


Организация производства лестничных маршей
Сборные железобетонные лестничные марши и лестничные ступени предназначены для применения в крупнопанельных общественных зданиях и вспомогательных зданиях промышленных предприятий; каркаснопанельных общественных зданиях, производственных и вспомогательных зданиях промышленных предприятий, строящихся в обычных районах и в районах сейсмичностью 7, 8 и 9 баллов в условиях неагрессивных газовых сред.
Лестничные марши относятся к составной части лестницы, и представляют собой ряд ступеней и несущих балок. Лестничные марши должны состоять из числа ступеней не менее 3 и не более 18. Лестничные марши, согласно стандартам, имеют ширину не менее 900 мм. Все эти нормы учитываются в процессе изготовления лестничного марша.

Рис.1 Лестничные марши в эксплуатации.
Лестничные марши железобетонные используются для зданий каркасной конструкции с высотой этажа 3,3м или 4,2 м. ЖБИ лестничные марши применяются в типовых проектах крупнопанельных жилых домов серии 97, 83. Ж/б лестничные марши и лестничные ступени предназначены для применения в крупнопанельных общественных зданиях и вспомогательных зданиях промышленных предприятий, каркасно-панельных общественных зданиях, производственных и вспомогательных зданиях промышленных предприятий, строящихся в обычных районах и в районах сейсмичностью 7, 8 и 9 баллов в условиях неагрессивных газовых сред.
Лестничный марш имеет ряд нормативов, которые направлены на повышение уровня безопасности и удобства их использования.
Лестничный марш лм – это наклонная часть лестницы, которая состоит из несущих балок и ряда ступеней. Лестничные марши связывают между собой площадки. В качестве площадки может служить часть пола, примыкающего к лестничному маршу. Лестничные марши, площадки, ступени изготавливают из бетона класса не ниже В15.
Лестничные марши имеют стоимость, по которой Вы можете наиболее правильно оценить качество предлагаемого вам изделия, складывающуюся из мастерства всех исполнителей, используемых материалов и дорогостоящего специализированного профессионального оборудования.

Рис.2 Лестничные марши.
Монтаж лестничных площадок и маршей должен осуществляться в соответствии с требованиями проекта, СНиП 3.01.01-85*, СНиП 3.03..01-87, ППР, технологических карт, схем операционного контроля качества СМР и другой технологической документации системы управления качеством СМР, действующей в предприятии.
1. Структура цеха и управления
Формовочный цех - это обособленное подразделение предприятия, в котором производиться готовая продукция. Назначением проектируемого (формовочного) цеха является непосредственно формование, армирование, тепловая обработка, т. е. получение готового изделия. Цех входит в состав завода ЖБИ.
При агрегатном способе производства изделия формуют на виброплощадке или на специально оборудованных установках – агрегатах, состоящих из формовочной машины (обычно виброплощадки), машины для распределения бетонной смеси по форме (бетоноукладчика).
Отформованные изделия в формах мостовым краном перемещают в камеры тепловой обработки бетона для твердения.
Завершающая стадия – выдача изделий из камеры и их распалубка на специальном посту. После приемки готовых изделий их направляют на склад, а освободившиеся формы подготавливают к очередному технологическому циклу и возвращают на формовочный пост.
Весь технологический процесс расчленяется на 6 рабочих постов:
§ Распалубка и осмотр изделий, сборка формы;
§ Подготовка формы к бетонированию;
§ Укладка арматурного каркаса (или предварительного напряжения арматуры);
§ Заполнение формы бетонной смесью и уплотнение ее на формовочном посту;
§ Заглаживание верхней формовочной поверхности изделия или декоративной обработки по сырому бетону;
§ Укладка изделий в камеры тепловой обработки и извлечение изделий из камер.
Некоторые операции выполняют параллельно, так, распалубку, осмотр изделий и подготовку форм совмещают по времени с формованием. При расчленении технологического процесса и соблюдении единого ритма возможна поточная организация производства. Для осуществления непрерывного производства технологическую линию оборудуют необходимыми транспортными средствами.
К агрегатному способу производства относится формование изделий на различных формующих агрегатах, например, на центрифугах, формующей установке с вибровкладышами и др. (2)

Рис. 3 Структура формовочного цеха
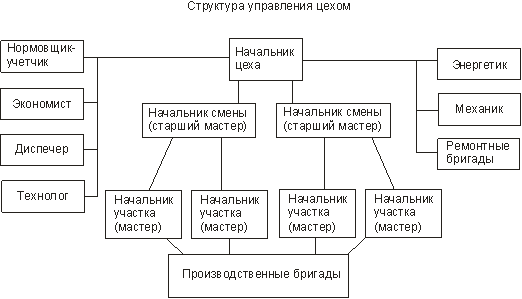
Рис.4 Структура управления цехом
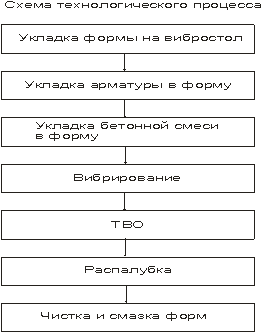
Рис. 5 Схема технологического процесса
2. Организация производственного процесса (технологическая карта)
В данном курсовом проекте рассматривается организация производства лестничных маршей ЛМ 28-11 по агрегатно-поточному способу, т. к. он имеет ряд преимуществ:
· небольшие капитальные затраты
· широкая номенклатура изделий
· гибкость агрегатной технологии путем смены и переналадки оборудования позволяет производить другие типы изделий
· несложное технологическое оборудование
· высокий съем продукции с 1 м3 пропарочных камер
· малая трудоемкость производства
· малая себестоимость продукции. (2)
Режим работы предприятия характеризуется количеством рабочих дней в году, количеством смен в сутки, продолжительностью работы в часах.
Режим работы устанавливают по нормам технологического проектирования предприятий, а при отсутствии их - исходя из требований технологии.
Для отделений тепловой обработки предусматривается трехсменная
работа, для остальных отделений – двухсменная - 260 дней (365 календарных
дней - 104 выходных - 8 праздничных + 7 дней компенсации неполного
рабочего дня по субботам) в две смены. Номинальное число рабочих дней в
году для складов и отделений по приему сырья и материалов и отгрузке
готовой продукции - 365 дней при трехсменной работе. Продолжительность
рабочей смены - 8 часов.
Таблица 2
Режим работы предприятия
| № п/п | Наименование цехов, отделений, операций | Количество рабочих дней в году, Дн | Количество смен в сутки, См | Продолжительность рабочей смены, Тсм, час | Номинальный годовой фонд рабочего времени, Фн, час | Коэффициент технического использования оборудования, Кти | Коэффициент использования рабочего времени, Ксм | Годовой фонд рабочего времени, Фч, час |
| 1 | Транспортно-сырьевой цех (прием и складирование сырья и материалов) | 365 | 3 | 8 | 8760 | 0,95 | 0,95 | 7905,9 |
| 2 | Арматурный цех | 260 | 2 | 8 | 4160 | 0,95 | 0,9 | 3556,8 |
| № п/п | Наименование цехов, отделений, операций | Количество рабочих дней в году, Дн | Количество смен в сутки, См | Продолжительность рабочей смены, Тсм, час | Номинальный годовой фонд рабочего времени, Фн, час | Коэффициент технического использования оборудования, Кти | Коэффициент использования рабочего времени, Ксм | Годовой фонд рабочего времени, Фч, час |
| 3 | Бетоносмесительный цех | 260 | 2 | 8 | 4160 | 0,95 | 1 | 3952 |
| 4 | Отделение формования | 260 | 2 | 8 | 4160 | 0,95 | 0,85 | 3359,2 |
| 5 | Отделение тепловой обработки | 365 | 3 | 8 | 8760 | 0,95 | 1 | 8322 |
| 6 | Цех складирования и отгрузки готовой продукции | 365 | 3 | 8 | 8760 | 0,95 | 0,95 | 7905,9 |