


Организация конструкторской подготовки производства
Основныезадачи, стадиииэтапы проектно-конструкторскойподготовки
Основной задачей проектно-конструкторской подготовки производства является создание комплекта чертежной документации для изготовления и испытания макетов, опытных образцов (опытной партии), установочной серии и документации для установившегося серийного или массового производства новых изделий в соответствии с требованиями технического задания.
Содержание и порядок выполнения работ на этой стадии системы СОНТ регламентируются ГОСТами в единой системе конструкторской документации (ЕСКД). ГОСТ определяет следующие стадии конструкторской подготовки производства (КПП): техническое задание, техническое предложение, эскизный проект, технический проект и рабочий проект.
Техническое задание является исходным документом, на основе которого осуществляется вся работа по проектированию нового изделия. Оно разрабатывается на проектирование нового изделия либо предприятием-изготовителем продукции и согласуется с заказчиком (основным потребителем), либо заказчиком. Утверждается ведущим министерством (к профилю которого относится разрабатываемое изделие).
В техническом задании определяется назначение будущего изделия, тщательно обосновываются его технические и эксплуатационные параметры и характеристики: производительность, габариты, скорость, надежность, долговечность и другие показатели, обусловленные характером работы будущего изделия. В нем также содержатся сведения о характере производства, условиях транспортировки, хранения и ремонта; рекомендации по выполнению необходимых стадий разработки конструкторской документации и ее составу; технико-экономическое обоснование и другие требования.
Разработка технического задания базируется на основе выполненных научно-исследовательских и опытно-конструкторских работ, результатов изучения патентной информации маркетинговых исследований, анализа существующих аналогичных моделей и условий их эксплуатации.
Техническое предложение разрабатывается в том случае, если техническое задание разработчику нового изделия выдано заказчиком. Второе содержит тщательный анализ первого и технико-экономическое обоснование возможных технических решений при проектировании изделия, сравнительную оценку с учетом эксплуатационных особенностей проектируемого и существующего изделия подобного типа, а также анализ патентных материалов.
Порядок согласования и утверждения технического предложения такой же, как и технического задания. После согласования и утверждения техническое предложение является основанием для разработки эскизного проекта. Последний разрабатывается в том случае, если это предусмотрено техническим заданием или техническим предложением, там же определяются объем и состав работ.
Эскизный проект состоит из графической части и пояснительной записки.
Первая часть содержит принципиальные конструктивные решения, дающие представление об изделии и принципе его работы, а также данные, определяющие назначение, основные параметры и габаритные размеры. Таким образом, она дает конструктивное оформление будущей конструкции изделия, включая чертежи общего вида, функциональные блоки, входные и выходные электрические данные всех узлов (блоков), составляющих общую блок-схему. На этой стадии разрабатывается документация для изготовления макетов, осуществляется их изготовление и испытания, после чего корректируется конструкторская документация.
Вторая часть эскизного проекта содержит расчет основных параметров конструкции, описание эксплуатационных особенностей и примерный график работ по технической подготовке производства.
В состав задач эскизного проекта входит и разработка различных руководящих указаний по обеспечению на последующих стадиях технологичности, надежности, стандартизации и унификации, а также составление ведомости спецификаций материалов и комплектующих изделий на опытные образцы для последующей передачи их в службу материально-технического обеспечения. Макет изделия позволяет добиться удачной компоновки отдельных частей, найти более правильные эстетические и эргономические решения и тем самым ускорить разработку конструкторской документации на последующих стадиях системы СОНТ.
Эскизный проект проходит те же стадии согласования и утверждения, что и техническое задание.
Технический проект разрабатывается на основе утвержденного эскизного проекта и предусматривает выполнение графической и расчетной частей, а также уточнения технико-экономических показателей создаваемого изделия. Он состоит из совокупности конструкторских документов, содержащих окончательные технические решения, которые дают полное представление об устройстве разрабатываемого изделия и исходные данные для разработки рабочей документации.
В графической части технического проекта приводятся чертежи общего вида проектируемого изделия, узлов в сборке и основных деталей. Чертежи обязательно согласовываются с технологами.
В пояснительной записке содержатся описание и расчет параметров основных сборочных единиц и базовых деталей изделия, описание принципов его работы, обоснование выбора материалов и видов защитных покрытий, описание всех схем и окончательные технико-экономические расчеты. На этой стадии при разработке вариантов изделий изготавливается и испытывается опытный образец.
Технический проект проходит те же стадии согласования и утверждения, что и техническое задание.
Рабочий проект является дальнейшим развитием и конкретизацией технического проекта. Эта стадия КПП разбивается на три уровня:
а) разработка рабочей документации опытной партии (опытного образца);
б) разработка рабочей документации установочной серии;
в) разработка рабочей документации установившегося серийного или массового производства. Первый уровень рабочего проектирования выполняется в три, а иногда и в пять этапов.
На первом этапе разрабатывают конструкторскую документацию для изготовления опытной партии. Одновременно определяют возможность получения от поставщиков некоторых деталей, узлов, блоков (комплектующих). Всю документацию передают в экспериментальный цех для изготовления по ней опытной партии (опытного образца).
На втором этапе осуществляют изготовление и заводские испытания опытной партии. Как правило, проводят заводские механические, электрические, климатические и другие испытания.
Третий этап заключается в корректировке технической документации по результатам заводских испытаний опытных образцов.
Если изделие проходит государственные испытания (четвертый этап), то в процессе этих испытаний уточняются параметры и показатели изделия в реальных условиях эксплуатации, выявляются все недостатки, которые впоследствии устраняются.
Пятый этап состоит в корректировке документации по результатам государственных испытаний и согласовании с технологами вопросов, касающихся классов шероховатости, точности, допусков и посадок.
Второй уровень рабочего проектирования выполняется в два этапа.
На первом этапе в основных цехах завода изготавливают установочную серию изделий, которая затем проходит длительные испытания в реальных условиях эксплуатации, где уточняют стойкость, долговечность отдельных деталей и узлов изделия, намечают пути их повышения. Запуску установочных серий предшествует, как правило, технологическая подготовка производства.
На втором этапе производят корректировку конструкторской документации по результатам изготовления, испытания и оснащения технологических процессов изготовления изделий специальной оснасткой. Одновременно с этим корректируют и технологическую документацию. Третий уровень рабочего проектирования выполняется в два этапа.
На первом этапе осуществляют изготовление и испытание головной или контрольной серии изделий, на основе которой производят окончательную отработку и выверку технологических процессов и технологического оснащения, корректировку технологической документации, чертежей приспособлений, штампов и т. д., а также нормативов расхода материалов и рабочего времени.
На втором этапе окончательно корректируют конструкторскую документацию.
Такой, на первый взгляд громоздкий, порядок осуществления конструкторской подготовки производства в массовом или крупносерийном производстве дает большой экономический эффект. За счет тщательной отработки конструкции изделия и его отдельных частей обеспечиваются максимальная технологичность в производстве, надежность и ремонтопригодность в эксплуатации.
Круг работ, выполняемых на стадиях, может отличаться oт рассмотренного выше в зависимости от типа производств сложности изделия, степени унификации, уровня кооперирования и ряда других факторов.
Стандартизацияиунификация вконструкторскойподготовкепроизводства
Важнейшей особенностью современной организации конструкторской подготовки производства является широкое использование стандартизации, которая позволяет избежать необоснованного многообразия в качестве, типах и конструкциях изделий, в формах и размерах деталей и заготовок, в профилях и марках материалов, в технологических процессах и организационных методах. Стандартизация является одним из эффективных средств ускорения научно-технического прогресса, повышения эффективности производства и роста производительности труда конструкторов, сокращения цикла СОНТ. Конструкторская унификация - это комплекс мероприятий, обеспечивающих устранение необоснованного многообразия изделий одного назначения и разнотипности их составных частей и деталей, приведение к возможному единообразию способов их изготовления, сборки и испытания. Унификация является базой агрегатирования, т. е. создания изделий путем их компоновки из ограниченного числа унифицированных элементов, и конструкционной преемственности. Унификация дополняет стандартизацию, это своего рода конструкторская стандартизация.
Государственная система стандартизации, установив основные положения в этой области, предусматривает следующие категории стандартов: государственные стандарты (ГОСТ), отраслевые стандарты (ОСТ) и стандарты предприятий (СТП).
ГОСТ - одна из основных категорий стандартов, установленных государственной системой стандартизации.
ОСТы устанавливаются на продукцию, не относящуюся к объектам государственной стандартизации, например на технологическую оснастку, инструмент, специфические для данной отрасли технологические процессы, а также на нормы, правила, требования, термины и обозначения, регламентация которых необходима для обеспечения взаимосвязи в производственно-технической деятельности предприятий и организаций отрасли. ОСТы обязательны для всех предприятий и организаций данной отрасли.
Стандарты предприятий устанавливаются на продукцию одного или нескольких предприятий (заводов).
Основной задачей заводской стандартизации является создание максимального числа сходных, геометрически подобных либо аналогичных элементов в изделиях не только одного, но и различного назначения.
Заводская стандартизация значительно упрощает, удешевляет и ускоряет технологическую подготовку и является важной предпосылкой стандартизации технологической оснастки.
Стандарт - это устойчивый образец, он закрепляет достижения в области технического прогресса и новой техники, которые разработаны, проверены и могут быть применены в широком масштабе в промышленности, на транспорте, в сельском хозяйстве. Он является строго обязательным. При проектировании новых машин в первую очередь должны быть применены изделия и нормы из государственных стандартов.
В процессе проектирования конструктор обязан широко использовать все стандарты, относящиеся к проектируемому объекту. Особенно эффективно применение стандартных деталей, узлов и агрегатов, изготовляемых в централизованном порядке на специализированных заводах. К числу основных методов конструктивной стандартизации относятся: внедрение конструктивных стандартов (нормалей); создание параметрических рядов (гамм) машин; агрегатирование; обеспечение конструктивной преемственности.
Внедрение конструктивных стандартов на заводах проводится по двум направлениям:
1) разработка и внедрение стандартов;
2) нормализационный контроль (нормоконтроль чертежей и других конструкторских документов).
Разработка стандартов основывается на систематизации и обобщении передового конструкторского опыта, отраженного в государственных, отраслевых и заводских стандартах; в свободных таблицах применяемости отдельных марок металлов, подшипников, крепежных деталей, конструктивных элементов (модели зубчатых колес, допуски и посадки, резьбы и др.); в результатах лабораторных и эксплуатационных испытаний узлов, деталей; в данных нормализационного контроля.
Введение нормоконтроля имеет большое воспитательное и организующее значение. Нормоконтроль стимулирует у конструкторов уважение к стандартам и унификации. Еще одна задача нормоконтроля - проверка правильности выполнения конструкторских документов в соответствии с требованиями ЕСКД.
Создание параметрических рядов (гамм) - один из наиболее эффективных методов конструирования изделий. Под параметрическим рядом подразумевается совокупность изготовляемых на данном заводе или в данной отрасли машин, приборов или иного оборудования одного эксплуатационного назначения, аналогичных по кинематике или по рабочему процессу, но различных по габаритам, мощностным или эксплуатационным параметрам.
Каждый параметрический ряд имеет свое основание (базовая модель) и полученные от этого основания производные. Конструирование начинается с выбора основания.
Агрегатирование - это форма унификации, состоящая в том, что создаются ряды унифицированных узлов и агрегатов, используемые для создания разнообразных изделий. Агрегатирование позволяет создавать сборно-разборное оборудование, состоящее из взаимозаменяемых нормализованных элементов, при необходимости оно может быть разобрано, а входящие в него агрегаты использованы в новых сочетаниях для создания другого оборудования. При этом в десятки раз сокращается число типов и размеров основных элементов конструкции оборудования.
Обеспечение конструктивной преемственности - другой (после агрегатирования) метод конструктивной стандартизации и унификации, под которой подразумевается применение в конструкции нового изделия, узлов и деталей ранее освоенных изделий, которые хорошо зарекомендовали себя в работе и применение которых не отразится на качестве новых конструкций.
Степень стандартизации и унификации может быть охарактеризована следующими основными показателями: коэффициентом стандартизации, коэффициентом унификации изделия, коэффициентом преемственности и др.
Научно-техническое и организационно-методическое руководство работами по стандартизации на предприятиях осуществляет конструкторско-технологическое бюро стандартизации. Основные его задачи следующие:
а) организация разработки и внедрения стандартов и других документов по стандартизации на производимую продукцию;
б) обеспечение соответствия показателей и норм, устанавливаемых в стандартах и других документах по стандартизации, требованиям научно-технического прогресса и действующего законодательства;
в) осуществление нормоконтроля технической документации, разрабатываемой предприятием.
Организациячертежногохозяйства напредприятии
Важнейшие задачи организации чертежного хозяйства заключаются в обеспечении порядка в хранении и обращении чертежей и другой технической документации, в своевременном обеспечении ими цехов и рабочих мест, в поддержании строгой конструкторской и технологической дисциплины.
Организация чертежного хозяйства основывается на единой системе классификации документации, которая предусматривает единые принципы классификации и индексации изделий и документации, определенный порядок хранения, учета и дублирования документации, а также порядок внесения изменений.
Классификация и индексация чертежей и другой технической документации проводятся по объектам изготовления, по стадиям конструкторской подготовки производства, по целевому назначению и характеру использования.
По объекту изготовления выделяются чертежи изделий основного производства, чертежи изделий вспомогательного производства (инструмента, приспособлений, моделей, штампов и др.); технологические чертежи, изображающие поковки, штамповки и другие заготовки. ГОСТ 2.101-68 предусматривает деление объектов по видам на детали, сборочные единицы, комплексы (два или более изделий, не соединенных сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций) и комплекты (набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например, комплект инструмента к машине).
По стадиям конструкторской подготовки документы могут быть проектами, выполняемыми в процессе проработки многочисленных вариантов на разных стадиях проектирования, и рабочими чертежами, предназначенными для изготовления изделий, а также его эксплуатации. В соответствии с этим все конструкторские документы подразделяются на чертежи эскизного, технического и рабочего проектирования.
По целевому назначению и характеру использования все конструкторские документы подразделяются на оригиналы (авторские документы, выполненные на любом материале и предназначенные для изготовления подлинников), подлинники (документы, оформленные подлинными подписями и выполненные на материале, позволяющем воспроизведение копий), дубликаты (копии подлинников, обеспечивающие идентичность воспроизведения подлинника, позволяющие снятие с них копии), копии (документы, выполненные способом, обеспечивающим их идентич ность подлиннику или дубликату, предназначены для непосредственного использования в производстве).
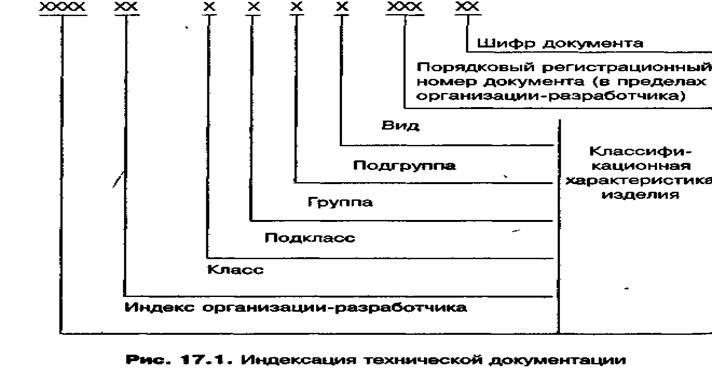
Для удобства учета и пользования всем чертежам присваивается индекс. Индексация чертежей - это условное обозначение, обычно цифровое. В соответствии с ГОСТом, как правило, используется единая обезличенная система индексации, основанная на десятичной классификации всех чертежей изделий и их частей (от 0 до 9). Все чертежи деталей, узлов, блоков, изделий делятся на 10 классов, классы на 10 подклассов, подклассы на 10 групп, группы на 10 подгрупп, подгруппы на виды деталей.
Индекс чертежа состоит из различительного индекса пред-приятия, классификационной характеристики изделия, поряд-кового регистрационного номера документа (в пределах opгaнизации-разработчика) и шифра документа (рис. 17.1).
 Хранение, учет и дублирование чертежей и другой технической документации на заводе осуществляются в соответствии с "Правилами учета и хранения" в отделе технической документации. В этот отдел входят: бюро подлинников и дубликатов (архив), где хранятся названные документы поформат-но в порядке возрастания номеров и выдаются только для изготовления копий и дубликатов, внесения изменений и для восстановления при их износе; бюро копий, осуществляющее прием, регистрацию, выдачу, а также учет состояния и движения копий документов, учет применяемости документов; бюро внесения изменений в документацию, осуществляющее изменения в конструкторской документации и учет внесения изменений; цех размножения документов, где размножаются, брошюруются и переплетаются конструкторские документы; бюро комплектации, где комплектуются документы после их размножения.
Хранение, учет и дублирование чертежей и другой технической документации на заводе осуществляются в соответствии с "Правилами учета и хранения" в отделе технической документации. В этот отдел входят: бюро подлинников и дубликатов (архив), где хранятся названные документы поформат-но в порядке возрастания номеров и выдаются только для изготовления копий и дубликатов, внесения изменений и для восстановления при их износе; бюро копий, осуществляющее прием, регистрацию, выдачу, а также учет состояния и движения копий документов, учет применяемости документов; бюро внесения изменений в документацию, осуществляющее изменения в конструкторской документации и учет внесения изменений; цех размножения документов, где размножаются, брошюруются и переплетаются конструкторские документы; бюро комплектации, где комплектуются документы после их размножения.
Архивные документы (оригиналы) отражают первоначальное состояние конструкции после утверждения ее заказчиком. В эту документацию изменения не вносятся. Подлинники и дубликаты служат для справок и сверок, изготовления копий, в них вносят изменения по установленному порядку, на руки их не выдают, пользуются ими только в помещении архива и бюро внесения изменений.
Системаавтоматизированного проектированиявконструкторской подготовкепроизводства
Системы автоматизированного проектирования (САПР) в настоящее время полностью себя оправдывают и являются во многих случаях единственно возможными методами при конструировании новых видов изделий (например, интегральных микросхем).
Под автоматизацией проектирования понимается автоматизированный конструкторский синтез устройства с выпуском необходимой конструкторской документации (КД).
В отличие от проектирования вручную, результаты которого во многом определяются инженерной подготовкой конструкторов, их производственным опытом, профессиональной интуицией и т. п., автоматизированное проектирование позволяет исключить субъективизм при принятии решений, значительно повысить точность расчетов, выбрать варианты для реализации на основе строгого математического анализа, значительно повысить качество конструкторской документации, повысить производительность труда проектировщиков, снизить трудоемкость, существенно сократить сроки конструкторской и технологической подготовки производства в цикле СОНТ, эффективнее использовать технологическое оборудование с ЧПУ.
Важным результатом внедрения САПР являются и социологические факторы: повышение престижности и культуры труда при замене неавтоматизированных методов автоматизированными; повышение квалификации исполнителей; сокращение численности работников, занятых рутинными операциями.
Наибольшую эффективность от внедрения САПР можно получить при автоматизации всего процесса проектирования - от постановки задачи, выбора предпочтительных вариантов построения изделия до технологической подготовки его производства и выпуска.
САПР представляет собой организационно-техническую систему, состоящую из комплекса средств автоматизации проектирования, взаимосвязанного с проектировщиками и подразделениями проектной организации. Проектировщик (конструктор, технолог) входит в состав любой САПР и является ее пользователем, так как без человека автоматизированная система не может функционировать. Объектом автоматизации в САПР являются действия проектировщиков, разрабатывающих изделия или технологические процессы. САПР нельзя создать вне конкретного производства, на котором она будет использована.
Комплекс средств автоматизации включает математическое, лингвистическое, программное, информационное, методическое, организационное, аппаратное и техническое обеспечение.
Математическое обеспечение составляют математические методы, модели и алгоритмы, необходимые для осуществления автоматизированного проектирования.
Лингвистическое обеспечение - совокупность специальных языковых средств проектирования, предназначенных для общения человека с техническими и программными компонентами САПР. Практика использования ЭВМ в проектировании привела к созданию наряду с универсальными алгоритмическими языками программирования (АЛГОЛ, ФОРТРАН и др.) проблемно-ориентированных алгоритмических языков, специализированных для проектных задач. Например, для автоматизации вычерчивания изображений служат графические языки ГП-ЕС, ГРАФОР, РЕДГРАФ, ФАП-КФ и др.
Программное обеспечение является непосредственным производным компонентом от математического обеспечения и представляет собой комплекс всех программ и эксплуатационной документации к ним.
Информационное обеспечение - это информация о прототипах проектируемых изделий или процессов, комплектующих изделиях и материалах, об используемом режущем инструменте, о правилах и нормах проектирования, а также любая другая справочная информация, используемая проектировщиками для выработки проектных решений. Основная часть информационного обеспечения содержится в банках данных, состоящих из баз данных и систем управления базами данных.
Организационное обеспечение устанавливает взаимодействие проектирующих и обслуживающих подразделений, ответственность специалистов за определение вида работ, приоритеты пользования средствами САПР и другие регламенты организационного характера. Соответствующий комплект документов составляют необходимые инструкции, приказы и штатные расписания.
Техническое обеспечение - комплекс всех технических средств, используемых при автоматизированном проектировании и для поддержания средств автоматизации в работоспособном состоянии.
Решающими условиями возможности и целесообразности создания САПР являются:
а) единство принципов построения объектов проектирования;
б) высокий уровень типизации и стандартизации элементов, из которых компонуют объекты проектирования;
в) высокий уровень унификации процессов проектирования;
г) большой объем проектных работ при индивидуальных требованиях к объектам проектирования.
В общем случае процесс проектирования включает три этапа: составление эскизного, технического и рабочего проектов.
Наиболее творческой является стадия эскизного проектирования, требующего применения интерактивных средств графики. С их помощью конструктор может строить трехмерное изображение детали и моделировать траекторию движения инструмента для ее обработки (без чертежей).
Техническое проектирование предусматривает исполнение конкретного замысла в заданном масштабе, а также осуществление необходимых расчетов. Здесь используется значительный объем информации о стандартных деталях, покупных изделиях и т. д.
На стадии рабочего проектирования создаются рабочие чертежи и техническая документация. Деталировка, определение и нанесение размеров, составление спецификаций полностью формализуются и могут выполняться на ЭВМ с использованием средств машинной графики.
При автоматизации проектирования наиболее важной является формализация как самого процесса, так и его объекта. Она позволяет представить процесс проектирования в виде цепочки (набора) последовательно (параллельно-последовательно) выполняемых процедур, при которых информация преобразуется, а исходные варианты приближаются к заданным проектным задачам. При этом если проекты могут быть сформулированы в виде информационных массивов для ЭВМ, а операторы проектирования (определенные процедуры, формулы, комплексы программ, стандарты, методики, модели и т. п.) представлены в виде пакета машинных программ, то такой процесс называют автоматической разработкой (генерацией) проекта. Если разработке на ЭВМ подлежат лишь некоторые подкомплексы на отдельных стадиях, то такой процесс проектирования называется автоматизированным. В том случае, когда оператор проектирования применим для ряда систем или подкомплексов, выполняется типовое проектирование. Нахождение (разработка) таких операторов является одной из важнейших задач построения любой системы проектирования.
Укрупненныйалгоритмавтоматизированного проектированияизделия
При автоматизированном проектировании сложных систем и объектов применяется системно-иерархический подход, когда сам процесс и объект расчленяются на уровни. На верхнем уровне отражаются только самые общие черты и особенности проектируемого объекта. На каждом последующем уровне разработки степень детализации возрастает.
В соответствии с этапностью создания новой техники в комплексной (интегрированной) САПР выделяются следующие автоматизированные системы: управления процессами проектирования (АСУПП), проектирования (ДСП), конструирования (АСК), технологической подготовки производства (АСТПП), управления технологическими процессами изготовления опытных образцов (АСУТП), комплексных испытаний и обработки изделий (АСКИО).
Каждая из функциональных составляющих базируется на едином комплексе средств автоматизации проектирования, включающих обеспечивающие системы типа автоматизированных банков данных (АБД), а также вычислительную систему, систему информационного обмена, графическую систему и систему разработки машинных программ.
Исходя из особенностей графических работ из состава комплексной САПР выделяют в виде самостоятельной графическую подсистему, или подсистему автоматизированного черчения (ПАЧ), обслуживающую все функциональные системы. Оперативные средства выполнения графических работ входят в состав комплекса технических средств каждой функциональной системы, имеющей терминал.
Основу автоматизации стадии конструкторской подготовки производства составляют две функциональные части комплексной САПР: автоматизированная система проектирования (АСП) и автоматизированная система конструирования (АСК).
Автоматизированная система проектирования используется как инструментальная подсистема САПР. Она создает программы автоматизированного проектирования, и от ее эффективности в значительной мере зависит эффективность действия комплексной САПР. Эта система выполняет несколько видов проектных процедур на стадиях разработки технического задания, технических предложений, эскизного и технического проектирования: анализ исходных данных, формиро вание технических характеристик, определение эффективности изделия на стадии проработки изделия, когда перед проектировщиком стоит проблема выбора прототипа будущей новинки на основе упрощенной математической модели. Результатом функционирования АСП является структурная схема изделия с данными расчета проектных параметров.
Автоматизированная система конструирования используется на этапах технического и рабочего проектирования для проведения уточненных расчетов по всему изделию и отдельным его элементам, а также изготовления конструкторской документации.
Для САПР любого уровня сложности основным структурным элементом является функциональная подсистема. Подсистемы обладают значительной функциональной автономностью и реализуют определенный этап (фрагмент) процесса проектирования. Однако САПР и их подсистемы взаимоувязаны с различными компонентами интегрированных систем управления предприятием или объединением (рис. 17.3).
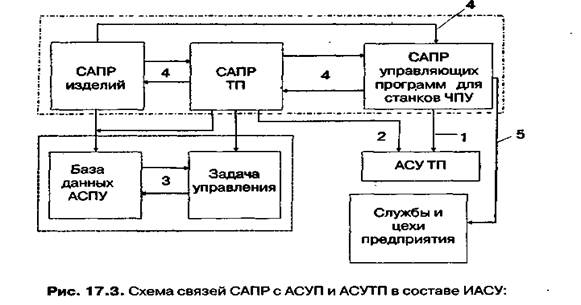
1 - управляющие программы для станков с ЧПУ; 2 - информация для планирования и анализа производства; 3 - нормативно-справочная информация; 4 - информация обмена данными внутри САПР ТПП; 5 - техническая документация
Организационно САПР различного назначения создаются в отделах главных конструкторов, главных технологов и т. п. и взаимодействуют с различными подразделениями и службами предприятия.
Технико-экономическоеобоснование настадиипроектированияновойтехники
Каждый вновь создаваемый вид техники или мероприятие по улучшению освоенной техники должен быть лучше ранее освоенных: он должен давать большую экономию живого и овеществленного труда, быть лучше по качеству и в большей мере удовлетворять потребности в новых или усовершенствованных видах продукции. Показатели качества вновь создаваемой техники должны быть на уровне высших мировых достижений в данной отрасли.
Новая или усовершенствованная техника должна быть лучше и эффективнее той, взамен которой она создается и будет производиться, с производственной, эксплуатационной или обеих точек зрения.В первом случае к новой (усовершенствованной) конструкции предъявляются требования как к объекту производства на заводе-изготовителе. Главным здесь является экономичность производства и минимальные сроки его подготовки и освоения. Экономичность изготовления каждой новой конструкции зависит от ее технологичности, оттого, насколько прогрессивными и производительными будут применяемые технологические процессы. Конструкция является технологичной, если она экономична для производства.
При наличии нескольких вариантов конструкции техники, полностью удовлетворяющих эксплуатационным требованиям, предпочтение отдается более технологичной.
Для выбора наилучшего варианта конструкции имеется ряд показателей технологичности:
• трудоемкость изготовления - абсолютная (на одно изделие) и относительная (на единицу установленной мощности, производительности, другого показателя);
• материалоемкость или масса конструкции - абсолютная или относительная;
• трудоемкость подготовки изделия к функционированию;
• степень конструктивной стандартизации и унификации;
• капиталовложения в производство новой продукции;
• себестоимость и отпускная цена новой продукции;
• прибыль и рентабельность производства.
Трудоемкость изготовления продукции определяется в процессе ее проектирования и является весьма важным показателем. Более технологичной считается та конструкция, которая при прочих равных условиях менее трудоемка. Снижение трудоемкости изделия на стадии его производства - одна из важнейших задач, которая ставится перед разработчиками. Большие возможности снижения трудоемкости заложены в правильном выборе современных прогрессивных методов получения заготовок, рациональном выборе квалитетов и классов шероховатости. На смену обработки деталей резанием (механообработки) постепенно приходят точные методы формообразования деталей - штамповки, прессования, литья под давлением и др.
Материалоемкость характеризует общий расход материала на изготовление данной конструкции изделия или удельную материалоемкость на эксплуатационный параметр. Во многих случаях у конструктора есть возможность при проектировании детали выбрать материал из двух или даже многих, обеспечивающих одинаковые эксплуатационные свойства детали, но различные по стоимости, трудоемкости обработки, а иногда способствующие снижению массы изделия.
Повышение определяющего эксплуатационного показателя изделия, как правило, дает снижение материалоемкости и трудоемкости в расчете на единицу основного параметра. При этом снижение удельной материалоемкости на единицу мощности или другого параметра происходит значительно быстрее, чем уменьшение общего расхода материала на единицу изделия.
Трудоемкость подготовки изделия к функционированию определяется в процессе проектирования и зависит от сложности регулировочно-настроечных процессов, проводимых с целью получения необходимых технико-экономических параметров. Возможности снижения трудоемкости здесь заложе ны в качестве используемой контрольно-измерительной аппаратуры и специальных стендов для испытаний.
Степень конструктивной стандартизации и унификации - это показатель, характеризующий конструкцию изделия с точки зрения реализации в ней стандартизированных и унифицированных деталей, что приводит к повышению объема выпуска однотипных деталей, сборочных единиц, изделий в целом, а также к применению более прогрессивной технологии, а это как следствие позволяет не только существенно снизить трудоемкость изготовления, но и несколько уменьшить материа-лоемкость.
Капиталовложения в производство новой конструкции характеризуют общие затраты на приобретение дополнительного и изготовление нестандартного оборудования и перепланировку в производственных цехах, создание производственных запасов. Чем меньше потребности предприятия в капиталовложениях, тем технологичнее новая конструкция изделия.
Себестоимость, прибыль и рентабельность новой конструкции изделия являются обобщающими показателями ее технологичности.
С производственной точки зрения новая конструкция будет считаться технологичной, а следовательно, и эффективной в том случае, если дополнительная прибыль (АП), полученная в результате освоения, выпуска и реализации новой продукции, обеспечит рентабельность не ниже средней сложившейся рентабельности н