


Сварка в космосе
В конце 50-х годов нашего столетия родилась новая отрасль человеческой деятельности — космонавтика. Об этом на весь мир возвестили сигналы первого советского спутника Земли, утвердив тем самым ведущую роль нашей страны в освоении космического пространства.
Космонавтика поставила широкий круг задач и перед сварщиками: потребовалось в корне пересмотреть и усовершенствовать многие технологические процессы, создать технологию сварки специальных легких и жаропрочных сплавов, разработать и освоить изготовление высоконадежного автоматизированного сварочного оборудования. А в начале 60-х годов по инициативе главного конструктора ракетно-космических систем академика С. П. Королева была поставлена принципиально новая задача — исследовать возможность выполнения сварки непосредственно в космосе. Решение этой задачи было поручено Институту электросварки им. Е. О. Патона АН УССР. К исследованиям были привлечены ведущие коллективы института, руководимые Д. А. Дудко, И. К. Походной, В. К. Лебедевым, Б. А. Мовчаном, В. Е. Патоном, О. К. Назаренко. Научным руководителем всего комплекса исследований являлся академик Б. Е. Патон.
1. История сварки в космосе
При проведении исследований предполагалось, что сварка в космосе будет использоваться в основном для выполнения следующих работ:
а) ремонт космических кораблей, орбитальных станций и различных металлоконструкций, находящихся в космическом полете или на Луне и других планетах;
б) сборка и монтаж металлоконструкций, находящихся в орбитальном полете или расположенных на поверхности Луны и других планет.
Необходимо было разработать технику и технологию выполнения сварочных работ в принципиально новой для человека среде — космическом пространстве, основными отличиями которого являются:
1) невесомость,
2) глубокий вакуум при высокой скорости откачки (диффузии) газов и паров,
3) широкий интервал температур, при которых может находиться свариваемое изделие (ориентировочно от 180 до 400 К).
Следовало учитывать и ряд дополнительных неблагоприятных факторов, которые оказывают отрицательное воздействие на качество свариваемых соединений (крайне ограниченная подвижность оператора в открытом космосе, сложность фиксации и ориентации, наличие различного рода излучений и т. п.).
Приступая к выполнению поставленной задачи, прежде всего, предстояло из всего многообразия существующих способов сварки выбрать наиболее перспективные в отношении возможности их использования в столь необычных условиях. При этом руководствовались специфически сварочными критериями оценки (универсальность, технологичность, простота, возможность выполнения резки), а также критериями, принятыми для космического оборудования (высокая надежность, безопасность, малая энергоемкость, минимальные масса и объем и т. п. На первых этапах исследований были отобраны следующие способы сварки: электронно-лучевая, дуговая плавящимся электродом, плазменная, контактная, холодная и диффузионная.
Накопленный на Земле опыт позволил сделать вывод, что такие способы сварки, как диффузионная, холодная и контактная, не связанные с наличием газов в зоне сварки, с интенсивным нагревом и расплавлением большого объема металла, могут быть вполне работоспособными в условиях космического вакуума и невесомости. Поэтому использование их в космосе не потребует проведения каких-либо специальных исследований.
Однако область применения этих способов ограничена их малой универсальностью и необходимостью тщательной подготовки и подгонки свариваемых поверхностей. В то же время такие достаточно универсальные и эффективные способы сварки, как электронно-лучевая, плазменная и дуговая, отличаются относительно большим объемом расплавляемого металла и выделением в зоне сварки различных газов и паров, что делает их применение в космосе проблематичным. Поэтому перед использованием этих способов необходимо было провести тщательные исследования в условиях, имитирующих космические.
Впервые такие исследования были выполнены в 1965 г. на летающей лаборатории ТУ-104, позволяющей кратковременно (до 25—30 с) воспроизводить состояние невесомости. Для проведения исследований был создан комплекс оборудования А-1084, состоящий из ряда вакуумных камер, механических форвакуумных и сорбционно-геттерных высоковакуумных насосов, регистрирующих приборов (обычные и скоростные кинокамеры, осциллографы) и аппаратуры управления. Весь комплекс оборудования размещался в салоне летающей лаборатории (рис. 1).
На крышках каждой из камер могли устанавливаться автоматические устройства для сварки различными методами —
электронным лучом, сжатой дугой низкого давления и дугой с плавящимся электродом.
Поскольку в конструкциях космических объектов, как правило, не используется металл большой толщины, мощность этих сварочных устройств не превышала 1,5 кВт. Проведенные исследования позволили выявить наиболее характерные особенности сварки в условиях невесомости и вакуума. Вкратце они сводятся к следующему .
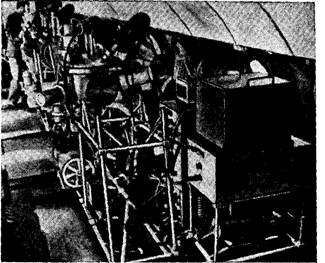
Рис. 1. Размещение сварочного оборудования в салоне летающей лаборатории ТУ 104
При электронно-лучевой сварке и резке давление пучка и реактивное давление паров металла стремятся вытеснить жидкую ванночку из зоны плавления. Поэтому очень важно было установить, сможет ли расплавленный металл удерживаться в шве или в полости реза при работе в невесомости. Эксперименты показали, что величина силы поверхностного натяжения при электронно-лучевой сварке вполне достаточна для надежного удержания металла и нормального формирования шва. Так же надежно выполнялась и резка. Причем расплавленный металл не удалялся из полости реза в виде капель, чего можно было опасаться, а локализовался на кромках разрезаемых листов.
Значительные трудности пришлось преодолеть при сварке сжатой дугой низкого давления плавящимся и неплавящимся электродами. Необходимо было разработать надежные методы контрагирования плазмы дуги в глубоком вакууме при высокой скорости откачки и приемы активного управления плавлением и переносом электродного металла в невесомости. Дело в том, что дуговые процессы при низком давлении связаны со значительной расфокусировкой дуги и, как следствие, с резким уменьшением ее проплавляющей способности, а расплавляемый в невесомости электродный металл переходит в шов в виде капель чрезвычайно большого размера. Поэтому исследователям пришлось уделить большое внимание разработке специальных способов и устройств для фокусировки дуги и плазмы в вакууме, а также поискам путей эффективного управления плавлением и переносом электродного металла.

Рис.2 Установка «Вулкан»
Эксперименты на летающей лаборатории помогли решить и эти задачи. Тем самым были созданы предпосылки для проведения сварочных работ непосредственно в космосе.
На базе проведенных исследований была разработана и изготовлена специальная сварочная установка «Вулкан», назначение которой заключалось в проверке возможности использования названных выше способов сварки в условиях космоса. «Вулкан» представлял собой комплексное, полностью автономное устройство (рис.2), позволяющее выполнять автоматическую электронно-лучевую сварку и дуговую сварку плавящимся и неплавящимся электродами.
Установка состояла из двух основных отсеков. В одном — негерметичном — располагались сварочные устройства и соединяемые образцы; в другом — герметичном — блоки энергопитания, приборы управления, измерительные и преобразующие устройства, средства автоматики. Сам «Вулкан» был установлен в бытовом отсеке космического корабля «Союз», а пульт управления — в спускаемом аппарате. Вес установки — не превышал 50 кг.
В соответствии с общей программой космических исследований первый в мире эксперимент по сварке в космосе был выполнен 16 октября 1969 г.на космическом корабле, «Союз-6». летчиками-космонавтами Г. С. Шониным и В. Н. Кубасовым. После разгерметизации бытового отсека космонавт-оператор В. Н. Кубасов, находившийся в спускаемом аппарате, включил автоматическую сварку сжатой дугой низкого давления. Вслед за этим он привел в действие автоматические устройства для сварки электронным лучом и плавящимся электродом. Во время каждого опыта космонавт наблюдал за работой установки по сигнальным табло на пульте управления. Данные о режиме сварки и условиях проведения эксперимента передавались на Землю и фиксировались самопишущими приборами.
Выполненный в космосе эксперимент подтвердил сделанные ранее основные предположения и результаты исследований, полученные на летающей лаборатории. Было показано, что непосредственно в космосе процессы плавления, сварки и резки электронным лучом протекают стабильно; обеспечиваются необходимые условия для нормального формирования сварных соединений и резов.
Основные параметры режима сварки плавящимся электродом, а также структура шва и зоны термического влияния, полученные на корабле «Союз-6», оставались практически такими же, как и на летающей лаборатории. Форма и качество швов, получаемых этими способами на нержавеющих сталях класса 18—8 и титановых сплавах, были вполне удовлетворительными.
В то же время был обнаружен и ряд аномалий, вызванных, по мнению исследователей, невесомостью и специфическими условиями космического вакуума. Так, например, при электронно-лучевой сварке алюминиевых сплавов в космосе была обнаружена значительно большая пористость швов, чем на Земле (сварка сжатой дугой низкого давления на установке «Вулкан» не дала ожидаемых результатов. По-видимому, скорость диффузии плазмообразующего газа в окружающее корабль пространство превысила ожидаемую. Поэтому его концентрация в дуговом промежутке оказалось недостаточной для контрагирования сжатой дуги.
Малогабаритные сварочные устройства, включенные в комплекс установки «Вулкан», показали достаточную надежность и работоспособность в условиях космоса. Принципиальные решения, принятые при разработке этих устройств, оказались правильными и пригодными для конструирования сварочных установок, предназначенных для сварки в космосе конкретных изделий.
Таким образом, к началу 70-х годов вопрос о принципиальной возможности выполнения автоматической сварки в космосе был решен положительно. В то же время существовала большая категория работ, в том числе почти все виды ремонта, которые практически не могли бы быть выполнены с использованием автоматической сварки. Поэтому весьма актуальной представлялась задача по исследованию возможности выполнения ручной сварки в космосе. Причем были веские основания опасаться, что космонавт-оператор, снаряженный в космический скафандр под значительным избыточным давлением, из-за крайне ограниченной подвижности не сможет качественно выполнять такой профессионально сложный процесс, как сварка. Задача осложнялась еще и необходимостью обеспечения полной безопасности оператора.
Все сказанное заставило на первоначальных этапах отказаться от работы в космическом скафандре непосредственно в вакууме. Было найдено компромиссное решение. Для проведения исследований по ручной сварке в условиях, максимально приближенных к космическим, Институтом электросварки им. Е. О. Патона в 1972 г. разработан специальный испытательный стенд 06-1469 (рис. 3).
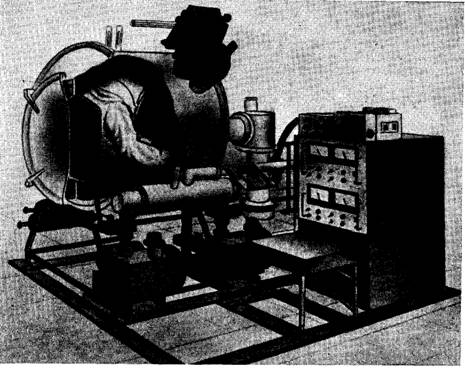
Рис. 3. Стенд тренажер для исследования ручной сварки в условиях, имитирующих космические
Стенд представлял собой герметичную рабочую камеру объемом около 0,8 м3, на передней стенке которой монтировался специальный фрагмент космического скафандра. Между фрагментом и камерой мог создаваться требуемый перепад давления, наиболее полно воспроизводящий реальные условия работы космонавта. Внутри рабочей камеры размещались инструменты и ручные сварочные устройства. Остекление гермошлема скафандра снабжалось набором сменных светофильтров, позволяющих работать с источниками нагрева различной яркости. Наиболее важным конструктивным преимуществом стенда являлось надежное обеспечение безопасности оператора при случайных разгерметизациях, что обеспечивало благоприятную психологическую обстановку при работе с высокотемпературными объектами. Большое значение имели также возможность свободного медико-биологического контроля за состоянием оператора и удобство проведения различных эргономических исследований.
Одновременно со стендом в Институте электросварки им. Е. О. Патона разработан комплекс специальных космических инструментов А-1500, позволяющих выполнять сварку различными способами. Вначале эксперименты проводились в наземных лабораториях, причем в этом случае рабочая камера обычно заполнялась инертным или углекислым газом.
На более поздних этапах исследования были перенесены на летающую лабораторию и в вакуум. Эксперименты не подтвердили высказанных выше опасений. Напротив, оказалось, что после определенной непродолжительной тренировки операторы (даже не профессиональные сварщики) могли качественно выполнять ручную сварку различных сварных соединений — стыковых, угловых, нахлесточных — на таких металлах, как нержавеющие стали, алюминиевые и титановые сплавы. Выяснилось также, что при дуговой сварке в инертном газе плавящимся электродом при невесомости опасность прожогов значительно меньше, чем на Земле. Это было объяснено специфическими условиями существования сварочной ванны при отсутствии силы тяжести.
Такие обнадеживающие результаты позволили сделать попытку выполнить вручную и электронно-лучевую сварку — процесс, отличающийся очень высокой концентрацией тепловой энергии в пятне нагрева. Для этой цели разработана специальная ручная электронная пушка (рис. 4), которая позволила с использованием стенда 06-1469 успешно провести ряд экспериментов по ручной электронно-лучевой сварке. Эксперименты показали, что этот способ имеет большие потенциальные возможности для применения его в космических условиях.
Работа в открытом космосе предъявляет очень высокие требования к эргономическим аспектам конструирования сварочного оборудования, в особенности для ручной сварки. В этом направлении Институтом электросварки и Центром подготовки космонавтов им. Ю. А. Гагарина в 1972—1977 гг. выполнен ряд важных экспериментальных исследований. В эти же годы продолжались и технологические исследования, касающиеся, в частности, отработки технологии сварки наиболее перспективных для космического аппаратостроения алюминиевых сплавов. Был обнаружен ряд характерных особенностей сварки этих сплавов в условиях невесомости. Предприняты попытки изыскать меры борьбы с повышенной пористостью.
Рис. 4. Электронная пушка для ручной сварки
Следует отметить, что на протяжении 70-х годов работы по сварке в космосе проводились широким фронтом. Было предложено использовать в космических условиях ряд новых перспективных способов сварки, таких, например, как гелиосварка, магнитоимпульсная сварка, сварка взрывом, экзотермическая сварка и пайка и т. п. Кроме Института электросварки, в проведение исследований включились Институт проблем материаловедения АН УССР, МВТУ им. Н. Э. Баумана, Московский авиационный институт им. С. Орджоникидзе, Институт металлургии им. А. А. Байкова АН СССР, Институт космических исследований АН СССР и др. Это способствует ускоренному решению проблем, стоящих перед сварщиками, работающими в области космических исследований.
2. Методы и способы сварки в космосе
2.1 Плазменная сварка
Один из перспективных способов сварки - плазменная сварка - производится плазменной горелкой. Сущность этого способа сварки состоит в том, что дуга горит между вольфрамовым электродом и изделием и продувается потоком газа, в результате чего образуется плазма, используемая для высокотемпературного нагрева металла. Перспективная разновидность плазменной сварки - сварка сжатой дугой (газы столба дуги, проходя через калиброванный канал сопла горелки, вытягиваются в тонкую струю). При сжатии дуги меняются её свойства: значительно повышается напряжение дуги, резко возрастает температура (до 20000-30000 С). Плазменная сварка получила промышленное применение для соединения тугоплавких металлов, причём автоматы и полуавтоматы для дуговой сварки легко могут быть приспособлены для плазменной при соответствующей замене горелки. Плазменную сварку используют как для соединения металлов больших толщин (многослойная сварка с защитой аргоном), так и для соединения пластин и проволоки толщиной от десятков мкм до 1 мм (микросварка, сварка. игольчатой дугой). Плазменной струей можно осуществлять также др. виды плазменной обработки, в том числе плазменную резку металлов.
2.2 Электронно-лучевая (электронная) сварка
Электронно-лучевая (электронная) сварка производится сфокусированным потоком электронов. Изделие помещается в камеру, в которой поддерживается вакуум (10-2-10-4 н/м2), необходимый для свободного движения электронов и сохранения концентрированного пучка электронов. От мощного источника электронов (электронной пушки) на изделие направляется управляемый электронный луч, фокусируемый магнитным и электростатическими полями. Концентрация энергии в сфокусированном пятне до 109 вт/см2. Перемещая луч по линии сварки , можно сваривать швы любой конфигурации при высокой скорости. Вакуум способствует меньшему окислению металла шва. Электронный луч плавит и доводит до кипения практически все металлы и используется не только для сварки , но и для резки, сверления отверстий и т. п. Скорость сварки этим способом в 1,5- 2 раза превышает скорость дуговой при аналогичных операциях. Недостаток этого способа - большие затраты на создание вакуума и необходимость высокого напряжения для обеспечения достаточно мощного излучения. Этих недостатков лишён др. способ лучевой сварки - фотонная (световая) сварка. В отличие от электронного луча, световой луч может проходить значительные расстояния в воздухе, не теряя заметно энергии (т. е. отпадает необходимость в вакууме), может почти без ослабления просвечивать прозрачные материалы (стекло, кварц и т. п.), т. е. обеспечивается стерильность зоны сварки при пропускании луча через прозрачную оболочку. Луч фокусируется зеркалом и концентрируется оптической системой (например, кварцевой линзой). При потребляемой мощности 50 квт в луче удаётся сконцентрировать около 15 квт.
Для создания светового луча может служить не только искусственный источник света, но и естественный - Солнце. Этот способ сварки , называется гелиосваркой, применяется в условиях значительной солнечной радиации, Для сварки используется также излучение оптических квантовых генераторов - лазеров, Лазерная сварка занимает видное место в лазерной технологии.
Заключение
Отметим важную сторону проводимых исследований по сварке в космосе: разработанные для космических условий малогабаритные высоконадежные сварочные установки, например для электронно-лучевой сварки или сварки сжатой дугой низкого давления, все чаще находят применение в промышленности на Земле.
Учёные Технологического института штата Джорджия заявляют, что радиоволны можно использовать для изменения формы массивных конструкций и их сварки в космосе. Ранее учёными была доказана возможность управлять мельчайшими частицами вещества с помощью звуковых и световых волн, и, судя по всему, эта же технология должна сработать и для больших кусков твёрдых веществ.
Литература
1. Бернадский В.Н. (в соавторстве с Патоном Б.Е., Дудко Д.А., Загребельным А.А., Лапчинским В.Ф.). О возможности ручной электронно-лучевой сварки в космосе//Космическое материаловедение и технологии.-1977.- "НАУКА" - М. - с. 17-22.
2. Бондарев А.А., Лапчинский В.Ф. ,Лозовская А.В. и др. Исследование структуры и распределения элементов в сварных соединениях, выполненных электронным лучом на сплавах 1201 и Ам-Г6 в условиях невесомости.- М.: Наука, 1978.
3. Загребельный А.А., Цыганков О.С. Сварка в космосе // Сварочное производство -№12 2002
4. Патон Б.Е., Дудко Д.А., Бернадский В.Н. Применение сварки для ремонта сварных космических объектов. - Киев: Наук.думка, 1976.
5. Патон Б.Е., Кубасов В.Н. Эксперимент по сварке в космосе. // Автомат. Сварка, 1970, №5.
6. Патон Б.Е., Патон В.Е., Дудко Д.А. и др. Космические исследования на Украине. –Киев: Наук.думка, 1973.
7. Сварка в СССР. в двух томах. –М.: Наука, 1981