


Применение УВМ при автоматизации сортовых прокатов
Оглавление. 1
Глава 1 АВТОМАТИЧЕСКИЙ КОНТРОЛЬ. 2
1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ.. 2
Глава 2. Технологические измерения и приборы в прокатном производстве. 16
2.1 ВВЕДЕНИЕ.. 16
2.2 ПРИБОРЫ ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ И СКОРОСТИ ПРОКАТЫВАЕМОГО МЕТАЛЛА.. 18
2.2.1. ЭЛЕКТРОМЕХАНИЧЕСКИЕ ИЗМЕРИТЕЛИ ДЛИНЫ... 19
2.2.2 ФОТОИМПУЛЬНЫЕ ИЗМЕРИТЕЛИ ДЛИНЫ... 21
2.2.3 Фотоимпульсные измерители длины с прямым счетом импульсов. 24
Глава 3. Электрические машины и электропривод автоматических устройств. 28
3.1 BPAЩAЮЩИECЯ TPAHCФOPMATOPЫ... 30
3.1.1 Назначение и устройство вращающихся трансформаторов. 30
3.1.2 Cинycнo-кocинycный вpaщaющийcя тpaнcфopмaтop. 32
3.1.3. Линейный вращающийся трансформaтop. 36
Глава 4 Управление процессами прокатного производства. 40
4.1ПPИMEHEHИE УBM ПPИ АBTOMАTИЗАЦИИCOPTOBЫX ПPOKATHЫX CTАHOB.. 40
4.1.1 АCУ TП непрерывного мелкосортного стана. 40
4.1.2 Информационное сопровождение металла и начальная настройка стана. 41
4.1.3. Cиcтeмa ynpaвлeния cкopocтным peжимoм пpoкaтки (УCPП) 43
4.1.4. Cиcтeмa oптимaльнoro pacкpoя пpoкaтa (COPП) 44
4.1.5. ACУ TП бaлoчныx пpoкaтныx cтaнoв. 46
4.1.6. Aвтoмaтизиpoвaннaя cиcтeмa пpoгpaммнoгo yпpaвлeния пpoкaтными клeтями. 50
Глава 5. Автоматическое регулирование и регуляторы.. 55
5.Типовые идеальные регуляторы непрерывного действия. 55
5.1.Пропорциональные регуляторы.. 55
5.2. Интегральные регуляторы. 57
5.3. Пponopцuoнaльнo-интeгpaльныe регуляторы. 58
5.4. Пponopцuoнaльнo-дuффepeнцuaльныe регуляторы. 59
5.5 Пponopцuoнaльнo-uнтeгpaльнo-дuффepeнцuaльныe peгyлятopы. 60
Глава 1 АВТОМАТИЧЕСКИЙ КОНТРОЛЬ
ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ
1. ОСНОВНЫЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ
Задачей контроля (от французского controle—проверка чего-либо) является обнаружение событий, определяющих ход того или иного процесса. В случае, когда эти события обнаруживаются без непосредственного участия человека, такой контроль называют автоматическим.
Важнейшей составной частью контроля является измерение физических величин, характеризующих протекание процесса. Такие физические величины называются параметрами процесса. Металлургические процессы в основном характеризуются значениями таких физических величин (параметров), как температура, давление, расход и количество, химический состав и концентрация жидких, паровых и газовых сред; уровень жидкого металла и сыпучих материалов; гранулометрический![]() состав (крупность) и влажность шихтовых материалов, давление (вакуум) в технологических линиях и агрегатах.
состав (крупность) и влажность шихтовых материалов, давление (вакуум) в технологических линиях и агрегатах.
Измерением называют нахождение значения физической величины опытным путем с помощью специальных технических средств.Конечной целью любого измерения является получение количественной информации об измеряемой величине. В процессеизмерения устанавливается,во сколько раз измеряемая физическая величина больше или меньше однородной с нею в качественном отношении физической величины, принятой за единицу.
Число, выражающее отношение измеряемой величины к единице измерения, называется числовым значением измеряемой величины. Оно может быть целым илидробным, ноявляется отвлеченным числом. Значение величины, принятое за единицу измерения, называется размером этой величины.
Если Q-измеряемая физическая величина, |Q|-некоторый размер физической величины, принятой за единицу измерения, q — числовое значение величины Q в принятой единице измерения, то результат измерения величины Q может быть представлен следующим равенством:
Q=q |Q| (1)
Уравнение (1) называют основным уравнением измерения. Из него следует, что значение q зависит от размера выбранной единицы измерения |Q|. Чем меньше выбранная единица, тем больше для данной измеряемой величины будет числовое значение. Например, длина 1 м равна 10дм, 100 см и т.д.
Результат всякого измерения является именованным числом. Поэтому дляопределенности написания результата измерения рядом с числовым значением измеряемой величины ставится сокращенное обозначение принятой единицы измерения. С 1963 г. в СССР введена как предпочтительная Международная система единиц по ГОСТ 9867—61. которая сокращенно обозначается СИ. На основе учета результатов первого периода внедрения ГОСТ 9867—61 и принятого в 1978 г. Постоянной комиссией СЭВ по стандартизации стандарта СТ СЭВ 1052—78 «Метрология. Единицы физических величин» в СССР разработан ГОСТ 8.417—81 «ГСИ. Единицы физических величин» со сроком внедрения с 1 января 1982 г. СИ принята в большинстве стран мира (свыше 130) и признана всеми международными организациями.
Кратные и дольные единицы измерения образуются из наименований единиц СИ при помощи установленных ГОСТ 8.417—81 приставок для образования кратных и дольных единиц, приведенных в приложении 1.
Сведения о значениях измеряемых физических величин называют измерительнойинформацией.
Сигналом измерительной информации называется сигнал, функционально связанный с измеряемой физической величиной (например, сигнал от термометра сопротивления).
Средством измерения (СИ) называют техническое устройство, используемое при измерениях и имеющее нормированные метрологические свойства.
Сигнал измерительной информации, поступающий на вход средства измерений, называют входным сигналом, получаемый на выходе, - выходным сигналом средства измерений.
Для контроля параметров технологических процессов в большинстве случаев используется не одно, а несколько средств(измерения и преобразования сигналов, образующих канал измерения этого параметра.
Существуют три основные вида средств измерений: меры, измерительные преобразователи, измерительные приборы.
Мера—это средство измерения, предназначенное для воспроизведения физической величины заданного размера.
Меры бывают однозначные, и многозначные. Примерами однозначных мер являются: катушки сопротивления, катушки индуктивности, нормальные элементы и др. К многозначным мерам относятся: магазины сопротивлений, индуктивностей и емкостей, калибраторы напряжения и тока и др.
Измерительный преобразователь — это средство измерении, предназначенное для выработки сигнала измерительной информации в форме, удобной для передачи, дальнейшего преобразования, обработки и хранения, но не поддающейся непосредственному восприятию наблюдателем (в практике часто применяется термин «датчик»),
Измерительный преобразователь, к которому подведена измеряемая величина, т.е. первый в канале измерения (измерительной цепи), называется первичным измерительным преобразователем (или сокращенно первичным преобразователем). Например, сужающее устройство (диафрагма) для измерения расхода, электрод сигнализатора уровня и т.п.
В системах автоматического контроля применяются устройства для выдачи сигнала о выходе значения пари метра за установленные пределы. Причем сигнал появляется при наличии самого факта выхода независимо от его размера. Такие устройства называют датчиками-реле или сигнализаторами.
Для удовлетворения возросших потребностей промышленности создана Государственная система промышленных приборов и средств автоматизации (ГСП), представляющая собой эксплуатационно, информационно, энергетически, метрологически и конструктивно организованную совокупность средств измерений, средств автоматизации,, средств управляющей вычислительной техники, а также программных средств, предназначенных для построения автоматических и автоматизированных систем измерения, контроля, регулирования, диагностики и управления производственными процессами, технологическими линиями и агрегатами (ГОСТ 26.207—83. ГСП. Основные положения). Номенклатура технических средств ГСП в настоящее время насчитывает свыше 2 тыс. типов изделий, организация ГСП дает возможность создавать самые разнообразные, любой сложности системы автоматического контроля, регулирования и управления из стандартизованных средств измерения и средств автоматизации.
В зависимости от вида энергии питания, входных и выходных сигналов ГСП разделяют на электрическую, пневматическую и гидравлическую ветви. В основном применяют средства электрической и изредка пневматической ветвей ГСП, которыми предусмотрены общепромышленные унифицированные электрические и пневматические сигналы передачи информации со следующими (пределами) измерений:
сигнал постоянного тока 0—5; 5—0—5; 0—20; 4—20 мА;
сигнал напряжения постоянного тока 0—1; 1—0—1;
0-Ю; Ю—0—10В;
сигнал напряжения переменного тока частотой 50 и 400 Гц 0,25—0—0,25; 0—0,5; 1—0—1; 0—2 В (у приборов с сигналами напряжения переменного тока частотой 50 и 400 Гц, основанных на измерении взаимной индуктивности, пределы измерения взаимной индуктивности выбираются из ряда 0—10; 10—0—10; 0—20 МГн при номинальном токе питания 0,125 или 0,32 А. Противоположные значения взаимной индуктивности получаются при перемене фазы напряжения питания на 180°);
частотный сигнал переменного тока {наиболее широко применяется сигнал с диапазоном частот 4—8 кГц);
пневматический сигнал с переделами изменения давления 0,02—0,1 МПа.
На металлургических предприятиях в основном применяется аппаратура, использующая электрические сигналы.
Средство измерения, с помощью которого измерительная информация выдается в форме, доступной для непосредственного восприятия наблюдателем, называется измерительным прибором. В практике для измерительных приборов, устанавливаемых на щитах контроля и управления, применяется термин вторичный прибор т. е.устройство, воспринимающее сигнал от первичного или передающего измерительного преобразователя и выражающее его в воспринимаемом виде с помощью отсчетного устройства (шквалы, диаграммы, интегратора, сигнального устройства).
К первичным преобразователям также относят и отборные устройства. Отборным устройством (отбором) называют устройство, устанавливаемое на трубопроводах и технологических агрегатах и служащее для непрерывного или периодического отбора контролируемой среды и передачи" ее параметров к измерительному преобразователю или измерительному прибору. В отличие от первичного измерительного преобразователя отборное устройство передает к измерительному прибору или преобразователю измеряемую величину, не изменяя ее физической природы (например, отбор давления среды в технологическом аппарате и передача его по импульсной трубке для измерения к манометру). Импульсной трубкой называют трубопровод небольшого диаметра обычно от 1/2 до 2 связывающий технологический объект с преобразователем или измерительным прибором.
Место установки отборных устройств и первичных измерительных преобразователей, может сильно влиять на точность измерения, поэтому технологам с особым вниманием необходимо относиться к выбору мест установки датчиков, отборов давления, разрежения и проб на химический анализ.
Отборные устройства располагаются на границе соприкосновения технологического оборудования и технологических трубопроводов с измерительной системой. Для монтажа отборных устройств используются специальные закладные конструкции — устройства, встраиваемые в технологическое оборудование и трубопроводы и обеспечивающие:
а) установку на них первичных измерительных преобразователей и местных измерительных приборов таким образом, чтобы чувствительный элемент преобразователя или прибора находился в зоне измерения технологического параметра, например, показывающего ртутного термометра или термоэлектрического термометра (термопары) (см. рис. 4, а, б);
б) присоединение импульсного трубопровода и закрепление запорного устройства, если первичный измерительный преобразователь или местный измерительный прибор устанавливается на некотором расстоянии от технологического аппарата или трубопроводов, например, манометра бесшкального с дистанционной передачей показаний, манометра местного показывающего (см. рис. 4,в,г).
Совокупность средств измерений и вспомогательных 1 устройств, соединенных между собой каналами связи, предназначенная для выработки сигналов измерительной информации в форме, удобной для автоматической обработки передачи и (или) использования в автоматических системах управления, называется измерительной системой.
К вспомогательным устройствам измерительной системы относятся устройства, предназначенные для питания энергией средств измерения, защиты их от внешних воздействий, внутренних перегрузок и т. д.
В зависимости от назначения и поставленных задач измерительная система может включать в себя один или несколько измерительных преобразователей и измерительных приборов.
Под определением системы автоматизации следует понимать совокупность приборов и средств автоматизации (измерительной, преобразующей, передающей, исполнитель-
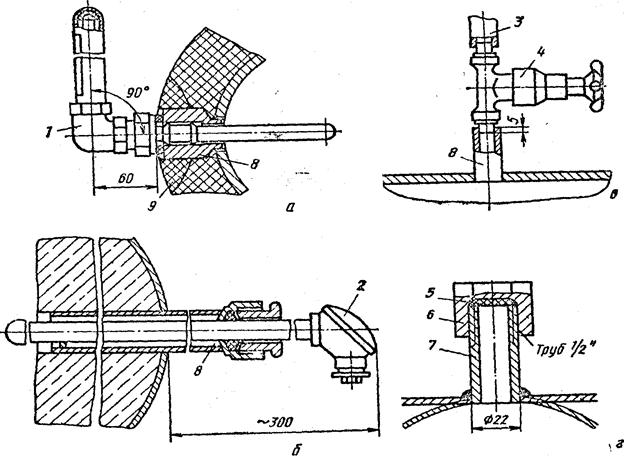
Рис.4. Примеры установки первичных измерительных преобразователей для измерения температуры и отборных устройств для измерения давления газа:
а—установка стеклянного показывающего термометра ртутного углового в защитной оправе на трубопроводе; б — установка термометра термоэлектрического (термопары) на трубопроводе или металлической стенке с внутренней кирпичной кладкой; в—установка отборного устройства для измерения давления газа; г— закладная конструкция отборного устройства для измерения давления газа; 1— термометр показывающий ртутный стеклянный угловой; 2 — термометр термоэлектрический (термопара); 3— импульсная трубка; 4— вентиль; 5—прокладка; 6—заглушка; 7—штуцер; 8—закладная конструкция (перед установкой преобразователей, измерительных приборов; присоединением импульсной линии или запорного органа пробки-заглушки и прокладки с закладных конструкций снимают); 9—легкоснимаемый изоляционный слой.
ной и другой аппаратуры, а также вычислительной техники), связанных между собой каналами связи в единые системы. Например, измерительные системы, системы авто-матического управления (регулирования), системы сигнализации, защиты и управления технологическим процессом.
В показывающих приборах измерительная информация воспроизводится положением стрелки или какого-либо другого указатели относительно отметок шкалы прибора. Шкала представляет собой совокупность отметок, расположенных вдоль какой-либо линии, и проставленных около некоторых из них чисел отсчета или других символов, соответствующих ряду последовательных значений измеряемой величины.
Для каждого измерительного прибора устанавливается диапазон показаний - область значений шкалы, ограниченная начальным и конечным ее значением.
Любые технические измерения относительны, поскольку всегда существует положительная или отрицательная разность между наблюдаемым или численным значением измеряемой величины иее истинным значением, называемая погрешностью. Таким образом, погрешность — это отклонение результата измерения от истинного значения измеряемой величины.
Погрешности измерения в зависимости от их происхождения разделяются на три группы: систематические погрешности, случайные погрешности и субъективные погрешности (промахи).
Систематические погрешности имеют постоянный характер и по причинам возникновения делятся на: инструментальные погрешности; погрешности от неправильной установки средств измерений; погрешности, возникающие вследствие внешних влияний; методические (теоретические) погрешности.
Инструментальные погрешности могут вызываться конструктивными и технологическими погрешностями, а также износом и старением средств измерений.
Конструктивные погрешности вызываются несовершенством конструкции или неправильной технологией изготовления средства измерения. Плохая балансировка измерительного механизма, неточности при нанесении отметок шкалы, некачественная сборка прибора вызывают технологическую погрешность. Конструктивнаяпогрешность у приборов одного типа постоянна, технологическая же погрешность меняется от экземпляра к экземпляру.
Длительная или неправильная эксплуатация прибора, а также длительное хранение приводят к погрешностям, которые называют погрешностями износа и Старения.
Погрешности от неправильной установки могут вызываться наклоном прибора, т. е. отклонением от нормального рабочего положения; установкой на ферромагнитный щит прибора, градуированного без щита; близким расположением друг к другу однотипных приборов.
Погрешности, возникающие вследствие внешних влиянии. вызываются вибрацией,электромагнитными полями,конвекцией нагретого воздуха и др.
Следует иметь в виду, что наиболее сильное воздействие на показания приборов оказывает изменение температуры окружающей среды. Даже незначительные перепады температуры между отдельными элементами прибора приводят к заметным погрешностям вследствие, например, возникновения паразитных термо-э.д.с., или по другим причинам. Поэтому не рекомендуется устанавливать измерительные приборы вблизи источника тепла.
Методические погрешности возникают в результате несовершенства методаизмерений и теоретических допущений (использование приближенной зависимости вместо точной). К таким погрешностям относятся, например, погрешности, обусловленные пренебрежением внутренним сопротивлением (проводимостью) прибора, т. е. пренебрежением собственным потреблением электроэнергии.
Для исключения погрешности до начала измерений следует определить причину, вызывающую погрешность, и устранить ее. Например, если погрешность вызывается влиянием внешнего электромагнитного поля, то нужно либо экранировать прибор, либо удалить источник помехи. Для исключения температурной погрешности средство измерений термостатируют, вибрацию устраняют путем установки амортизаторов. В процессе измерения погрешность устраняется применением специальных методов измерения.
Исключение погрешности после проведения измерений достигается путем введения соответствующей поправки,в показания приборов, численно равной систематической погрешности, но противоположной ей по знаку.
В некоторых случаях применяют не поправку, а поправочный множитель — число, на которое нужно умножить результат измерения, чтобы исключить систематическую погрешность. Поправочные множители применяются для исключения систематической погрешности делителей напряжения, плеч отношения в мостах и т. п.
Случайные погрешности вызываются независящими друг от друга случайными факторами и изменяются слушанным образом при повторных измерениях одной и той же величины. Проявляются случайные погрешности в том. что при измерениях одной и той же неизменной величины одним и тем же средством измерения и с той же тщательностью, получают различные показания. Следует отметить, что если при повторных измерениях одной и той же величины одним и тем же средством измерения получают совершенно одинаковые результаты, то это обычно указывает не на отсутствие случайной составляющей погрешности, а на недостаточную чувствительность средства измерения. Плотностью совпадающие, как и сильно разнящиеся результаты наблюдений при измерениях одинаково свидетельствуют о их неточности. Случайные погрешности могут возникнуть, например, из-за трения в опорах, люфтов в сочленениях кинематической схемы измерительного прибора, неправильного режима работы электронных устройств и по многим другим, трудно объяснимым причинам. Знак случайных погрешностей выражается в виде ±.
Субъективные погрешности (промахи)-это погрешности, вызванные ошибками лица, производящего измерение например, неправильный отсчет по шкале прибора, неверное подключение проводов к датчику и др.).
Погрешности средств измерений устанавливаются при поверке—определении метрологическим органом погрешностей средств измерений и установления пригодностиихк применению (применять сочетание слов «поверка показаний» не рекомендуется, следует говорить «поверка средств измерений»). Слово проверка применяется для установления комплектности чего-то, оценки состояния взаимодействия элементов, например, электрической схемы.
Совокупность операций по доведению погрешностей средств измерений до значений, соответствующих техническим требованиям, называется юстировкой средств измерений..Зависимость между значениями величин на выходе и входе средства измерений, составленная в виде таблицы, графика или формулы, называется градуировочной характеристикой. Определение градуировочной характеристики называется градуировкой средств измерения (термин «тарировка» применять не рекомендуется).
Различают абсолютные и относительные погрешности измерения.
Абсолютная погрешность D-это разность между измеренным Х и истинным ![]() значениями измеряемой величины. Абсолютная погрешность выражается в единицах измеряемой величины
значениями измеряемой величины. Абсолютная погрешность выражается в единицах измеряемой величины
![]() (2)
(2)
Поскольку истинное значение измеряемой величины определить невозможно, вместо него в практике используют действительное значение измеряемой величины![]() , которое находят экспериментально по показаниям образцовых средств измерений. Таким образом, абсолютную погрешность находят по формуле
, которое находят экспериментально по показаниям образцовых средств измерений. Таким образом, абсолютную погрешность находят по формуле
![]() (3)
(3)
Относительная погрешность![]() - это отношение абсолютной погрешности измерения к истинному (действительному) значению измеряемой величины, выраженное в процентах:
- это отношение абсолютной погрешности измерения к истинному (действительному) значению измеряемой величины, выраженное в процентах:
![]() (4)
(4)
Пример I. Определить абсолютную и относительную погрешности измерения давлении, если при действительном значении давления среды 70 кПа показание прибора равно 68,5 кПа.
Из выражения (3) находим абсолютную погрешность измерения:
D=68,5—70=-1.5кПа.
Согласно выражению (4) относительная погрешность
![]()
Абсолютная погрешность измерительного прибора — это разность между показанием ![]() прибора и истинным значением измеряемой величины. Поскольку, как указывалось выше, истинное значение величины остается неизвестным, на практике вместо него пользуются действительным значением величины
прибора и истинным значением измеряемой величины. Поскольку, как указывалось выше, истинное значение величины остается неизвестным, на практике вместо него пользуются действительным значением величины![]() , отсчитанное по образцовому прибору. Таким образом
, отсчитанное по образцовому прибору. Таким образом
![]() (5)
(5)
Поправкой называют величину, одноименную с измеряемой, которую следует алгебраически прибавить к показаниям прибора, чтобы получить действительное значение. Поправка равна абсолютной погрешности измерения, взятой с обратным знаком.
Относительная погрешность измерительного прибора![]() -это отношение абсолютной погрешности измерительного прибора к действительному значению измеряемойимвеличины. На практике, как правило, относительную погрешность выражают в процентах:
-это отношение абсолютной погрешности измерительного прибора к действительному значению измеряемойимвеличины. На практике, как правило, относительную погрешность выражают в процентах:
![]() (6)
(6)
Приведенная погрешность измерительного прибора![]() -это отношение абсолютной погрешности измерительного прибора к нормирующему значению
-это отношение абсолютной погрешности измерительного прибора к нормирующему значению ![]() (обычно выражается в процентах):
(обычно выражается в процентах):
![]() (7)
(7)
Нормирующее значение![]() -условно принятое значение, которое может быть равным верхнему пределу измерений, диапазону измерений, длине шкалы и др. Как правило, за нормирующее значение принимаются: конечное значение диапазона измерений (для приборов, имеющих нулевую отметку на краю шкалы); арифметическая сумма конечных значении диапазона измерений (для приборов, имеющих двустороннюю шкалу (нулевая отметка в середине шкалы). Например, для термометра со шкалой от минус 50 до плюс 50 °С величина
-условно принятое значение, которое может быть равным верхнему пределу измерений, диапазону измерений, длине шкалы и др. Как правило, за нормирующее значение принимаются: конечное значение диапазона измерений (для приборов, имеющих нулевую отметку на краю шкалы); арифметическая сумма конечных значении диапазона измерений (для приборов, имеющих двустороннюю шкалу (нулевая отметка в середине шкалы). Например, для термометра со шкалой от минус 50 до плюс 50 °С величина ![]() будет определяться суммой 50+50=100); разность конечного и начального значений диапазона измерений для приборов со шкалами без нуля (так называемые шкалы-с «подавленным нулем»). Например, для потенциометра со шкалой 300—1600°С величина
будет определяться суммой 50+50=100); разность конечного и начального значений диапазона измерений для приборов со шкалами без нуля (так называемые шкалы-с «подавленным нулем»). Например, для потенциометра со шкалой 300—1600°С величина ![]() будет определяться разностью 1600—300 ==1300.
будет определяться разностью 1600—300 ==1300.
Необходимо отметить, что приведенная погрешность характеризует лишь метрологические свойства самого прибора, а не погрешность измерений, полученных с помощью этого прибора, которые могут выражаться только в виде абсолютной погрешности. Абсолютная и относительная погрешности в соответствии с выражениями (5), (6) и (7) связаны с приведенной следующими соотношениями:
![]() (8)
(8)
![]() (9)
(9)
Как видно из уравнения (9) относительная погрешность практически всегда больше приведенной (кроме случая, когда измеряемая величина больше, например, верхнего предела измерения, т.е.![]() .>
.> ![]() ). Причем, чем меньше значение измеряемой величины
). Причем, чем меньше значение измеряемой величины ![]() , тем больше относительная погрешность. Поэтому измерительные приборы рекомендуется выбирать таким образом, чтобы при измерениях указатель находился во второй половине шкалы, а также подбирать предел измерения образцового прибора таким образом, чтобы он превышал предел измерения поверяемого прибора не более чем на 25 %.
, тем больше относительная погрешность. Поэтому измерительные приборы рекомендуется выбирать таким образом, чтобы при измерениях указатель находился во второй половине шкалы, а также подбирать предел измерения образцового прибора таким образом, чтобы он превышал предел измерения поверяемого прибора не более чем на 25 %.
На показания приборов оказывают значительное влияние внешние факторы, называемые влияющими величинами.
Область значений влияющей величины, устанавливаемая в стандартах или технических условиях на средства измерения данного вида в качестве нормальной для этих средств измерений, называется нормальной областью значений. Принормальном значений влияющей величины погрешность средств измерения минимальна. Условия применения средств измерений, при которых влияющие величины (температура и влажность окружающего воздуха, характер вибрации, напряжение питания, величина внешнего магнитного и электрического поля и т.д.) находятся в пределах нормальной области значений, называются нормальными условиями применения средств измерений. Нормальные условия оговариваются в технических условиях заводов-изготовителей средств измерений.
Погрешность средств измерений, используемых в нормальных условиях, называется основной погрешностью.Изменение погрешности средств измерений, вызванное отклонением одной из влияющих величин от нормального значения, называется дополнительной погрешностью.
В зависимости от основной и дополнительной погрешности средствам измерений присваиваются соответствующие классы точности.
Класс точности - обобщенная характеристика средства измерения, определяемаяпределами допускаемых основной и дополнительной погрешностей, а также другими свойствами средства измерения, влияющими на точность, значения которых устанавливаются в стандартах на отдельные виды средств измерений.
Средства измерений выпускаются на следующие классы точности: 0,01; 0,015; 0,02; 0,025; 0,04; 0,05; 0.1; 0,15; 0,2; 0,25; 0,4; 0,5; 0,6; 1,0; 1,5; 2,0; 2,5; 4,0; 5,0; 6,0. Класс точности средств измерений характеризует их свойства в отношении точности, но не является непосредственным показателем точности измерений, выполняемых с помощью этих средств (под точностью средств измерений понимается качество измерений, отражающее близость к нулю его погрешностей). На циферблаты, щитки, корпуса средств, измерений наносят условные обозначения класса точности, включающие числа и прописные буквы латинского алфавита.
Пределом допускаемой погрешности средства измерений называется наибольшая (без учета знака) погрешность средства измерений, при которой оно может быть признано годным и допущено к применению. Предел допускаемой основной погрешности может выражаться одним из трех способов в форме абсолютной погрешности, относительной погрешности и приведенной погрешности.
Для средств измерений, у которых нормируются абсолютные погрешности, класс точности обозначается прописными буквами латинского алфавита или римскими цифрами. В определенных случаях добавляются индекс в виде арабской цифры. Такое обозначение класса точности не связано с пределом допускаемой погрешности, т.е. носит условный характер.
Для средств измерений, у которых нормируется приведенная или относительная погрешность, класс точности обозначается числами и существует связь между обозначением класса точности и конкретным значением предела допускаемой погрешности.
При выражении предела допускаемой основной погрешности в форме приведенной погрешности класс точности обозначается числами, которые равны этому пределу, выраженному в процентах. При этом обозначение класса точности зависит от способа выбора нормирующего значения. Если нормирующее значение выражается в единицах измеряемой величины, то класс точности обозначается числом, совпадающим с приведенной погрешностью. Например, если v=1,5%, то класс точности обозначается 1,5 (без кружка). Если нормирующее значение принято равным длине шкалы или ее части, то обозначение класса точности (пpи v==l,5 %) будет иметь вид 1,5 (в кружке).
При выражении предела допускаемой основной погрешности в форме относительной погрешности необходимо руководствоваться следующим.
Предел допускаемой относительной погрешности согласно выражению (6)
![]() (10)
(10)
где![]() — предел допускаемой абсолютной погрешности;
— предел допускаемой абсолютной погрешности;
Х — измеренное значение.
В том случае, когда предел относительной погрешности остается постоянным во всем диапазоне измерений выражение (10) имеет вид:
![]() (11)
(11)
где с – постоянное число.
Если же предел относительной погрешности изменяется, то
![]() (12)
(12)
где с и d—постоянные числа, причем с—численно равно относительной погрешности на верхнем пределе измерения, a d—численно равно погрешности на нижнем пределе измерения, выраженной в процентах от верхнего предела;
![]() —конечное значение диапазона измерений.
—конечное значение диапазона измерений.
В первом случае число, обозначающее класс точности и предел допустимой основной погрешности, выраженной в процентах, совпадают. Это число заключается в кружок.
Во втором случае в обозначение точности входят два числа, которые разделяются косой чертой (первое с, второе d). Например, 0,02/0,01, без кружка.
Погрешности ряда средств электрических измерений нормируются по двухчленной формуле вида:
![]() (13)
(13)
где е и f—постоянные числа ( е=с-d; f=d![]() )
)
В этом случае в условное обозначение класса точности входит только число е, которое заключают в кружок. Таким образом, обозначение класса точности не отличается от случая с постоянной относительной погрешностью.
Пример 2. Основная погрешность потенциометра постоянного тока в диапазоне 0—50 мВ нормируется по формуле
где![]() —показания потенциометра, мВ.
—показания потенциометра, мВ.
Условное обозначение класса точности —0,05 (в кружке). Предел допускаемой погрешности: в конце диапазона измерения для этого прибора
![]()
в середине диапазона
![]()
Таким образом, фактическая относительная погрешность потенциометра значительно превышает число, указанное в условном обозначении класса точности. Поэтому при проверке приборов, погрешности которых нормированы по Двухчленным формулам, следует во избежание ошибок особенно внимательно относиться к анализу погрешности образцовых и рабочих средств измерений. Примеры обозначений класса точности средств измерений представлены в табл. 1.
Применяются и другие обозначения класса точности. В эксплуатационной документации на средства измерений указываются государственные или отраслевые стандарты, в соответствии с которыми установлен класс точности.
По классу точности прибора можно определить его допустимые погрешности ![]() и
и![]()
Для приборов с нулем в начале шкалы абсолютная основная погрешность
![]() (14)
(14)
где К—класс точности прибора; ![]() —нормирующее значение, равное верхнему пределу показаний прибора.
—нормирующее значение, равное верхнему пределу показаний прибора.
Тогда, согласно выражению (7), приведенная основная погрешность прибора
![]() (15)
(15)
Для приборов, имеющих шкалу «с подавленным нулем», необходимо дополнительно учитывать погрешность показаний на начальной отметке шкалы. Для таких приборов абсолютная основная погрешность
![]() (16)
(16)
где Е—диапазон шкалы прибора; Д—диапазон «подавления» (нижний предел измерения); d—значение поправки на «подавление нуля» (для приборов классов 0,5 и 1,0 d=±0,15; для класса 1,5- d=± 0,25).
Заменяя в выражении (7) ![]() на Е, получим, что для приборов с «подавленным нулем» приведенная основная погрешность определяется следующим образом;
на Е, получим, что для приборов с «подавленным нулем» приведенная основная погрешность определяется следующим образом;
![]() (17)
(17)
или
![]() (18)
(18)
Таким образом, для этого типа приборов численное значение приведенной основной погрешности будет превышать число, указанное в условном обозначении класса точности на величину dД/Е.
Пример 3. Определить погрешность потенциометра типа КСП3-П класса точности 1,5 для измерения температуры, имеющего шкалу +300¸1600 °С. По (16) находим, что абсолютная основная погрешность на всех точках шкалы не должна превышать значения
![]()
Приведенная основная погрешность согласно выражению (17)
![]()
или по формуле (18)
![]()
Пример 4. Определить погрешность вторичного прибора типа КСДЗ класса точности 1,0 для измерения расхода со шкалой 0—400![]() . Согласно (14) определяем абсолютную основную погрешность:
. Согласно (14) определяем абсолютную основную погрешность:
![]()
![]() .
.
Приведенная погрешность по формуле (15) ![]() =±K=±l,0 %.
=±K=±l,0 %.
Вариацией показаний прибора называется разность между значениями отдельных показаний прибора, соответствующих одному и тому же значению измеряемой величины, полученных при приближении к нему как от меньших значении к большим, так и от больших к меньшим. Вариация показаний определяется одновременно с основной погрешностью как разность действительных значений измеряемой величины (по показаниям образцового прибора), соответствующих одной и той же отметке шкалы поверяемого прибора сначала при увеличении (прямое направление), а затем при уменьшении (обратное направление) значения измеряемой величины. При нескольких подходах к данной точке диапазона измерений в каждом из двух направлениях вариация определяется как средняя разность.
Вариация обычно выражается в процентах от принятого нормирующего значения ![]() где
где ![]() - значения измеряемой величины при прямом и обратном направлениях подхода к данной точке измерения;
- значения измеряемой величины при прямом и обратном направлениях подхода к данной точке измерения;![]() —нормирующее значение,
—нормирующее значение,
Вариация показаний вызывается появлением трения в опорах, люфтами, износом кернов, подпятников и др.
Вариация показаний не должна превышать 0,2 % для приборов класса точности 0,25 и выше и половины допустимого значения основной погрешности для приборов остальных классов точности.
Измерительные приборы характеризуются также и чувствительностью, под которой понимается отношение изменения си