


МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ
МОСКОВСКАЯ ГОСУДАРСТВЕННАЯ АКАДЕМИЯ ПРИБОРОСТРОЕНИЯ И ИНФОРМАТИКИ
КУРСОВОЙ ПРОЕКТ
«МАТЕМАТИЧЕСКОЕ МОДЕЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ОПЕРАЦИЙ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ЛЕЗВИЙНЫМ ИНСТРУМЕНТОМ»
Выполнил:
студент гр.МТ-8, сп.1201
Бакачёв А.И.
Москва, 1999 г.
Основные положения кинематической теории формообразования поверхностей инструментами.
Пространственную форму детали определяет сочетание различных поверхностей. Для обеспечения обработки конструктор стремится использовать простые геометрические поверхности: плоские, круговые цилиндрические и конические, шаровые, торовые, гипоидные. Геометрическая поверхность представляет собой совокупность последовательных положений (следов) одной производящей, линии, называемой направляющей, расположенных на другой линии определяющей поверхность, называемой образующей. Например, для образования круговой цилиндрической поверхности прямую линию (образующую) перемещают по окружности (направляющей). Линии образующая и направляющая вполне могут быть заменены одна на другую. Также любая поверхность может быть задана и другой линией (например, архимедовой спиралью задана плоскость), определяющей существования выше указанных двух.
При обработке поверхностей на металлорежущих станках образующие и направляющие, линии в большинстве случаев отсутствуют. Они воспроизводятся комбинацией движений заготовки и инструмента, скорости которых согласованы между собой. Движения резания являются формообразующими. Механическая обработка заготовок деталей машин реализует четыре метода формообразования поверхностей (копирование, касание, обкатка и метод следов).
Методы формообразования поверхностей.
Метод копирования.
Этот метод состоит в том, что режущая кромка инструмента соответствует форме образующей обрабатываемой поверхности детали. Направляющая линия воспроизводится перемещением заготовки относительно инструмента. Глазное движение здесь является формообразующим. Движение подачи необходимо для того, чтобы получить геометрическую поверхность определённого размера. Метод копирования широко используют при обработке фасонных поверхностей детали на различных металлорежущих станках.
Метод следов.
Этот метод состоит в том, что образующая линия является проекцией (следом) траектории движения точки (вершины) режущей кромки инструмента или траектории результирующего движения резания на плоскость вектора, а направляющая линия проекцией (следом) этой же траектории на плоскости вектора. Оба движения резания формообразующие.
Метод касания.
Образующей линией служит режущая кромка инструмента, а направляющая линия поверхности касательная к ряду геометрических вспомогательных линий - траекториям точек режущей кромки инструмента. Здесь формообразующим является только движение подачи.
Метод обкатки (огибания).
Направляющая линия воспроизводится вращением заготовки.
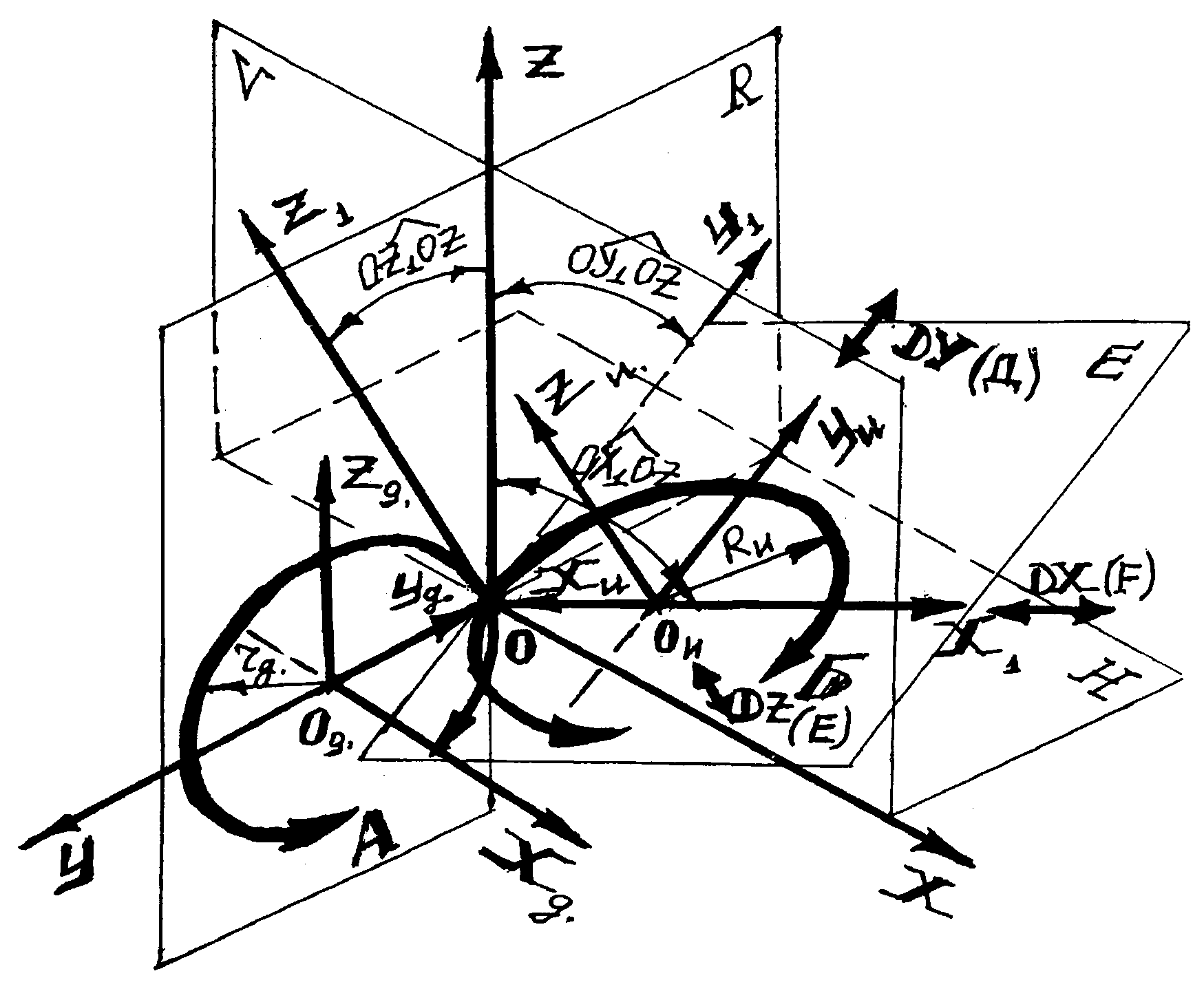
Универсальная схема формообразования произвольной поверхности детали:
Определение новых способов механической обработки из принципиально – возможных и выбор наиболее эффективных с помощью ЭВМ.
Используя основные положения теории формообразования поверхностей инструментами, изложенные в работе (1) покажем, что все процессы формообразования различных поверхностей деталей машин имеют кинематическое единство. Поэтому каждый конкретный способ формообразования той или иной поверхности является лишь частным случаем формообразования какой-то произвольной поверхности и может быть рассмотрен в общем виде при использовании наиболее сложных кинематических схем резания или схем формообразования.
Согласно указанной теории режущий инструмент обрабатывает поверхность контактным способом и в процессе обработки выполняет две функции, резание и формообразование. Поэтому перемещение режущей кромки в процессе формообразования должно быть связано с таким рабочим движением, при котором обеспечивается хотя бы ее периодическое касание с номинальной (теоретически заданной) поверхностью.
С другой стороны, для выполнения функции резания движение кромки должно таким, чтобы припуск на номинальной поверхности детали срезался слоями, по заданному закону. В связи с этим, для удаления всего припуска инструмент должен сделать серию движений резания, благодаря которым его режущая кромка (или кромки, производящей поверхности инструмента, расположенные по линии криволинейной координаты f) создает семейство поверхностей резания, где каждая последующая поверхность резания смещена относительно предыдущей. Движение инструмента, вызывающее такое смещение поверхностей резания, называется подачей, поэтому: параметр подачи является параметром семейства поверхностей резания.
Инструмент может иметь несколько подач. Каждая подача вызывает образование семейства поверхностей резания. При большом числе подач режущая кромка инструмента может создать очень сложную систему семейств поверхностей резания. При любой такой системе для процесса формообразования поверхности имеют значения только те подачи, которые определяют перемещение по номинальной поверхности детали точки касания режущей кромки при образовании семейств поверхностей резания. Закон, по которому создана система одного или нескольких семейств поверхностей резания, определяет схема резания или схема формообразования, так как она задает уравнение движения режущей кромки как линии или твердого тела в пространстве.
Сложность кинематической схемы формообразования определяется количеством подач инструмента, которое зависит от наличия составляющих движений, указанных на схеме.
Таким образом, наличие всех движений на универсальной кинематической схеме будет определять закон расположения поверхностей резания в пространстве, который в свою очередь будет задавать траекторию движения формообразования. Так как характер траектории связан с соотношением движений, выполняемых режущей кромки, то ее вид остается произвольным в системе координат XoYoZo. Любая номинальная поверхность детали в той же системе может быть задана также произвольно. Двумя линиями криволинейных координат g и п, которые для одной и той же поверхности могут быть выбраны в весьма широких пределах.
Будем рассматривать процесс формообразования поверхности множеством Zu и кромок. Тогда, с геометрических позиций, множество кромок может быть определено в системе инструмента также линией криволинейной координаты f, а производящая поверхность инструмента будет задана двумя линиями криволинейных координат f и 1, где f есть ни что иное, как линия режущей кромки. Линия криволинейной координаты производящей поверхности инструмента f выполняет функцию абсолютного рабочего движения формообразования, т.е. обеспечивает дополнительное перемещение кромки относительно формируемой поверхности детали. Закон расположения кромок на производящей поверхности инструмента примем неизвестным. Тогда функцию перемещения точки кромки по линии криволинейной координаты будет выполнять кинематическая схема формообразования.
Траектория, образованная на номинальной поверхности детали точечным контактом с режущими кромками при движении формообразования (заданном кинематической схемой резания), может быть рассмотрена как любая криволинейная координатная линия номинальной поверхности g (или п). Следовательно, выбирая абсолютные движения резания и движения подач на общей схеме резания, процесс формообразования номинальной поверхности детали о геометрических позиций можно рассматривать в общем виде, определив в системе координат детали XoYoZo произвольные линии криволинейных координаты g и .
Известно, что некоторые поверхности могут иметь криволинейную координатную линию, которая замыкается в пространстве на самой поверхности (как, например - винтовая линия тел вращения). Такая криволинейная координатная линия номинальной поверхности детали всегда является пространственной линией, точки которой на номинальной поверхности могут быть представлены в любом порядке, следовательно, она может определять любые другие линии криволинейных координат g и .
Таким образом, выбираемые сочетания элементарных движений, их направления и соотношения величин будут определять условия трансформации универсальной схемы в любую конкретную схему формообразования. Проверка условия принадлежности контактных точек семейств поверхностей резания формируемой, номинальной поверхности детали будет определять пригодность той или иной схемы формообразования для получения заданной поверхности при принятой схеме, базирования детали или принятом фиксированном положении поверхности в системе координат XoYoZo.
Алгоритм определения схем формообразования поверхности и выбора трех наиболее эффективных из принципиально возможных.
Выше изложенные условия определяют поисковый алгоритм с оценкой производительности принципиально - возможных способов формообразования заданной поверхности предполагаемым инструментом, который был разработан и реализован на языке Паскаль 4 на ЭВМ ЕС, для различных поверхностей деталей.
Согласно изложенной методике алгоритм предусматривал расчет производительности определяемых способов формообразования по упрощенной формуле Дикушина А.И.
ПR = 1KT / Tц
Где Тц - время цикла формообразования; рассчитывалось по формулам:
Nu = f(V); Tц = 1 / nuZuu = V / 2Ru
Ru 0; V = const
Tц = 1 / n00 = V / 2Rд; V = const;
Ru < Rдд = V / 2Rд; S(x,y,z) = f(V)
Tц = 1 / nд = 2Rд / V = L / V = L / S(x),(y),(z)
Шаг дискретного движения режущей кромки от скорости резания принимался равным:
DV = 2R / N
При Ru=0; или Ru = Rд
DV = 2Ru / N
При Ru > Rд
Где N = l,5Zu = const
Zu- принятое произвольно число режущих кромок возможной фрезы.
Шаг дискретного движения кромки в направлениях возможных подач принимался постоянным и равным
DS = S0 / 1.5Zu = S0 / N
где So = lмм = const, принятое значение подачи при получистовой обработки.
Это обеспечивало шаговое равенство расположения контактных точек (КТ) на формируемой поверхности при сравнении различных способов обработки из принципиально-возможных, что позволяло сравнить однотипные операции, обеспечивающие одинаковую технологическую шероховатость поверхности.
Печать алгоритма предусматривает выход характеристик способа механической обработки для трех наиболее эффективных, из принципиально возможных, сравниваемых по производительности.
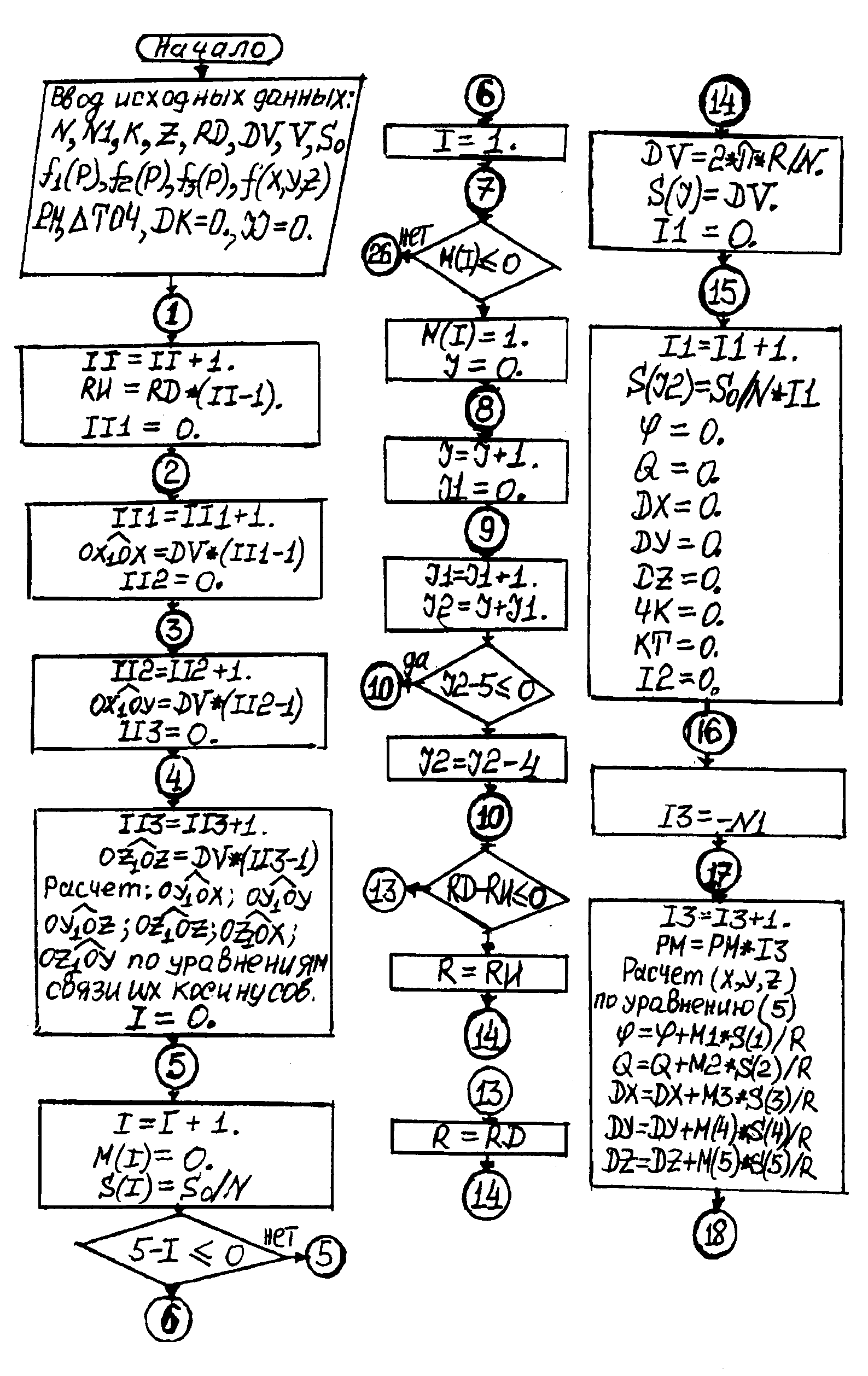
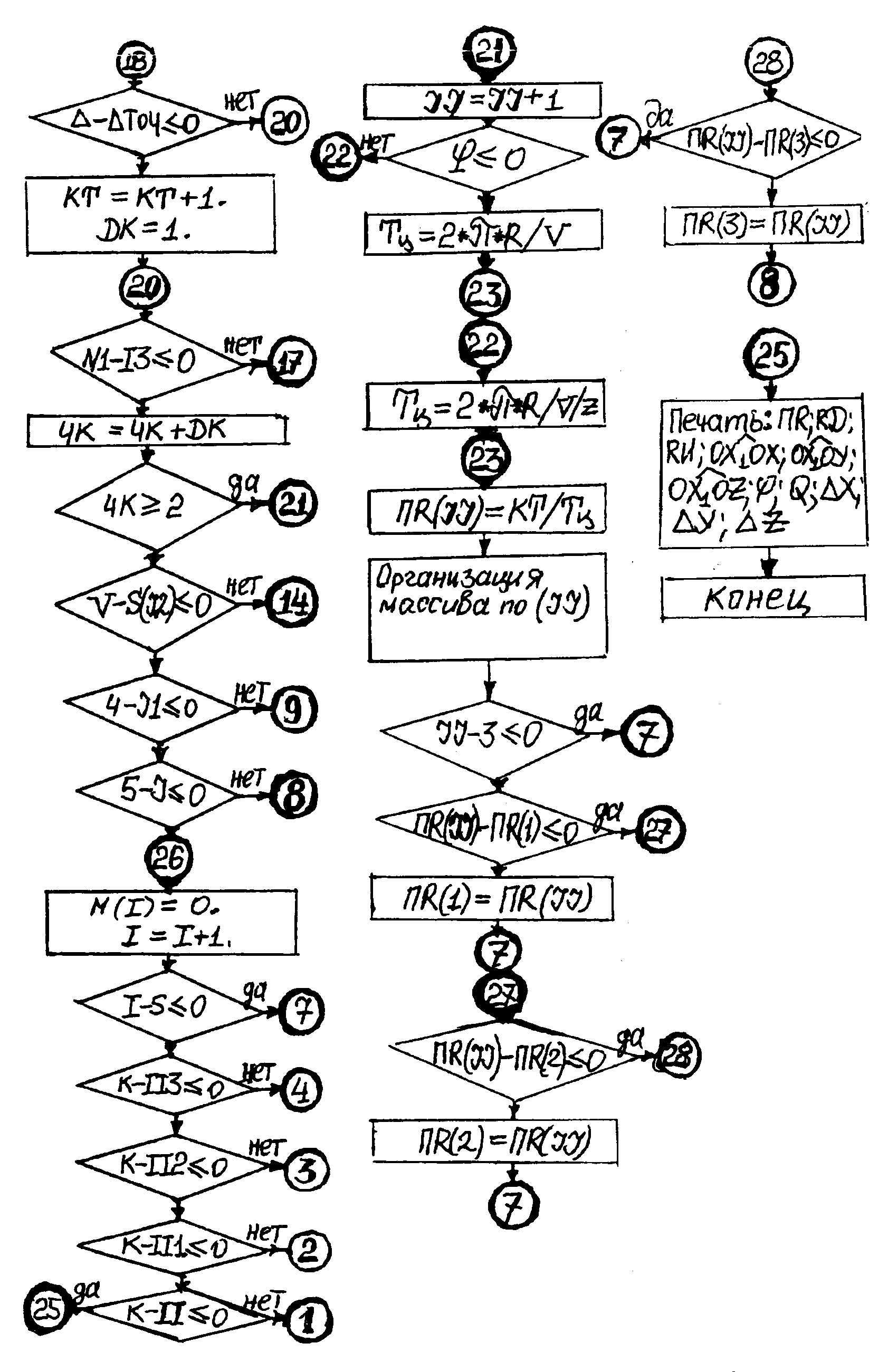
Блок – схема алгоритма поиска трёх наиболее производительных схем формообразования заданной поверхности из принципиально возможных:
Пример расчетного анализа на ЭВМ способов формообразования наружных поверхностей вращения деталей типа валов показал:
1) В случае формообразования точкой (из условия выбора кромки, как участка пересечения двух прямых линий, или существования малого радиуса R), наиболее эффективны три способа
2) В случае формообразования прямой линией способы повторятся:
для случая а) Пр=45000 (кТ)
для случая б) Пр= 10000 (кТ)
для случая в) Пр=450000 (кТ)
3) В случае формообразования винтовой линией с углом подъема W = 45° на радиусе фрезы R = 2 * Rc , получено три способа обработки;
а) оси фрезы и детали параллельны = 10000 (кТ)
б) находятся под углом скрещивания = 10000 (кТ)
в) находятся под углом скрещивания и фреза имеет ещё подачу вдоль своего вращения = 450000 (кТ).
Таким образом, метод и алгоритм позволяют системно решить такую сложную задачу, как определение наиболее эффективных способов механической обработки из числа принципиально, - возможных. Алгоритм существенно облегчает работу в области повышения эффективности операций механической обработки, позволяет решить эту задачу на уровне изобретений.
Определение наиболее эффективных способов механической обработки заданных поверхностей детали машин.
Ранее нами был рассмотрен поисковый алгоритм определения схем формообразования заданных поверхностей и выбора трех наиболее производительных, (с позиции кинематики формообразования), из принципиально (или теоретически) возможных. Алгоритм после сравнения схем формообразования и определения наиболее производительных предусматривает печать:
углов относительно положения систем координат детали и инструмента в соответствии с общей кинематической схемой формообразования, определяющих относительное положение предполагаемого инструмента в исходный момент формообразования;
форму режущей кромки инструмента при выборе на печать значений
Х2 = Гз(р); Y2 = fz(p); Z2 = fз(p).
(т.е. если это ломаная линия, расположенная от центра Оu на расстоянии R, то или Х2 = Ru или Y2=Ru в зависимости от исходного задания параметрического уравнения режущей кромки в системе инструмента XuYuZu). (Второй пример: X2 = Rsin, Y2 = Rcos, Z2 = P, следовательно режущая кромка винтовая линия на цилиндре или поверхности вращения с осью вращения соответствующей 02Z2 и т.д.)равенство или неравенство радиуса или другого параметра инструмента, определяющего положение режущей кромки в системе X2Y2Z2-R нулю.
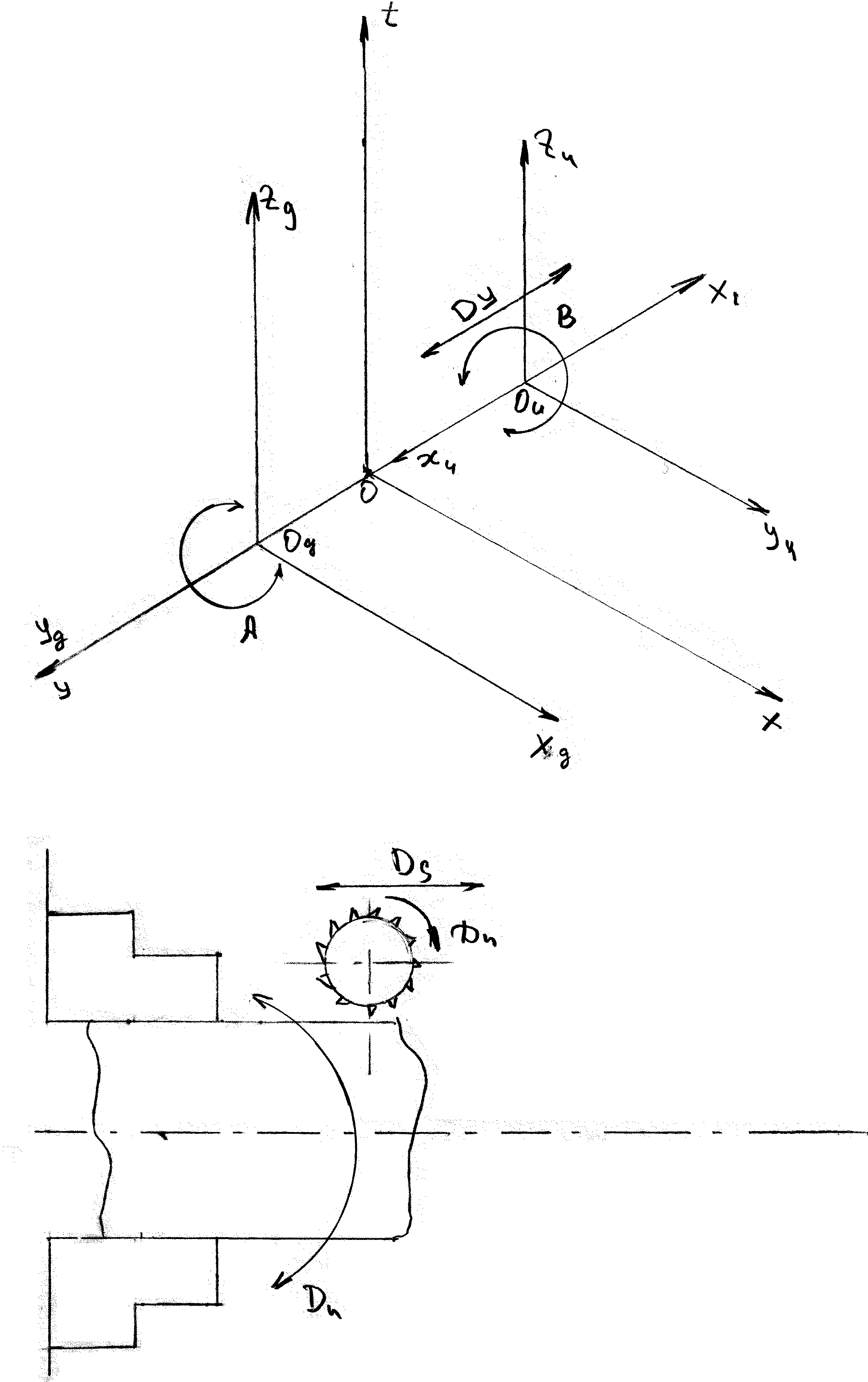
Наличие движений, необходимых для формообразования, т.е. неравенство нулю сочетаемых из всех от одного до 6 движений: А, Б, F, Д, и Е, которое задается непрерывным вращением одного из заданных пространственных углов (, , ), определяющих как относительное положение систем детали XoYoZo и инструмента X2Y2Z2 в исходный момент формообразования, так и вращение промежуточной, несущей системы X1Y1Z1 вокруг любой из трех осей координат;
Печать главного движения резания из существующих для найденной, наиболее эффективной схемы формообразования, например: A = V; Б = Sкр; D = Soz; F = 0 и т.д.
После получения данной информации на печать ЭВМ можно изображать полученную схему формообразования по примеру графического исполнения кинематических схем резания, приведенного в работе Грановского Г.И.. Только с уточнением стрелки одного из показанных на схеме движений как главного рабочего или движения определяющего скорость резания.
Анализ найденных на ЭВМ кинематических схем резания.
Если для поиска возможных схем формообразования, номинальная поверхность детали задана алгебраическим уравнением:
Y2g + Z2g = r2g
Y2g + Z2g – r2g
то это есть поверхность вращения сориентированная в системы координат детали так, что её направляющая линия - окружность соответствует плоскости YOZ основной системы координат с радиусом rg, заданным конкретным цифровым значением rg= 10.
Инструмент также предварительно задаётся как линия или точка в системе координат инструмент,
Xu = fi(P) = Ru
Yu= f2(P) = 0 Т.е. точка на радиусе Ru = 10
Zu = f3(P) = 0
После поиска ЭВМ (как один из найденных вариантов) печатает следующие параметры схемы формообразования, включая ранее заданные:
cos(OX1OX) = l; cos(OY1OX) = 0; cos(OZ,OY) = -1
= 1; Q = 1; Dx = l; Dy = 0; Dz = 0; Пр = 20 КТ/сек
OX1OX = 0°; OY1OX = 90°; OZ1OY = 180°
Список литературы:
Комаров В.А., «Математическое моделирование технологических операций механической обработки поверхностей деталей лейзвийными инструментами: (учебное пособие по курсу: математическое моделирование технологических операций – 4834), Москва, МГАПИ – 1998
Зуев В.Ф., «Методические указания по выполнению курсового проекта по математическому моделированию технологических операций механической обработки поверхностей деталей лейзвийными инструментами, Москва, МГАПИ – 1998
«Математическое моделирование технологических операций механической обработки поверхностей деталей лейзвийными инструментами: (лабораторная работа), Москва, МГАПИ – 1999