


Получение платины из стоков процесса рафинирования металлов платиновой группы
В ходе работ по выделению ценных элементов из стоков процесса рафинации платиновых металлов было установлено, что все возможные методы, дающие отличные результаты при использовании синтетических модельных растворов, оказываются непригодными для обработки реальных стоков процесса рафинации. Химический анализ обработанных стоков не показывает присутствия значительных количеств элементов, однако при выпаривании раствора досуха спектрографическое исследование остатка позволяет установить, что в растворе содержится до 100 мг/л различных металлов. Поскольку не существует методов для выделения этих соединений, их структура не может быть установлена. Эти соединения разлагаются с малой скоростью, выделяя аммиак.
Глава 1. РАФИНИРОВАНИЕ ПЛАТИНОВЫХ ОТХОДОВ ЭЛЕКТРОЛИЗОМ В РАСПЛАВЛЕННЫХ СОЛЯХ
Электролиз расплавленных хлоридов является эффективным способом очистки платиновых металлов от металлических и неметаллических примесей.
На заводе электролитическое рафинирование в расплавленных солях применяется с 1981 г. Первоначально этот способ использовался для очистки иридия.
Электролиз в расплавах солей используется для очистки ломов катализаторных сеток и стеклоплавильных аппаратов. Электролитическое рафинирование в расплавленных солях имеет ряд несомненных преимуществ по сравнению с традиционными, гидрометаллургическими способами очистки:
Экологическая чистота процесса;
Высокая степень очистки;
Малостадийность;
Компактность, небольшой объем электролизеров и занимаемой ими площади;
Простота управления процессом, высокая степень автоматизации.
К недостаткам процесса электролитического рафинирования в расплавах солей можно отнести невозможность разделения платиновых металлов друг от друга, но для данной задачи это и не нужно.
Процесс ведут в электролизерах закрытого типа, в атмосфере очищенного инертного газа. Электролит – расплав хлоридов натрия, калия и цезия.
Необходимую концентрацию платины, палладия и родия в электролите задают хлорированием металлов в расплаве.
Рафинируемый металл, который одновременно является и растворимым анодом, предварительно переплавляют и отковывают в пластины. Суммарное содержание металлических примесей в исходном металле составляет от 0,1 до 0,5 мас. %. Катод - в виде полого цилиндра, свернутый из листовой заготовки толщиной 1,0 мм из сплава ПлРд-7 или ПлРд-10.
Контейнером для анодного металла и электролита служит графитовый тигель диаметром 0,4 м с пирографитовым покрытием. Через него осуществляется подвод тока к анодному металлу.
Электролизер изготавливается из нержавеющей стали. Его основные узлы - реторта, крышка реторты, шиберное устройство и шлюзовая камера. Процесс рафинирования ведется при температуре расплава 500-600 0С.
Процесс рафинирования состоит в следующем: при включении постоянного тока на аноде происходит растворение - основной металл (платина) и примеси переходят в расплав в виде комплексных ионов, а на катоде - разряд ионов до металла, при этом примеси неблагородных металлов остаются в расплаве (электролите). Если в электролите присутствуют ионы разных платиновых металлов, то идет совместный разряд с образованием сплава.
Сопоставление изменения состава электролита и состава катодных осадков в процессе электролиза показывает, что независимо от природы металла-платиноида, наблюдается общая тенденция: увеличение концентрации ионов платинового металла в электролите вызывает повышение содержания этого компонента в сплаве.
Однако, характер изменения концентрации ионов металла в расплаве в процессе электролиза определяется природой металла, прежде всего его равновесным потенциалом.
Концентрация ионов более электроположительного металла (Pt) в новом электролите значительно уменьшается за период, равный приблизительно 103 А x час, а концентрация ионов более электроотрицательных металлов (Pd, Rh) за этот же период растет. После этого наступает стационарное состояние. Состав катодных осадков также становится постоянным и близким по составу к исходному составу анода.
Структура катодных осадков для чистой платины и её сплавов является дендритной. Основные типы дендритов – двумерные 2D <110>, 2D<112> - <110> и игольчатые <110>. Каждому типу дендрита по данным рентгенофазового анализа соответствует определенный состав сплава.
Дендритные осадки плохо сцеплены с катодом, что с одной стороны позволяет легко очистить матрицу от катодного осадка и использовать её многократно в процессе рафинирования, а с другой стороны – уменьшается катодный выход по току вследствие осыпания дендритов. Захват электролита катодными осадками составляет 10-15 % от массы осадка. После отмывки от солей катодные осадки сушат и переплавляют в слитки.
Металл после очистки хорошо поддается пластической деформации, т.е. обладает повышенными технологическими свойствами на всех переделах при изготовлении катализаторной сетки.
Отработанный электролит после окончания цикла очистки используется, как правило, повторно. При необходимости он может быть регенерирован для повышения концентрации платиновых металлов в электролите. Анодные остатки, выход которых составляет 5-7 % от массы анода, снова поступают на электролиз.
Электролитическим рафинированием удается очистить загрязненный металл практически от всех примесей неблагородных металлов и различных металлических включений, таких, как оксиды алюминия, кремния, магния, циркония и др. Степень очистки от примесей тугоплавких металлов, например вольфрама, при электролизе более чем на порядок выше по сравнению с электронно-лучевой плавкой.
По данным спектрального анализа общее содержание примесей неблагородных металлов не превышает 10-3 мас.%.
Иридий и рутений образуют сплошные осадки, что дает возможность изготавливать из них изделия методом гальванопластики.
Электролиз в водных электролитах.
Шлиховое золото (содержание золота не менее 70 % и серебра до 20 %) после сплавления в аноды перерабатывается электролизом в водных растворах. Особенность переработки заключается в том, что золото чистотой 99,95 % и более получают за одну стадию электролиза.
Шламы золотого электролиза, содержащие хлорид серебра, после выщелачивания золота и платиноидов в царской водке, переплавляют с содой. Полученные аноды направляют на электролитическое рафинирование серебра. Серебряные отходы с содержанием серебра не менее 70 % также перерабатываются электролизом. За одну стадию получают серебро чистотой 99,995-99,998 %. Из шламов электролиза серебра также извлекаются золото и платиноиды.
Отходы ювелирных золотых сплавов и бедные по содержанию золота отходы предварительно переплавляют в гранулы и перерабатывают в две стадии. Сначала гидрометаллургическим способам (восстановлением золота из солянокислого раствора) выделяют золото в виде губки чистотой 99,8-99,9 %. Полученную золотую губку можно использовать для приготовления стандартных сплавов или, после сплавления в аноды, провести вторую стадию очистки электролизом в водных растворах.
Гидрометаллургический аффинаж.
Переработка сыпучих материалов, таких как шламы, катализаторы АПК, концентраты ПКЗ и др. начинается с выщелачивания в «царской водке». В аффинажном производстве, в связи с агрессивностью применяемых реактивов, используется оборудование из титана, полипропилена, стекла, фторопласта, нержавеющей и эмалированной стали.
Нерастворенная после 1-го царсководочного вскрытия часть подвергается окислительному обжигу и направляется на повторное выщелачивание. Полученные растворы упаривают, отгоняют азотную кислоту и направляют на осаждение хлорплатината аммония. Соль прокаливают, получая губчатую платину, содержащую 97-98 % платины и до 1 % палладия. Прямой выход годного в платиновую губку, в зависимости от исходного содержания составляет от 90 до 97 %. Платина измельчается, опробуется и передаётся на аффинаж. В нерастворимом остатке содержится не более 1 % платины от исходного. Маточные растворы, в которых содержится до 5 % платины, 90 % палладия и родия от исходного поступают для получения палладия путём аммиачной обработки либо сорбцией. Платина и палладий в процессе сорбируются количественно, а родий на 75-90 %. Полученную в процессе сорбции насыщенную смолу озоляют и возвращают в голову процесса для получения платины и аффинированного палладия. Прямое извлечение палладия со смолы составляет не менее 90-95 %. Оставшаяся часть металла концентрируется примерно поровну в маточных растворах и сыпучих отходах, таких как гидраты, фильтры и т.д. Растворы поступают на сорбцию, а отходы в голову процесса. Родий концентрируется в нерастворимом остатке.
Переработка палладиевых катализаторов несколько отличается от переработки шламов азотной промышленности. Основными операциями являются выщелачивание палладия с поверхности гранул, упаривание полученного раствора, нейтрализация аммиаком, осаждение хлорпалладозамина, его перекристаллизация и получение порошка палладия. Полученные в результате аммиачной обработки гидраты растворяют в соляной кислоте, раствор объединяют с маточными растворами осаждения ПА и направляют на сорбцию. Палладий полностью сорбируется на смоле которую, после озоления, объединят с различными сыпучими отходами и возвращают в голову процесса.
Отработанные гранулы содержат не более 1,0-1,5 % палладия от исходного. Выход металла в аффинированный порошок палладия составляет 85-90 %. Оставшиеся 10-14 % палладия возвращаются вместе со смолой и сыпучими отходами в голову процесса.
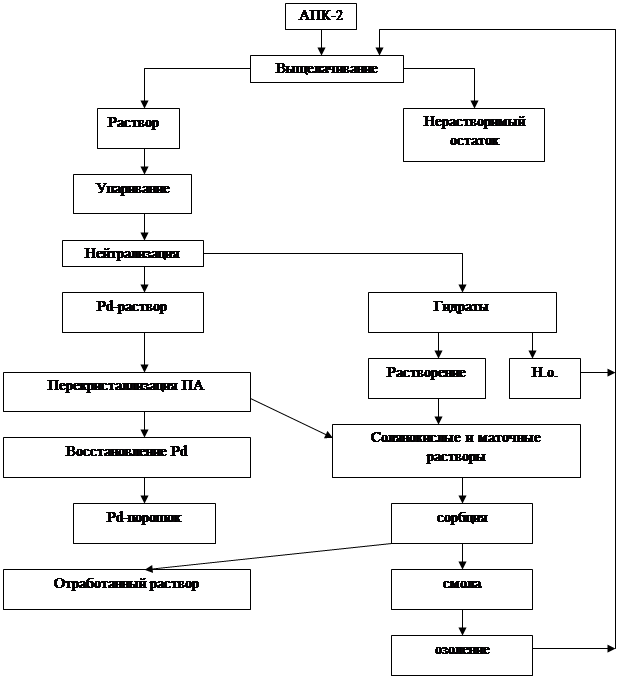
Рис. 1 - Схема переработки палладиевых катализаторов
Более сложным объектом переработки являются платино-рениевые концентраты ПКЗ (рис. 1), полученные после растворения основы отработанных катализаторов нефтехимии в плавиковой кислоте. Присутствие ионов фтора определяет невозможность переработки материала в титановом оборудовании, и упаривания растворов. Кроме того, наличие значительного, до 15 %, содержания рения в концентрате вызывает необходимость его селективного выделения в голове процесса.
Для этого используется азотнокислое выщелачивание. Процесс обеспечивает высокое 90-95 % извлечение рения в раствор, но одновременно в азотнокислый раствор переходит до 15 % платины, содержащейся в концентрате. Полученный раствор нейтрализовывали и выделяли рений в виде перрената калия, который посредством диализа конвертировали в рениевую кислоту, а добавлением аммиака получали перренат аммония. Сквозное извлечение рения составляло не более 80 %. Остаток металла распределялся следующим образом: до 10 % в маточных растворах осаждения ХПА, до 5 – в гидратах, и 5 % в маточных растворах осаждения перрената калия. Сложность переработки азотнокислых растворов, задолжность значительных количеств платины, в различных продуктах переработки заставляли постоянно совершенствовать процессы, что привело к более эффективному способу селективного извлечения рения, позволившему извлекать более 95 % рения, при этом в рениевый раствор переходит не более 1 % платины.
Полученные растворы упаривают и при добавлении хлорида аммония в осадок выпадает черновой перренат аммония и практически вся платина. Полученную соль растворяют в воде, раствор направляют на извлечение рения сорбцией либо диализом. В процессе диализа получают рениевую кислоту и перренат аммония.
После извлечения рения материал поступает на извлечение платины. Извлечение платины аналогично схеме переработки шламов. Прямое извлечение платины в губку с содержанием более 98 %, составляет 80-90 %. До 10-15 % остаётся в маточных растворах, которые дорабатываются сорбцией. В нерастворимом остатке концентратов содержится 2-5 % платины от исходного количества. Основной причиной столь большого количества неизвлечёной платины является её пассивация сульфидами в нерастворимом остатке. Для полного вскрытия платины необходим окислительный обжиг при высокой температуре.
В последнее время на нашем предприятии гидрометаллургические процессы становятся все более востребованными и связано это, в первую очередь с потребностями рынка ДМ.
Наш многолетний аффинажный опыт, с использованием, в основном, традиционных процессов, основанных на химических реакциях выделения аффинированных МПГ в виде труднорастворимых солей, показал, что классические приемы наряду с неоспоримыми преимуществами, не лишены недостатков.
Поэтому на заводе в последнее время широкое развитие получили сорбционные, электрохимические, дистиляционные и хроматографические методы. Успешное сочетание данных методов с традиционными способами аффинажа, позволяют снизить безвозвратные потери металлов, уменьшить количество различных пром. продуктов аффинажа, автоматизировать технологические операции и значительно улучшить экологическую безопасность процессов.
Особенно очевидны преимущества нетрадиционных методов при аффинаже металлов платиновой группы: платины, родия, иридия и осмия.
В таблице 1 приведены основные направления применения различных методов при аффинаже вышеуказанных металлов.
При аффинаже платины и палладия основным применяемым методом остается осадительный (т.е. выделение и разделение осуществляется за счет образования труднорастворимых солей выделяемого металла), а сорбционный и электрохимический метод применяется для доизвлечения платиноидов из отработанных растворов до следовых количеств, что значительно сокращает технологический цикл утилизации данных растворов, исключая такие трудоемкие операции, как цементация, упаривание и фильтрование.
Аффинаж металлов платиновой группы (МПГ) гидрометаллургическими методами предусматривает получение на различных стадиях технологического процесса больших количеств промывных и маточных растворов с содержанием драгоценных металлов (ДМ) от 20 до 2000 мг/л.
Таблица 1 - Применяемые методы при аффинаже платиновых металлов
| Аффинируемый металл | Применяемые методы | Технологические операции |
| платина | осадительные | выделение NH4PtCl6 |
| сорбционные | доизвлечение МПГ из отработанных растворов | |
| электрохимические | ||
| палладий | осадительные | выделение Pd(NH3)2Cl2 |
| сорбционные | доизвлечение МПГ из отработанных растворов | |
| электрохимические | ||
| родий | осадительные | разделение МПГ и Rh |
| электрохимические | вскрытие материала, выделение чистого Rh | |
| сорбционные | разделение МПГ и Rh, очистка от н/б металлов | |
| иридий | электрохимические | вскрытие материала |
| сорбционные | разделение МПГ и Ir, очистка от н/б металлов | |
| осмий | пирометаллургические | вскрытие материала (отгонка OsO4), водородное восстановление |
| электрохимические | выделение Os |
Низкое содержание ДМ, высокая кислотность растворов и интенсивный солевой фон (до 100 г/л по хлористому аммонию) вызывает определенную сложность при доизвлечении ценных компонентов и утилизации данных растворов. Разработанная на ОЦМ экологически безопасная технология включает в себя следующие стадии:
Комплексное сорбционное извлечение ДМ на анионите.
Электрохимическое доизвлечение ДМ до «сливных» концентраций.
Обработка растворов с отгонкой аммиака.
Подобранные параметры процесса позволяют извлекать МПГ из растворов до концентраций до 3 мг/л по сумме ДМ, при этом полная динамическая объемная емкость анионита на стадии сорбционного извлечения составляет до 650 мг/г сорбента. Насыщенная смола подвергается деструкции с получением концентрата ДМ, который подвергается аффинажу по классическим технологиям.
В случае, если концентрация МПГ превышает 3 мг/л, металлы после сорбционной обработки доизвлекаются с помощью электролизёра камерного типа, с катодами из волокнистого углеродного материала. Катодный материал после насыщения извлекаемыми металлами сушатся и сжигаются с получением концентрата драгметаллов.
Поскольку раствор после сорбционной и электрохимической переработки характеризуется значительным превышением согласованных ПДК по иону аммония для аффинажных предприятиях (12,146 мг/л), дальнейшие операции осуществляются с целью снижения солевого фона. Отгонка аммиака проводится на специальной установке по известной реакции взаимодействия хлористого аммония с едким натрием. Аммиачный конденсат путем нейтрализации соляной кислотой переводят раствор хлористого аммония с последующим использованием в аффинажном цикле.
При гидрометаллургическом аффинаже родия и иридия электрохимические и сорбционные процессы являются доминирующими, т.е. применяются при вскрытии материала и разделения от сопутствующих элементов. Элекрохимические процессы, применяемые для выделения из очищенных растворов металлов (родия), исключают стадию прокалки хлоросолей.
Глава 2. ПРИМЕРЫ ПОЛУЧЕНИЯ ПЛАТИНЫ ИЗ РАЗЛИЧНЫХ ПРОМЫШЛЕННЫХ ПРОЦЕССОВ ПЛАВЛЕНИЯ МАТЕРИАЛОВ
2.1 Платина из стоков процесса рафинирования металлов платиновой группы
В ходе работ по выделению ценных элементов из стоков процесса рафинации платиновых металлов было установлено, что все возможные методы, дающие отличные результаты при использовании синтетических модельных растворов, оказываются непригодными для обработки реальных стоков процесса рафинации. Химический анализ обработанных стоков не показывает присутствия значительных количеств элементов, однако при выпаривании раствора досуха спектрографическое исследование остатка позволяет установить, что в растворе содержится до 100 мг/л различных металлов. Поскольку не существует методов для выделения этих соединений, их структура не может быть установлена. Эти соединения разлагаются с малой скоростью, выделяя аммиак. Имеются доказательства того, что в их состав входят стабильные гидроксильные группы.
Усовершенствованный процесс выделения разработан Дж. Дж. Мак Грегором. Процесс включает следующие стадии выделения металлов платиновой группы, присутствующих в виде растворимых стабильных комплексов в водных стоках процесса рафинирования платиновых металлов: 1) установление в случае необходимости величины рН раствора =10; 2) нагревание раствора до температуры более 60°С; 3) электролиз раствора, с использованием электрода, в состав которого входит по крайней мере один металл, выбранный из группы, включающей Ru, Rh, Pd, Ir, Pt и их сплавы при анодном потенциале: 5s 7,5 В и плотности тока >0,2 А/см2; в результате анодного окисления происходит разложение комплекса и осаждение содержащегося в нем металла; 4) отделение осажденного металла от раствора путем фильтрации.
2.2 Платина из отработанных катализаторов
Наибольшее применение платиновые катализаторы находят в нефтехимической промышленности. Так, платиновые катализаторы, обычно нанесенные на носитель, например оксид алюминия, широко используются в процессах гидрирования и дегидрирования, крекинга, очистки, удаления отравляющих примесей из отходящих газов и др.
В процессе использования происходит снижение эффективности платиновых катализаторов, что связано с отложением на катализаторе осадков, образующихся в результате протекания вторичных реакций, либо с действием каталитических ядов, содержащихся в исходном сырье. В результате этого возникает необходимость в регенерации катализаторов, которая включает стадии отжига при повышенной температуре для удаления органических соединений, насыщения катализатора раствором нитрата или хлорида аммония и последующего нагревания при 400-500 "С.
Однако после проведения такого процесса регенерации несколько раз катализатор теряет эффективность. При этом его дальнейшее использование становится нецелесообразным и возникает необходимость выделения содержащегося в нем драгоценного металла. Для этого обычно используют методы хлорирования или выщелачивания.
При использовании метода хлорирования отработанный катализатор обжигают на воздухе при температурах до 870°С и обрабатывают при той же температуре хлорирующим агентом, таким как хлорид алюминия, четыреххлористый кремний, кар-бонил хлорид и т.п. Образующиеся соединения платины абсорбируют водой и из полученного раствора выделяют платину путем восстановления алюминием, цинком и т.п.
Метод выщелачивания может быть основан на использовании как кислых, так и щелочных растворов. При использовании кислоты отработанный катализатор также обжигают при температуре >800°С для .удаления органических веществ, а затем в течение нескольких часов выщелачивают 20-60 % раствором серной кислоты или 20-50 % раствором соляной кислоты при 100-140 °С. Часто эту реакцию проводят при повышенных давлениях - до 5,0 МПа. Из полученного шлама выделяют платину.
В щелочном процессе отработанный катализатор, отожженный либо необожженный, подвергают плавлению с избытком гидроксида натрия, образующийся расплав выщелачивают водой и из платинового концентрата выделяют платину. Растворение необожженного катализатора обычно проводят в 40 % растворе гидроксида натрия при температурах 120-145°С.
К сожалению каждый из описанных процессов связан со значительными ограничениями. Удаление органических соединений из катализатора проводится при температурах 800-1200°С, что требует значительных расходов энергии и усложняет проведение процесса. Вследствие наличия большого числа стадий процесса, таких как обжиг, плавление, осаждение, декантация, фильтрование и др. потери платины достигают 3-5%. При проведении щелочного процесса возникает необходимость в переработке образующегося раствора алюмината, а в случае кислого процесса требуется применение больших количеств кислоты. Наличие указанных недостатков требует дальнейшего усовершенствования процессов.
При использовании катализаторов на основе драгоценных или платиновых металлов металлы на носитель могут быть нанесены т. н. методом покрытия тонким слоем. Обычно в катализаторе количество металла составляет относительно незначительную часть от общей массы катализатора. Например, в катализаторах для очистки выхлопных газов автомобилей содержание металлов составляет всего 0,1-0,4 % от общей массы катализатора. Выделение металлов, находящихся на носителе в таких малых концентрациях, химическими методами, например кислотным выщелачиванием, требует очень высоких расходов, обусловленных размерами установки и количествами используемых реагентов.
Один из методов нанесения металла на катализатор включает покрытие носителя кордиерита тонким слоем оксида алюминия, импрегнированного или последовательно покрытого слоями платиновых металлов или сплавов, например платиновой, родием или сплавами.
А процесс, разработанный И. Пекой предназначен для извлечения платины из отработанного катализатора и заключается в фторировании катализатора элементарным фтором или его смесью с фтористым водородом при температурах 100-600°С. Образующийся фторид платины затем превращают в элементарную платину.
2.3 Способ пирометаллургического рафинирования платиновых сплавов
Проводят вакуумную электронно-лучевую зонную плавку в кристаллизаторе не менее чем двумя электронными лучами, путем выставления на поверхность металла в кристаллизаторе первого луча и удерживания его неподвижно до расплавления металла в зоне его фокального пятна, перемещения луча вдоль протяженного водоохлаждаемого кристаллизатора и остановку, включение второго луча, установку его в начальное положение первого и затем одновременное последовательное перемещение обоих лучей вдоль кристаллизатора. Расстояние между лучами и скорость их одновременного перемещения выбирают из условий обеспечения между фокальными пятнами температуры металла между точками ликвидус и солидус платинового сплава. При создании и поддержании в зоне между лучами твердо-жидкого состояния фаз ценный компонент извлекается более полно испарением из расплава, а примеси - при перекристаллизации сплава. Осуществляется переработка платиновых сплавов с глубоким извлечением данного компонента при низких безвозвратных потерях основы.
несмотря на сокращение длительности процесса рафинирования палладия, степень извлечения такого ценного компонента, как, например платины, при осуществлении данного способа находится только на уровне степени извлечения других малоценных примесей.
Известен способ рафинирования от металлических примесей другого металла группы платины - иридия, при индукционной окислительной плавке (ж. "Высокочистые вещества", 1990, N 1, с. 143-146). Способ включает не только индукционную окислительную плавку, направленную на рафинирование от палладия, но и электронно-лучевую вакуумную плавку, проводимую для дополнительного рафинирования от платины и родия.
Однако возможность использования материала индукционной плавки в качестве шихты для электронно-лучевой плавки отмечается без указания конкретных температурно-временных режимов осуществления способа.
Однако данный способ позволяет извлекать только летучие металлы, такие как осмий и рутений, которые возгоняются и конденсируются в выносном холодильнике. Этот способ не позволяет избавиться от всего комплекса присутствующих в сырье примесей.
Известен также способ очистки от примесей, в том числе от палладия, платиновых металлов - платины и иридия, путем электронно-лучевой плавки либо совместного применения электронно-лучевой и бестигельной зонной плавки (книга "Процессы цветной металлургии при низких давлениях", М.: Наука, 1983, с. 195-200).
При электронно-лучевой плавке известным способом примерно на порядок снижается содержание ряда цветных металлов. Последовательное проведение электронно-лучевой и бестигельной зонной плавки позволяет осуществлять раздельную очистку за счет испарения примесей и зонной перекристаллизации.
Однако эти способы дают незначительную степень очистки от примесей и для получения платины высокой чистоты необходимо совершенствование методов плавки, например режима нагрева сплавов.
Известен также способ пирометаллургического рафинирования платины (Г.Г. Девятых, "Высокочистые тугоплавкие и редкие металлы", М.: Наука, 1993, с. 57). В известном способе электронно-лучевая зонная плавка платины позволяет снизить на один-два порядка содержание многих примесей.
Рафинирование от примесей других платиноидов - рутения и осмия, в две стадии: первой - электронно-лучевым переплавом порошков, второй - зонной перекристаллизацией полученных поликристаллических слитков, приводит к снижению концентрации примесей, однако содержание, например, палладия изменяется незначительно, т.е. выделение такого ценного компонента невелико.
Известен также наиболее близкий аналог - способ пирометаллургического рафинирования платиновых сплавов ("Благородные металлы", справочник под ред. В.М. Савицкого, М.: Металлургия, 1984, с. 32-33).
Известный способ включает электронно-лучевую зонную плавку в кристаллизаторе в вакууме не менее 10-3 мм. рт. ст.
Однако известный способ направлен на рафинирование всех платиновых металлов и их сплавов и из-за неопределенности режимов не позволяет очищать конкретные платиноиды от определенной группы примесей. Поэтому необходимо подбирать для рафинирования каждого конкретного платинового сплава соответствующий комплекс методов очистки.
В случае реализации данного пирометаллургического рафинирования платинового сплава, например, с ценным компонентом, понижающим температуру плавления основы сплава, следует признать недостаточно высокую степень очистки от примесей и извлечения ценного компонента, а также значительные потери платиноидов.
Отличие от других процессов обработки металлов - именно электронным лучом, обусловлено высокими скоростями ввода энергии источника и, как следствие, высокими скоростями нагрева зоны воздействия (до 1010 к/с) и ее последующего охлаждения (до 108 к/с). Высокие скорости обработки заметно снижают размер зоны термического влияния, уменьшают объем удаляемого примесного элемента, как за счет оттеснения его расплавленной зоной, так и за счет улетучивания. Из-за большого переохлаждения расплава его кристаллизация происходит очень быстро, все примеси, как ценные, не успевшие улетучиться, так и малоценные, не успевшие перераспределиться и переместиться на край жидкой зоны, подвергаются совместной перекристаллизации. Для их извлечения требуется новое расплавление металла. И даже многократные операции зонной плавки, при которых, как отмечается (В.Пфанн, "Зонная плавка", Мир, М., 1970, с. 16), степень очистки тем выше, чем больше число проходов - единичных зон, прошедших через образец, не позволяют достичь высокой степени очистки, особенно от испаряющихся примесей. Совместное нахождение ценных примесей с другими легкоплавкими примесями в малой по размерам зоне термического влияния луча не позволяет создать их достаточно высокую концентрацию в какой- либо локальной области зоны расплава для полного и глубокого рафинирования. Металл основы сплава в результате многократных расплавлений и перекристаллизаций (в случае обычной электронно-лучевой зонной плавки одним лучом при большом числе проходов) частично безвозвратно теряется за счет испарения в зоне термического влияния луча, а длительность осуществления способа достаточно велика.
При многократных кристаллизациях (в результате многократных отдельных зонных плавок) состав сплава в отношении его основы остается примерно таким же, как и состав исходного расплава.
Так, при вторичном расплавлении состав расплава повторно имеет концентрацию тугоплавкой основы, как и в закристаллизовавшемся после первого прохода слитке.
Тепловой баланс плавки двумя лучами подобран таким образом, что в области между зонами термического воздействия лучей позволяет одновременно осуществляться двум процессам: направленной кристаллизации с перекристаллизацией сплава, формирующей твердую фазу, и активному испарению ценного компонента из состава находящейся с ней в равновесии жидкой фазы. Создаваемое за счет операций режимов заявляемого способа подвижное равновесие этих процессов позволяет стабильно осуществлять разделение платины и ценного компонента.
Принципиальное отличие предлагаемого способа совместной обработки платинового сплава двумя и более электронными лучами от способов воздействия на сплав одним лучом, даже при многократности его проходов, заключается в том, что наряду с существованием первой плавящейся поверхности раздела фаз за счет теплового воздействия первого луча на твердое сырье и последней затвердевающей поверхности раздела фаз после отключения последнего луча, в рафинируемом материале создаются дополнительные плавящиеся и затвердевающие поверхности, что способствует более глубокой очистке от примесей и высокой степени извлечения ценного компонента. Если между первым и вторым лучом поддерживается твердо-жидкое состояние сплава, то второй и каждый последующий луч расплавляет предварительно перекристаллизовавшуюся твердую фазу с резко повышенным содержанием тугоплавкого компонента и процесс рафинирования продолжается. Таким образом, даже при одном проходе (от полного расплавления до полной кристаллизации сплава) процесс расплавления осуществляется дважды: как первоначального твердого сырья, так и перекристаллизованной твердой фазы из твердо- фазного состава сплава, т.е. зонная очистка от легкоплавких и тугоплавких примесей происходит тоже дважды.
Уточняем, что в составе твердой фазы твердо-жидкого состояния, которая подвергается расплавлению вторым лучом, содержится повышенное содержание более тугоплавкого компонента (например, платины в палладиевом сплаве) и при его дальнейшем расплавлении и окончательной кристаллизации в слиток, последний также имеет повышенное содержание этого компонента.
При увеличении количества лучей - твердая фаза каждого последующего твердо-жидкого состояния скачкообразно все более обогащается более тугоплавким компонентом (например, платиной в палладиевом сплаве), что при ее дальнейшем расплавлении электронным лучом и окончательной кристаллизации формирует максимально обогащенный и очищенный от примесей платиновый сплав.
Использование протяженного водоохлаждаемого кристаллизатора позволяет обеспечить достаточный градиент температур для направленной кристаллизации сплава и необходимую протяженную зону для отгонки легкоплавких и тугоплавких примесей по разным концам слитка рафинируемого сплава.
Выставление первого луча на поверхность металла в кристаллизаторе и его выдержка в неподвижном состоянии до расплавления металла в зоне его фокального пятна, последующее перемещение вдоль кристаллизатора и остановка позволяют создать активно перемешиваемый металлический расплав, диффузионные процессы в котором легко осуществимы и обеспечивают распределение примесей и испарение ценного компонента.
Дальнейшее включение второго луча и установка его в начальное положение первого позволяет создать между зонами термического воздействия лучей - зонами расплава, более холодную зону и, тем самым, условия для его кристаллизации.
При этом плавку ведут в условиях, характеризующихся расстоянием между фокальными пятнами лучей, которое выбирают таким, чтобы оно обеспечивало температуру в зоне между этими пятнами, соответствующую интервалу точек ликвидуса и солидуса платинового сплава. Это позволяет создать область постепенного охлаждения между зонами расплавления металла и благоприятных условий для образования первичных твердых частиц значительно обогащенной платины и примесей, равномерно распределенных в жидкой фазе с повышенным содержанием ценного компонента. Температура первой, по ходу плавки, горячей зоны в месте теплового воздействия первого луча достаточна для расплавления металла, температура промежуточной - между пятнами расплава, холодной зоны, обеспечивает сосуществование жидкой и твердой фаз, а температура металла в зоне теплового воздействия второго электронного луча также достаточна для расплавления.
Проведение одновременного последовательного перемещения обоих лучей вдоль кристаллизатора с определенной скоростью позволяет выдерживать рафинируемый сплав в жидком и твердо-жидком состоянии в течение времени, необходимого и достаточного для полного улетучивания ценного компонента из сплавов на основе платины, способствует также и повышению степени очистки от примесей.
Уменьшение скорости совместного перемещения лучей ниже выбранной из указанного условия величины приводит к испарению других компонентов сплава, в т. ч. его платиновой основы, к уменьшению степени очистки легкоплавких примесей за счет их возможного обратного перехода в жидкую фазу в связи с увеличением времени на диффузию на границе их твердой и жидкой фаз, а также к увеличению безвозвратных потерь металла. Увеличение скорости одновременного последовательного перемещения лучей более выбранной из указанных условий величины, приводит к тому, что ценный компонент не успевает испариться за время процесса и степень очистки платинового металла снижается.
Одновременное перемещение лучей могут вести со скоростью 6-8 мм/мин, что поддерживает твердо-жидкое состояние расплава.
При этом, первый луч перемещают вдоль кристаллизатора на расстояние, большее его фокального пятна, что позволяет создать твердо-жидкое состояние расплава.
Это расстояние может составлять 90-100 мм.
Кроме того, фокальное пятно второго луча не меньше, чем у первого луча.
При этом фокальные пятна лучей могут быть равны ширине кристаллизатора. Это позволяет полностью рафинировать весь объем платинового сплава, помещенного в кристаллизатор.
Кроме того, первый луч выдерживают неподвижно, а второй луч устанавливают в начальное положение первого при мощности