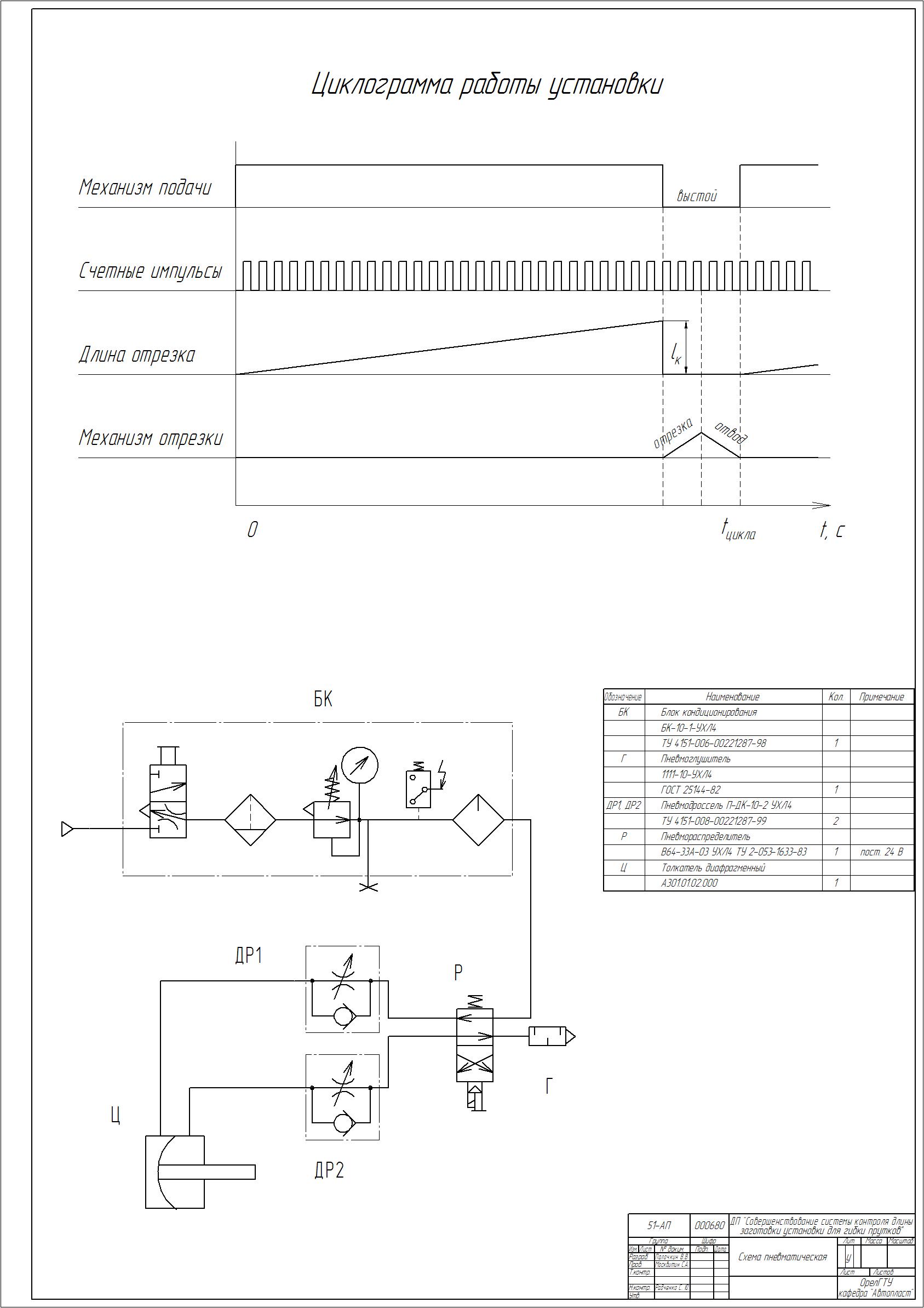
Рисунок 2 – Циклограмма работы установки
Работа происходит следующим образом. Пруток из бухты заправляется в модуль правки, далее в привод ротора датчика угла и в устройство подачи. Модуль правки настраивается на определенное усилие правки. Положение гибочных роликов настраивается на нужный радиус кольца. Блок управления настраивается на нужную длину отрезаемого кольца. Далее производится пуск установки. При подаче прутка датчик угла посылает счетные импульсы на блок управления, где они преобразуются в длину и подсчитываются. При отсчете нужной длины срабатывает электромагнит, переключающий пневмораспределитель, который изменяет направление подачи сжатого воздуха в пневмоцилиндре, пневмоцилиндр разводит подающие ролики и осуществляет отрезку кольца. После этого установка возвращается в исходное положение и цикл повторяется. В таком цикле установка работает в автоматическом режиме до полного израсходования проволоки в бухте.
Пневмосхема установки представлена на рисунке 3. В нее входит:
- блок подготовки воздуха БК, включающий сливной клапан, фильтр-осушитель для удаления из воздуха влаги, вызывающей коррозию пневмооборудования, регулятор давления с манометром и маслораспылитель, насыщающий сжатый воздух парами масла для смазки движущихся узлов пневмосистемы;
- дроссели-клапаны ДР1 иДР2 для регулирования скорости перемещения поршня пневмоцилиндра;
- золотниковый распределитель Р с помощью которого осуществляется реверс пневмоцилиндра;
- пневмоцилиндр Ц;
- глушитель Г, снижающий шум при работе установки.
Рисунок 3 – Пневмосистема установки
1.2 Анализ достоинств и недостатков оборудования
Достоинствами установки являются ее простота конструкции, возможность изготовления колец различной длины, возможность работы в автоматическом режиме.
Недостатками установки являются:
- отсутствие плавной регулировки частоты вращения электродвигателя;
- брак в работе при отрезке колец в случае падения давления в цеховой магистрали сжатого воздуха;
- неточность отсчитывания длины отрезка из-за слабой помехозащищенности блока управления;
- отсутствие системы подсчета количества деталей в партии;
- работа установки вхолостую при отсутствии заготовки.
Эти недостатки снижают производительность установки, снижают качество изделий, к тому же требуется тщательная наладка установки и контроль над ее работой со стороны оператора.
1.3 Обоснование предлагаемых решений
Анализ достоинств и недостатков оборудования показывает, что можно улучшить работу установки, модернизировав систему управления ею. Предлагаются следующие изменения:
- добавить в схему управления двигателем преобразователь частоты для регулирования частоты вращения двигателя подачи;
- добавить систему блокировки работы установки при падении давления сжатого воздуха ниже предельного;
- повысить помехозащищенность блока управления путем применения оптронной развязки и фильтров помех;
- добавить систему подсчета количества деталей, сигнализирующую об окончании изготовления партии;
- добавить систему блокировки работы установки при отсутствии заготовки.
Эти мероприятия позволят устранить существующие недостатки и улучшить работу установки.
2. КОНСТРУКТОРСКАЯ ЧАСТЬ
2.1 Модернизация системы управления установкой
Предлагаемая структурная схема установки приведена на рисунке 4.
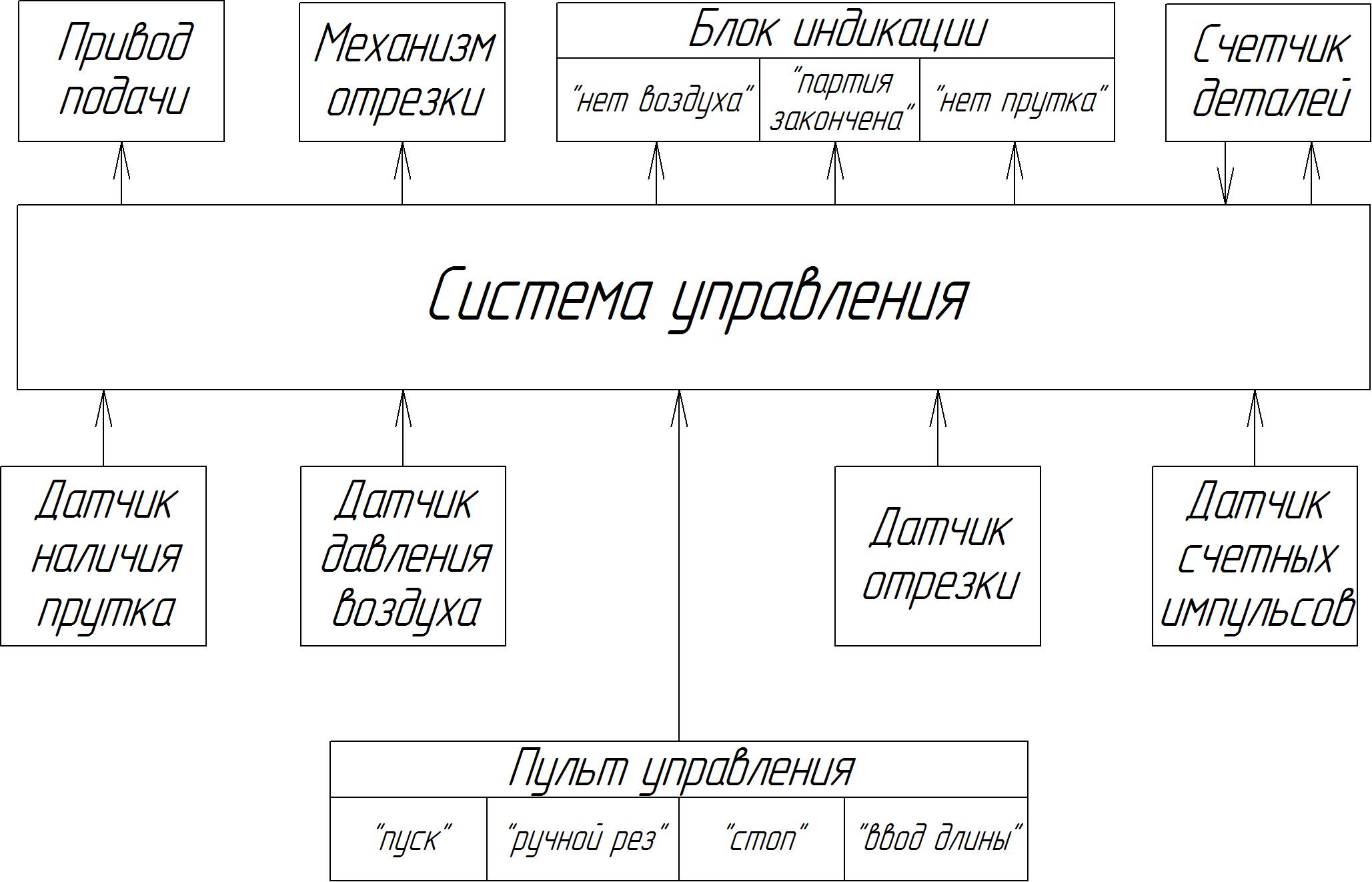
Рисунок 4 – Структурная схема работы установки
В схему вводится блок индикации, сигнальные лампы которого загораются при падении давления воздуха, окончании партии деталей или отсутствии заготовки. При этих ситуациях блокируется работа установки. Сигналы поступают от соответствующих датчиков. С пульта управления вводится длина отрезка, а также осуществляется пуск и остановка установки.
Измененный алгоритм работы системы управления представлен на рисунке 5.
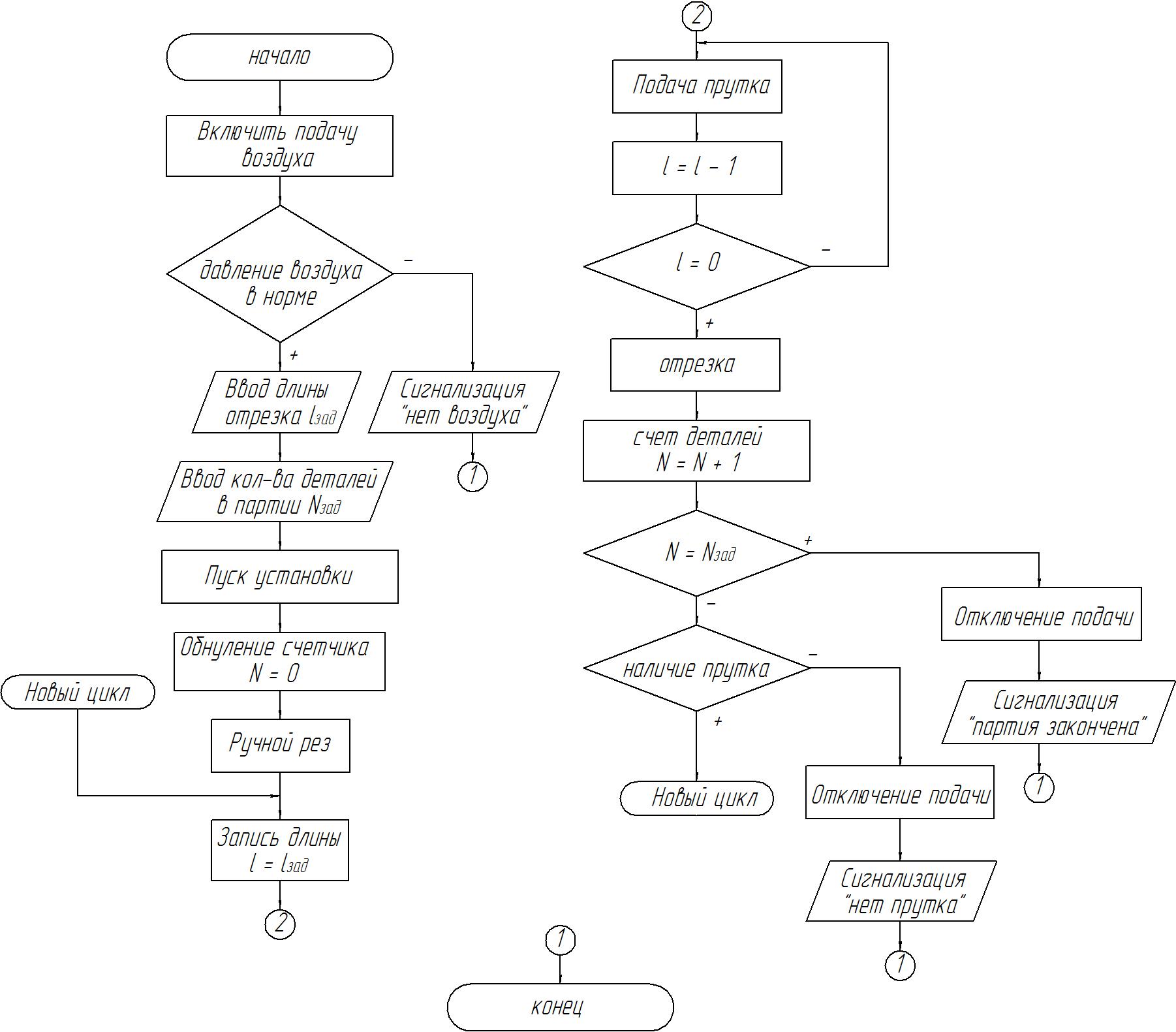
Рисунок 5 – Алгоритм работы установки
После начала работы необходимо включить подачу воздуха, после этого производится проверка давления воздуха в системе. Если оно падает ниже определенного предела, установка отключается и производится сигнализация "нет воздуха". Если давление в норме, производится ввод длины отрезка и количества деталей в партии. Далее обнуляется счетчик деталей. Производится ручной рез, после чего начинается цикл работы. Производится запись длины отрезка в память блока управления. Далее производится подача прутка. При перемещении прутка на 1 мм выдается счетный импульс, который уменьшает длину отрезка в памяти на 1 мм. После этого производится проверка равенства нулю длины отрезка. При невыполнении условия осуществляется возврат к подаче прутка. При выполнении условия производится отрезка кольца, и количество деталей увеличивается на одну. Далее проверяется условие равенства числа деталей числу, записанному в память счетчика деталей. При равенстве отключается подача прутка и выдается сигнализация "конец партии". Если же равенство не выполняется, проверяется наличие заготовки. Если пруток закончился, подача также отключается и включается сигнализация "нет прутка". Если заготовка есть, то начинается новый цикл работы.
2.2 Разработка средств автоматизации
2.2.1 Выбор и описание счетчика импульсов
Для подсчета деталей в партии необходимо после каждого реза подавать счетные импульсы на специальный счетчик с управляющим выходом. В качестве счетчика выбираем разработанный фирмой "ОВЕН" счетчик импульсов СИ8.
Универсальный программируемый восьмиразрядный счетчик импульсов СИ8 предназначен для подсчета:
количества поступающих на его входы импульсов, как в прямом, так и в обратном направлении и перевода его в физическую величину (путем умножения на заданный множитель);
частоты и длительности подаваемых на его входы импульсов;
времени наработки оборудования;
- среднего и суммарного расхода жидкости (совместно с импульсными или частотными датчиками).
Внешний вид прибора представлен на рисунке 6.
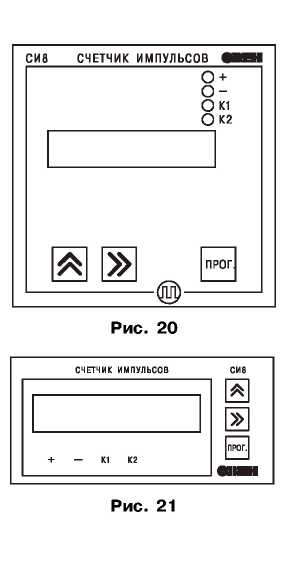
Рисунок 6 - Внешний вид прибора
Прибор имеет два встроенных выходных устройства ключевого типа для включения-выключения внешнего технологического оборудования при достижении заданных установок.
Прибор предназначен для использования в следующих условиях:
Допустимая температура окружающего воздуха, +1...+50°С;
Относительная влажность воздуха не более 80%;
Атмосферное давление 86...107 кПа.
Функциональная схема прибора приведена на рисунке 7. Прибор имеет три входа для подключения внешних управляющих сигналов, которые через симистор входов подаются на входы блока обработки данных.
Блок обработки данных содержит реверсивный счетчик импульсов с предделителем на входе и умножителем на выходе, счетчик времени и вычислитель среднего расхода, а также два логических устройства, которые в соответствии с заданным пользователем алгоритмом формируют сигналы управления выходными устройствами.
Технические характеристики счетчика приведены в табл. 1.
Таблица 1. Технические характеристики счетчика СИ8
| Наименование | Значение | |
| Питание | ||
Напряжение питания - переменное - постоянное Потребляемая мощность | 130... 265 В 180...310В не более 4 ВА | |
| Входы | ||
Количество входов управления Напряжение низкого (активного) уровня на входах Напряжение высокого уровня на входах | 3 от 0 до 0,8 В от 2,4 до 30 В | |
| Характеристики счетчика импульсов | ||
Количество счетных разрядов Максимальная частота входных импульсов Минимальная длительность входных импульсов Диапазон значений предделителя Диапазон значений множителя Постоянная времени входного фильтра | 7 8000 Гц 0,1 мс 1...9999 0,000001...9999999 0,1...1000 мс | |
| Расходомер | ||
| Время измерения среднего расхода | 1...99С | |
| Счетчик времени | ||
| Дискретность отсчета времени | ||
| - в режиме счетчика наработки | 1 мин | |
| - в режиме измерителя длительности | 0,01с | |
| Выходные устройства | ||
| Максимальный ток, коммутируемый | 8 А при напряжении | |
| контактами реле | 220 В и cos ф>0,4 | |
| Максимальный ток нагрузки | 0,2 А при напряжении +50 В | |
| транзисторной оптопары | ||
| Максимальный ток нагрузки оптосимистора | 50 мА при 300 В (постоянно | |
| открытый симистор) или 1 А | ||
| (симистор включ. с частотой | ||
| не более 50 Гц и tMMn = 5 мс) | ||
| Максимально допустимый ток нагрузки | ||
| дублирующего выхода второго канала | 30 мА (при напряжении + 30 В) | |
| Корпус | ||
| Характеристики | Тип корпуса | |
| настенный | щитовой Щ1 | щитовой Щ2 |
| Степень защиты | IP44 | IP54* | IP20* |
| Габаритные размеры, мм | 130x105x65 | 96x96x70 | 96x48x100 |
| Масса прибора | не более 1,0 кг | ||
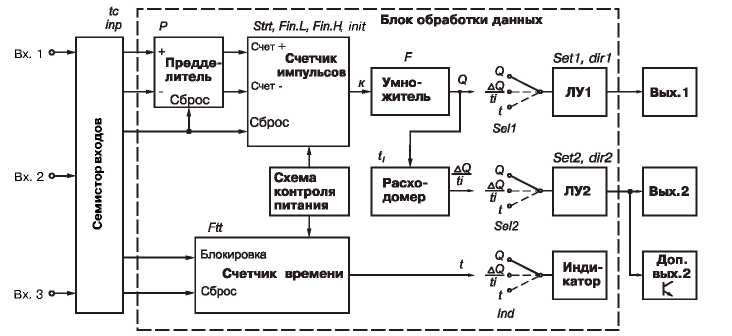
Рисунок 7 - Функциональная схема счетчика
Прибор имеет три входа для подключения внешних управляющих сигналов. К входам могут быть подключены:
- контакты кнопок, выключателей, герконов, реле и т.п. (рисунок 8);
- активные датчики, имеющие на выходе транзистор n-р-n-типа с открытым коллекторным выходом. Для питания таких датчиков на клеммник прибора выведено напряжение +24...+30 В (максимальный ток нагрузки 100 мА);
- другие типы датчиков с выходным напряжением высокого уровня от 2,4 до +30 В и низкого уровня от 0 до 0,8 В. Входной ток при напряжении низкого уровня не превышает 15 мА.
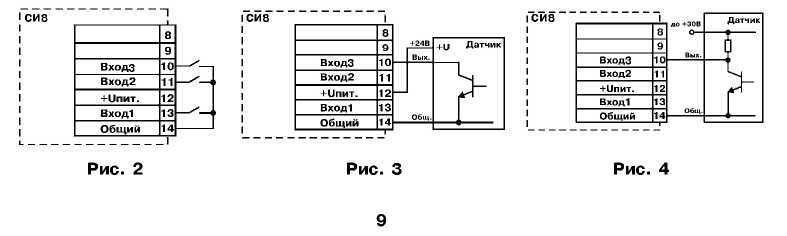
Рисунок 8 – Варианты подключения входных устройств для счета
Контроллер питания предназначен для формирования сигнала, по которому счетчики сохраняют информацию о своем текущем состоянии в энергонезависимой памяти. Благодаря этому при восстановлении питания возможно продолжать прерванный технологический процесс без потери информации.
Логические устройства (ЛУ) предназначены для сравнения текущего значения контролируемой величины с заданными установками, и формирования сигналов управления выходными устройствами в соответствие с заданным алгоритмом. Прибор имеет два логических устройства, на вход каждого из которых может быть подано:
либо текущее значение физической величины,
либо состояние расходомера,
либо состояние счетчика времени.
Выходные устройства управления, подключенные к логическим устройствам, могут быть выполнены в виде реле, транзисторной оптопары или оптосимистора. Они используются для управления (включения/выключения) нагрузкой либо непосредственно, либо через более мощные управляющие элементы, такие как пускатели, твердотельные реле, тиристоры или симисторы. Все выходные устройства имеют гальваническую развязку от схемы прибора.
Транзисторная оптопара применяется, как правило, для управления низковольтным реле (до 50 В). Схема подключения приведена на рисунке 9. Во избежание выхода из строя транзистора из-за большого тока самоиндукции, параллельно обмотке реле необходимо устанавливать диод VD1 (типа КД103 или аналогичный).
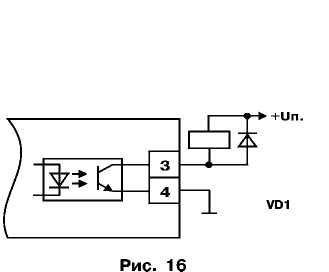
Рисунок 9 – Схема подключения выходного реле
Оптосимистор включается в цепь управления мощного симистора через ограничивающий резистор R1 по схеме, представленной на рисунок 10. Величина резистора определяет ток управления симистора.
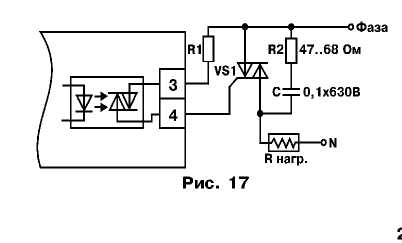
Рисунок 10 – Схема подключения выходного симистора
Оптосимистор может также управлять парой встречно-параллельно включенных тиристоров (см. рисунок 11).
Для предотвращения пробоя тиристоров или симисторов из-за высоковольтных скачков напряжения в сети к их выводам рекомендуется подключать фильтрующую RC цепочку.
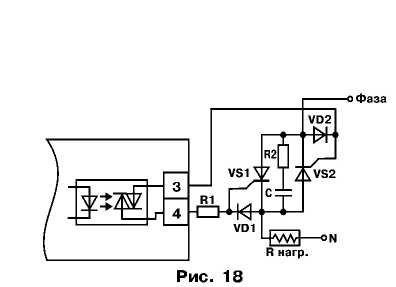
Рисунок 11 - Схема подключения встречно-параллельно включенных тиристоров
Восьмиразрядный цифровой индикатор постоянно отображает по выбору пользователя одно из следующих значений:
состояние счетчика импульсов;
состояние расходомера;
состояние счетчика времени;
Прибор конструктивно выполнен в пластмассовом корпусе, предназначенном для щитового или настенного крепления.
Все элементы прибора размещены на двух печатных платах. На одной плате расположена клавиатура управления прибором, цифровой индикатор и светодиоды. На другой - блок питания и присоединительный клемник. Для установки прибора в щит в комплекте поставки прилагаются крепежные элементы.
Клеммник для подсоединения внешних связей у приборов щитового крепления находится на задней стенке. В приборах настенного крепления он расположен внутри прибора, а в отверстиях подвода внешних связей установлены резиновые уплотнители.
На лицевой панели расположены элементы управления и индикации. Восьмиразрядный цифровой индикатор служит для отображения отсчитываемого значения либо функциональных параметров прибора.
Четыре светодиода красного свечения сигнализируют о направлении счета и состоянии выходных устройств:
"+" - направление счета - прямое;
"-" - направление счета - обратное;
"К1" - включено первое выходное устройство;
"К2" - включено второе выходное устройство.
Кнопка (прог) предназначена для входа в режим просмотра и установки рабочих параметров, для перехода к установке значения параметра после его выбора, а также для записи нового установленного значения в энергонезависимую память и выхода в режим РАБОТА.
Кнопка |А| предназначена:
в режиме РАБОТА - для просмотра значения первого теневого источника при ее удержании;
в режиме ПРОГРАММИРОВАНИЕ - для выбора параметра из списка, изменения знака числа или его значения.
Кнопка |»| предназначена:
в режиме РАБОТА - для просмотра значения второго теневого источника при ее удержании;
в режиме ПРОГРАММИРОВАНИЕ - для перехода к параметру, выполняющему возврат в "Меню групп параметров" или режим РАБОТА, либо к установке положения запятой при задании значения множителя или выбора разряда при установке значения параметра.
Подключение прибора СИ8 с оптосимисторным, релейным и оптотранзисторным выходами представлено на рисунках 12 – 14.
Выбираем вариант прибора с релейным выходом. Выходной сигнал будет использоваться для блокировки работы установки с помощью реле. Счетные импульсы для подсчета изделий в партии предлагается брать с датчика отрезки, срабатывающего при каждой резке кольца и запускающего новый цикл.
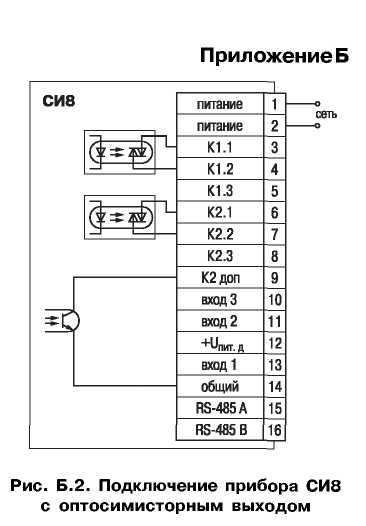
Рисунок 12 – Подключение прибора с оптосимисторным выходом
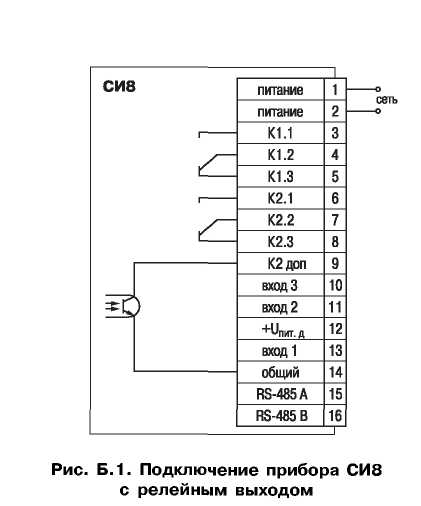
Рисунок 13 – Подключение прибора с релейным выходом
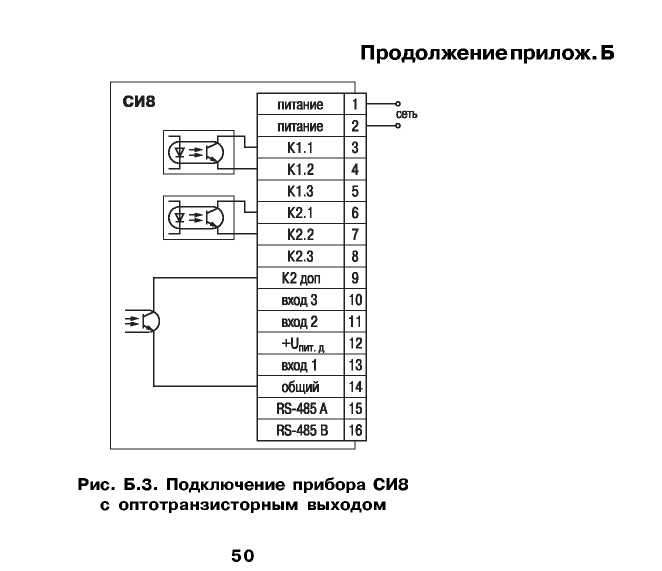
Рисунок 14 – Подключение прибора с оптотранзисторным выходом
2.2.2 Выбор и описание датчика наличия заготовки
Для контроля наличия заготовки, необходим датчик, вырабатывающий сигнал при исчезновении прутка. Датчик должен быть малогабаритным, надежным иметь хорошую помехозащищенность, желательно с дискретным выходом. Этим требованиям удовлетворяют щелевые оптические инфракрасные датчики, разработанные фирмой "Honeywell". Датчик максимально защищен от постороннего света и загрязнения. Это позволит четко фиксировать наличие или отсутствие прутка в установке.
Используем передающий оптический преобразователь марки HOA2005. Внешний вид датчика изображен на рисунке 15.
Рисунок 15 – Внешний вид датчика
Характеристика датчика:
- интерфейс с прямой TTL логикой;
- логическая буферная схема;
- светофильтр, защищающий от пыли и отраженного света;
- точная считывающая позиция;
- апертурные окна размером 0.25 мм;
- ширина впадины 8 мм.
HOA2005 содержит инфракрасный светодиод, стоящий перед оптическим детектором (датчиком), заключенные в черном термопластичном корпусе. Фотоприемник состоит из фотодиода, усилителя, регулятора напряжения, триггера Шмитта и выходного транзистора N-P-N структуры с резистором номинальным сопротивлением 10 кОм. Буферная логическая схема обеспечивает высокую производительность, когда оптическая длина пути чиста (прозрачна), и низкую производительность, когда путь блокирован. Компоновка корпуса полезна в приложениях, в которых ИС размещается параллельно к базовой плоскости. И эмиттер, и детектор датчика имеют окно размером 0.25 мм Х 1.52 мм. Эта особенность идеальна для использования в приложениях, в которых желательна максимальная разрешающая способность.
Все устройства используют встроенный деформируемый вывод для максимальной прочности вложенных проводов. Корпус преобразователя содержит инфракрасные передающие окна. Эта особенность обеспечивает превосходную защиту против отраженного света.
Серия HOA2005 использует компоненты, отлитые из пластмассы. Корпус материала - поликарбонат. Корпус растворим в хлорированных углеводородах и кетонах. Рекомендованными очищающими средствами являются метиловый и изопропиловый спирт.
Цвета проводов и функции:
Красный цвет - IRED Анод.
Черный - IRED Катод.
Зеленый – Земля детектора.
Белый - питание детектора.
Голубой – выход детектора.
Электрические характеристики:
Напряжение питания: 4,5 – 12 В.
Падение напряжения на излучателе – 1,6 В.
Гистерезис – 10 %.
Потребляемый ток – 20 мА.
Внутренняя схема датчика приведена на рисунке 16. Сема датчика содержит операционный усилитель, триггер Шмитта, выходной транзистор. Питание осуществляется от встроенного регулятора напряжения. В результате сигнал с датчика можно напрямую использовать для управления цепью питания реле и т.д.
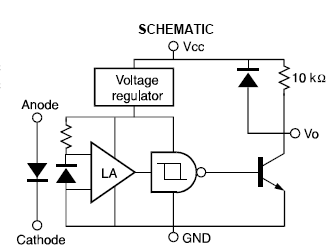
Рисунок 16 – Внутренняя схема датчика
Схема установки датчика наличия заготовки приведена на рисунке 17. Датчик устанавливается непосредственно возле роликов, подающих заготовку, и соединяется кабелем с блоком управления.
Конструкция и схема установки датчика длины приведена на рисунке 18. Датчик измерения длины отрезка прутка конструктивно состоит из привода ротора, кодового диска и оптического датчика. Привод ротора закрепляется на каркасе установки после модуля правки. Он состоит из корпуса, профильного приводного и нажимного роликов. На оси приводного ролика установлен кодовый диск с прорезями по окружности. Размеры прорезей и диаметры диска и ролика подобраны таким образом, что перемещение прутка на 1 мм вызывает поворот диска на угол, соответствующий 1 прорези. Это позволяет отсчитывать длину с точностью до 1 мм.
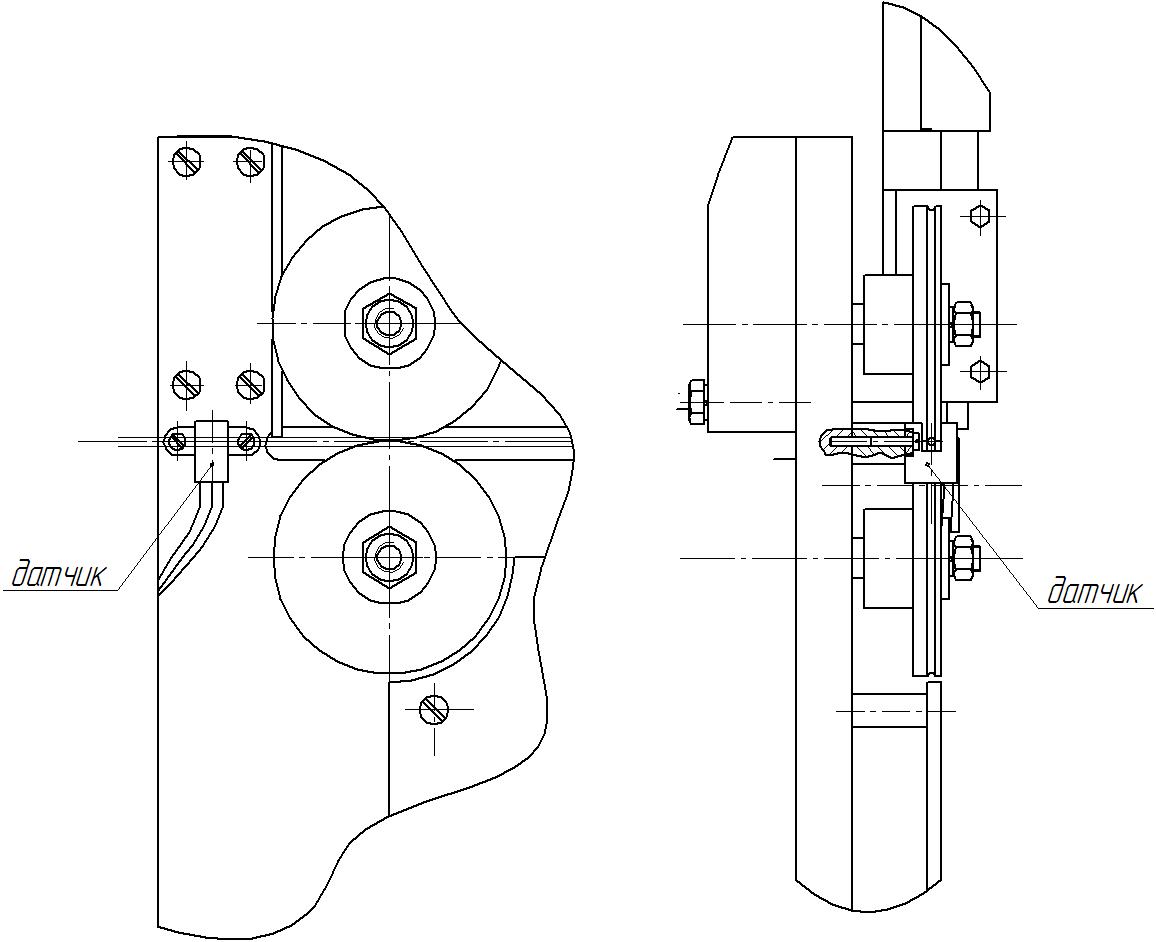
Рисунок 17 – Схема установки датчика наличия заготовки
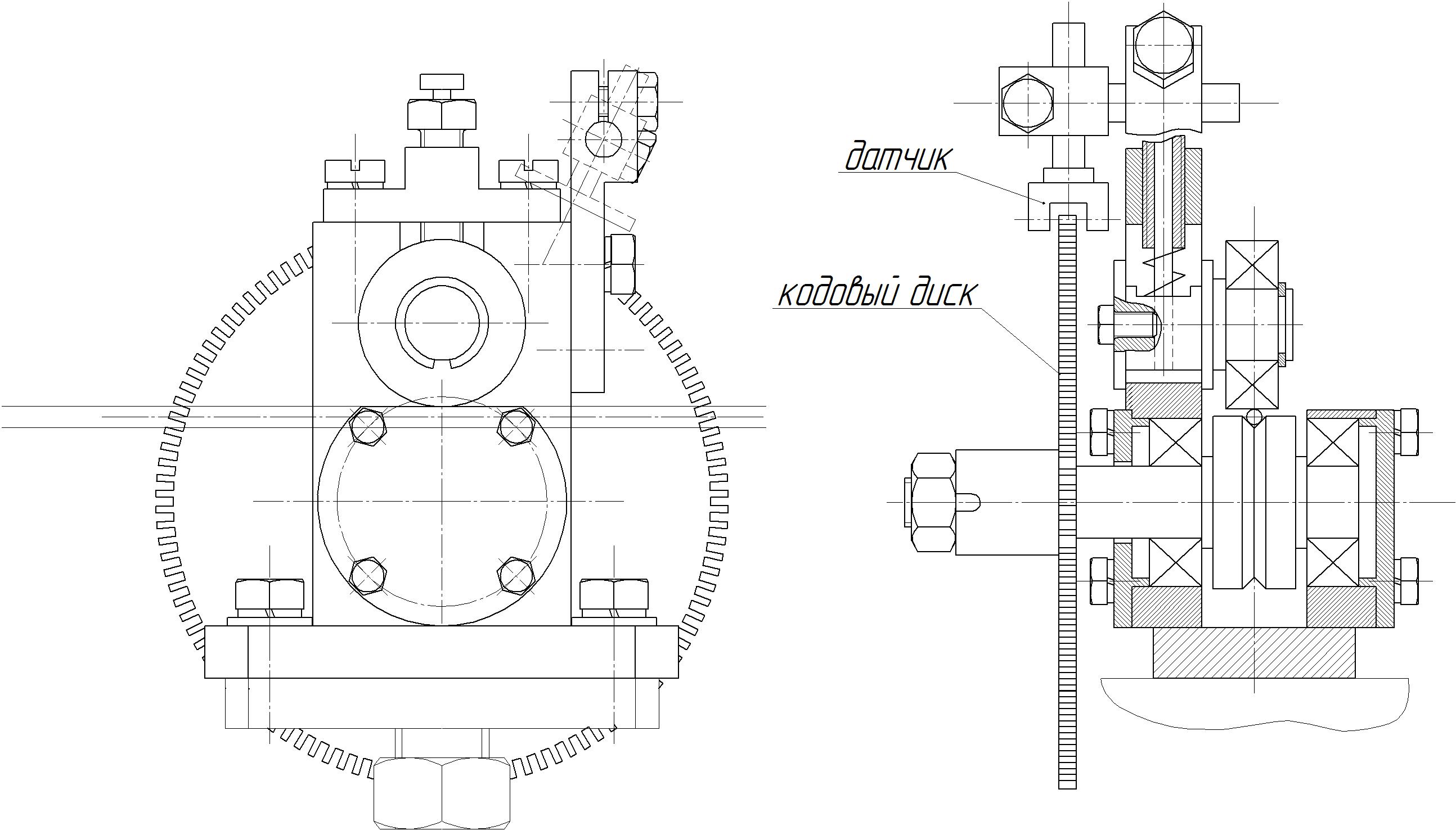
Рисунок 18 – Схема установки датчика длины
2.2.3 Выбор и описание преобразователя частоты
Для плавного регулирования скорости вращения электродвигателя привода подачи рационально использовать промышленный преобразователь частоты. Хорошими характеристиками обладают преобразователи компании Delta Electronics.
Преобразователи частоты VFD компании Delta Electronics, Inc. содержат 8 серий: VFD-A, В, F, S, M, L, V для асинхронных двигателей мощностью от 40 Вт до 110 кВт. Ежемесячно заводы компании изготавливают порядка 50000 преобразователей. Все заводы сертифицированы по стандарту ISO9002. Преобразователи маркируются знаком соответствия Европейским нормам СЕ.
Выбираем серию VFD-M как наиболее дешевую и простую в использовании.
Преобразователи частоты (ПЧ) серии VFD-M предназначены для управления скоростью вращения трехфазных асинхронных электродвигателей с короткозамкнутым ротором мощностью от 0,4 до 7,5 кВт в составе такого оборудования как, насосы, вентиляторы, миксеры, экструдеры, транспортирующие и подъемные механизмы и т. п. ПЧ этой серии отличаются:
малыми габаритами (с «книжной» формой) и массой;
низким уровнем шума за счет высокой несущей частоты (до 15 кГц);
съемным пультом управления;
широкими возможностями конфигурации ПЧ (155 параметров, значения которых пользователь может изменять с пульта управления или через последовательный интерфейс RS-485 с компьютера).
При производстве ПЧ VFD используются качественные комплектующие известных производителей:
главный процессор 16-битный серии 196 фирмы INTEL,
силовые IGBT и диодные модули фирмы MITSUBISHI, EUPEC,
электролитические конденсаторы фирмы NICHI CON.
Преобразователи VFD-M имеют защиту от многих аварийных и нештатных режимов:
от токов недопустимой перегрузки и короткого замыкания, в том числе от замыкания выходной фазы на "землю";
от недопустимых перенапряжений на силовых элементах;
перегрева радиатора;
от недопустимых отклонений, исчезновения и неполнофазного режима напряжения питающей сети;
от недопустимых отклонений технологического параметра;
от несанкционированного доступа к программируемым параметрам (защита паролем).
Условия транспортирования:
температура среды - в диапазоне от - 20 до +60°С;
относительная влажность - до 90% (без образования конденсата);
атмосферное давление - от 86 до 106 кПа.
допустимая вибрация - не более 9,86м/сек2 (1 g) на частотах до 20Гц и не более 5,88 м/сек2 на частотах в диапазоне от 20 до 50Гц.
Условия хранения:
хранить в сухом и чистом помещении;
при температуре среды от минус 20 до +60°С;
при относительной влажности до 90% (без образования конденсата);
при атмосферном давлении от 86 до ЮбкПа;
не хранить в условиях, благоприятствующих коррозии;
не хранить на неустойчивых поверхностях;
срок хранения преобразователя - не более 1 года без необходимости электротренировки электролитических конденсаторов. При более длительном хранении перед включением необходимо произвести формование конденсаторов цепи постоянного тока (см. п.6-2).
Условия эксплуатации:
сухое закрытое помещение;
отсутствие прямого попадания брызг и выпадения конденсата влаги (после нахождения ПЧ под минусовыми температурами, с целью устранения кондесата, необходимо выдержать преобразователь при комнатной температуре в течение нескольких часов до подачи на него питающего напряжения);
отсутствие воздействия прямых солнечных лучей и других источников нагрева;
отсутствие воздействия агрессивных газов и паров, жидкостей, пылеобразных частиц и т.д.;
отсутствие токопроводящей пыли;
содержание нетокопроводящей пыли и частиц должно быть не более 0.7 мг/м3;
отсутствие вибраций и ударов;
отсутствие сильных электромагнитных полей со стороны другого оборудования;
рабочая температура - от минус 10 до + 50°С (до +40°С для модели на 5.5 кВт и 7.5 кВт);
относительная влажность воздуха — до 90% (без образования конденсата);
атмосферное давление — 86 — 106 кПа;
высота над уровнем моря — до 1000м;
допустимая вибрация - не более 9,86м/сек2 (lg) на частотах до 20Гц и не более 5,88 м/сек2 на частотах в диапазоне от 20 до 50Гц.
Подключение двигателя, тормозного резистора и автомата защиты производится согласно типовой схеме, приведенной на рисунке 19.
Подключение трехфазной сети (U = 220 или 380В в зависимости от типономинала) осуществляется к терминалам R, S, Т. Для преобразователей с питанием 1х220 В провода «фаза» и «ноль» подключаются к любым двум из трех терминалов, например, R и S.
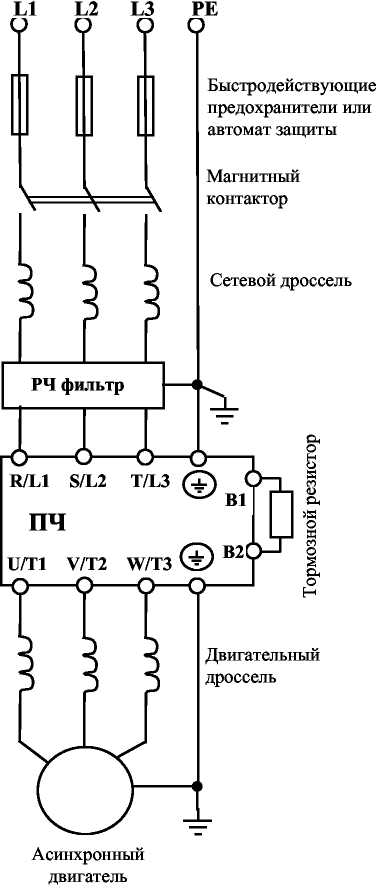
Рисунок 19 – Подключение внешних устройств к преобразователю
Примечания:
сопротивление контура заземления не должно превышать 100 Ом. Заземление между ПЧ, двигателем и экранирующей оболочкой кабеля должно иметь высокочастотную эквипотенциальность;
длина кабеля между ПЧ и двигателем не должна превышать:
30 м для несущей частоты 15 кГц,
50 м для несущей частоты 10 кГц,
100 м для несущей частоты 5 кГц,
100 м - < 3 кГц;
при длине кабеля более 30м может потребоваться использование индуктивного фильтра, устанавливаемого между ПЧ и двигателем.
при длинном сетевом и двигательном кабеле сечение должно выбираться с учетом возможного падения напряжения;
тормозной резистор необходим в случае необходимости быстрой остановки двигателя;
для уменьшения электромагнитных помех рекомендуется применять кабели с тремя жилами питания и одной жилой заземляющей, помещенных в экран или металлорукав. Экран кабеля соединяется с точками заземления с двух сторон. Проводники, соединяющие экран не должны иметь разрывов. Промежуточные клеммники должны находиться в экранированных металлических коробках, отвечающих требованиям по ЭМС.
рекомендуется использовать кабели с ПВХ изоляцией, выдерживающей температуру + 105°С.
для подключения кабелей к силовым терминалам используйте кабельные наконечники.
закрепите подводящие силовые и сигнальные провода возле ввода в ПЧ, чтобы предотвратить разрушение силовых терминалов и терминалов управления.
при использовании устройства защитного отключения (УЗО) рекомендуется выбирать УЗО с током отключения не менее 200 мА и временем отключения не менее 0,1 сек, так как при более чувствительном УЗО возможны ложные срабатывания.
Типовая схема соединений с внешними устройствами приведена на рисунке 20.
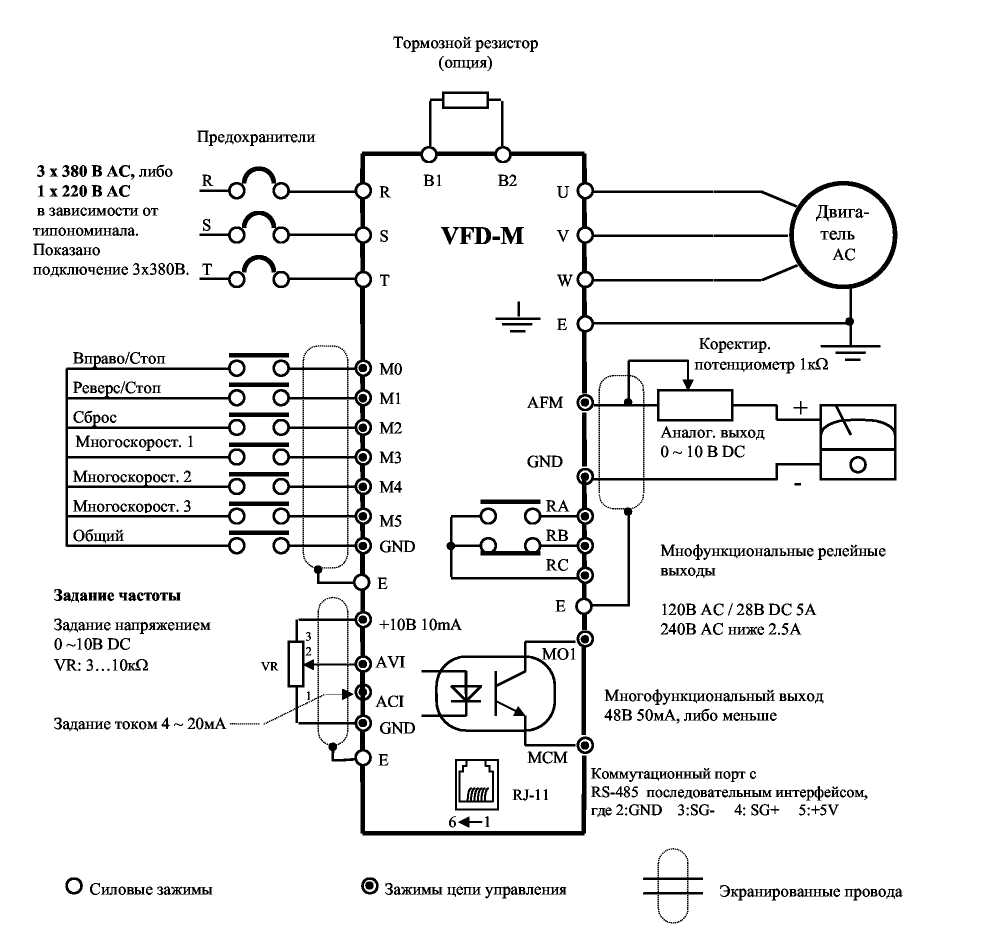
Рисунок 20 - Типовая схема соединений с внешними устройствами
На рисунке 21 и таблице 2 показано расположение и назначение управляющих терминалов и подключаемые к ним внешние устройства. Все управляющие терминалы имеют гальваническую развязку от сети и силовых цепей. При монтаже необходимо соблюдать следующие правила: управляющие цепи следует удалять от силовых, а прокладку проводов производить перпендикулярно силовым проводам.
Таблица 2. Назначение управляющих терминалов
Обозначение терминала | Название терминала |
| RA-RC | Многофункциональный выход (релейный НО) |
| RB-RC | Многофункциональный выход (релейный НЗ) |
| M0-GND | Многофункциональный вход дополнительный |
| M1-GND | Многофункциональный вход 1 |
| M2-GND | Многофункциональный вход 2 |
| M3-GND | Многофункциональный вход 3 |
| M4-GND | Многофункциональный вход 4 |
| M5-GND | Многофункциональный вход 5 |
| МО1 -МСМ | Многофункциональный выход 1 (открытый коллектор) |
| +10В - GND | Питание задатчика скорости. Ток нагрузки до 20мА. |
| AVI - GND | Аналоговый вход задатчика скорости (задание по напряжению) |
| ACI - GND | Аналоговый вход задатчика скорости (задание по току) |
| AFN-GND | Аналоговый выход |
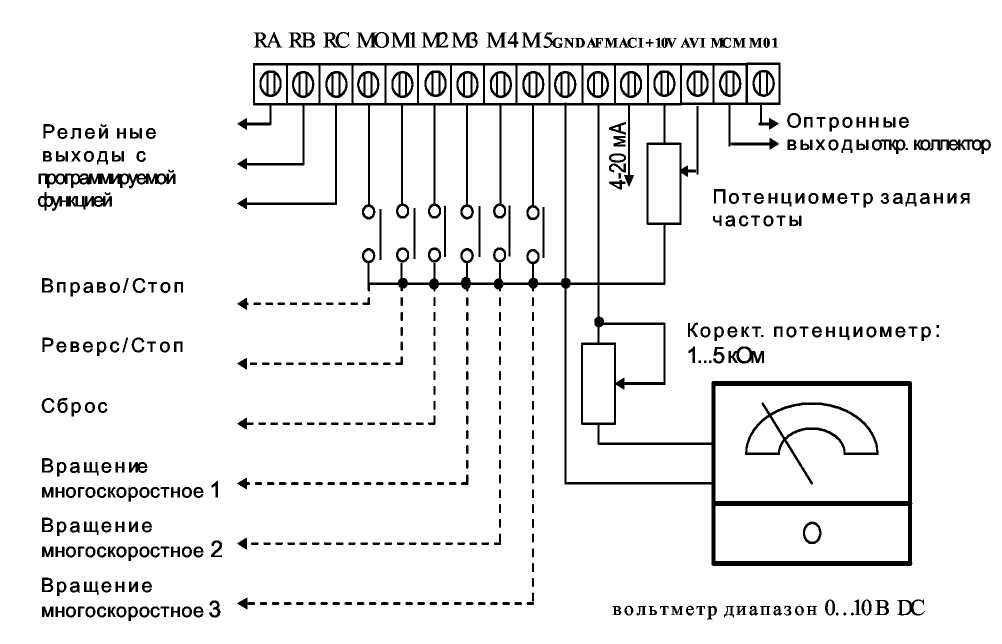
Рисунок 21 – Расположение управляющих терминалов
С преобразователем производителем поставляется цифровая панель управления LC-M02E, монтируется на лицевой стороне преобразователя. Внешний вид панели представлен на рисунке 22. Панель состоит из двух частей: индикатора и клавиатуры. Индикатор позволяет визуально контролировать текущий статус и параметры привода. Клавиатура позволяет управлять работой привода, просматривать и программировать уставки параметров.
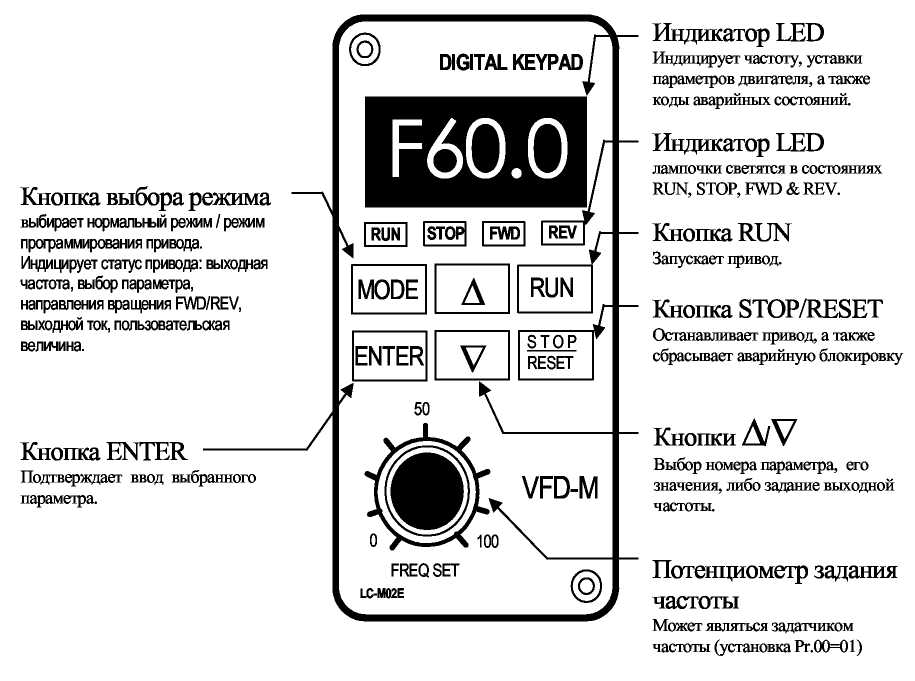
Рисунок 22 - Внешний вид панели управления преобразователем
Стандартная спецификация преобразователей частоты VFD-M и содержит 10 моделей, отличающихся напряжением питающей сети и мощностью подключаемого двигателя. Основные параметры и возможности моделей приведены в табл. 3.
Таблица 3. Стандартная спецификация преобразователей частоты VFD-M
| Напряжение питания | 1 х 220В АС | 3 х 380В АС | ||||||||||
| Номинал VFD- □ □ □ М | 004 | 007 | 015 | 022 | 007 | 015 | 022 | 037 | 055 | 075 | ||
| Выход | Ном. мощность двиг., кВт | 0.4 | ||||||||||