


Композиционные хемосорбционные волокнистые материалы "Поликон К", наполненные углеродными волокнами
На одном из первых мест стоит загрязнение воздушного бассейна соединениями азота, фтора, серы и хлора. Водоемы подвергаются загрязнению соединениями цинка, меди, ртути, а также целым рядом органических веществ, таких как СПАВы, фенолы, масло- и нефтепродукты и. т. д., нарушающих природный баланс водной среды.
В связи с этим, для осуществления радикальных методов защиты окружающей среды возникает необходимость создания новых, наряду с уже известными, высокоэффективных хемосорбционных материалов для извлечения антропогенных загрязнений из промышленных и бытовых стоков.
Исследования, направленные на разработку и усовершенствование нового класса хемосорбционных материалов - композиционных ионообменных волокнистых материалов, - с целью увеличения селективности, сорбционных характеристик и повышения долговечности работы, являются очень перспективными.
На кафедре химической технологии Энгельсского технологического института был разработан новый класс хемосорбентов, которые получают по малостадийной технологии методом поликонденсационного наполнения. При поликонденсационном наполнении после пропитки химических волокон мономерами протекает поликонденсация термореактивных олигомеров в структуре и на поверхности волокон.
Углеродные волокна – перспективные наполнители ПКМ
Углеродное волокно состоит главным образом из углерода. Получают их термической обработкой химических волокон. УВ обладают рядом преимуществ, таких как высокая механическая прочность, устойчив к действию высоких температур, химических реагентов, ультрафиолетового излучения. Они устойчивы к агрессивным химическим средам, однако окисляются при нагревании в присутствии кислорода, Их предельная температура эксплуатации в воздушной среде составляет 300-350 0С. (3).
Иногда выделяют несколько типов УВ в зависимости от их свойств.
Таблица 1.Характеристики углеродных волокон
| Показатель | Волокна | ||||
| Угольные низко-модульные | Графитиро-ванные низко-модульные | Графитиро-ванные средне-модульные | Графитиро-ванные высоко-модульные | Графитиро-ванные высоко-прочные | |
| Плотность, г/см3 | 1,5-1,6 | 1,4-1,6 | 1,4-1,7 | 1,6-2,0 | 1,7-1,9 |
| Модуль упругости, ГПа | 30-40 | 40-60 | 70-180 | 300-500 | 200-300 |
| Прочность на разрыв, ГПа | 0,4-1,0 | 0,6-1,0 | 1,0-2,5 | 1,5-3,0 | 2,0-4,0 |
| Относит. удлинение, % | 2,0-2,5 | 1,5-2,0 | 1,2-1,5 | 0,5-0,6 | 1,0-1,3 |
1.1. Получение углеродных волокон на основе ПАН волокон
Процесс получения УВ из ПАН волокна включает текстильную подготовку материала, окисление, высокотемпературную обработку (карбонизация и графитация), подготовку поверхности УВ и получение препрегов.
Исследования, связанные с использованием в качестве предматериала ПАН волокон, впервые были начаты в СССР . В то время в научной и патентной литературе отсутствовали сведения о применении ПАН волокон для этих целей. Затем интенсивные исследования начали проводиться в Японии и несколько позже в ряде научных учреждений Англии с использованием волокна куртель . В 1966 г. появилась первая научная публикация Ватта на эту тему. В США на первом этапе создания производства УВ сырьем служило ВВ. Лишь в конце 60-х годов и начале 70-х годов ряд фирм США начал производство УВМ на основе ПАН волокон по лицензиям японских и английских фирм. В настоящее время высокопрочное высокомодульное волокно вырабатывается в Англии, Японии, США и Франции.
Свойства исходного ПАН волокна оказывают большое влияние на качество УВ. К числу важнейших его показателей относятся: химический состав, структура, механические свойства и дефекты.
Объектами исследования служили ПАН-гомоволомно и волокна из сополимеров акрилонитрила. Изучались промышленные волокна, содержащие в качестве сомономера метилакрилат, метилметакрилат, винил-ацетат и др. Введение сомономеров ускоряет циклизацию и снижает тепловой эффект в процессе термоокисления, что облегчает проведение этой стадии получения (3)
Несмотря на большое число работ, в литературе не приводится сведений о том, какой тип волокна находит практическое применение. В Англии основным сырьем служит волокно куртель.
Существует несколько способов получения ПАН-волокон, отличающихся типом применяемого растворителя и методом формования (сухой и мокрый), от которых зависят структура и морфология волокна. Эти факторы влияют на термохимические превращения полимера, образование структуры УВ и его свойства. Условия формования (осаждения полимера) влияют на надмолекулярную организацию, величину поверхности, температурный интервал экзотермических эффектов, максимальную скорость потери массы и количество поглощенного при термоокислении кислорода. Установлено, что условия формования имеют большее значение, чем химический состав ПАН волокна.(4)
Высокие степени вытягивания в различных средах повышают ориентацию и прочность ПАН волокон, что благоприятно сказывается на механических свойствах УВ. Действительно, по мере увеличения прочности ПАН волокна заметно возрастают прочность и модуль Юнга УВ. Аналогичная закономерность установлена в ряде других работ Особенно существенное значение имеет ориентация ПАН волокна, так как организованные надмолекулярные образования служат матрицей при формировании структуры углерода и обусловливают механические свойства УВ. Однако вытягивание ПАН волокна не должно превышать оптимальных значений, выше которых начинают возрастать дефекты ПАН волокна, дефекты обычно переходят на УВ и снижают его прочность. Необходимость применения высокопрочных ПАН волокон не является бесспорной.
Поскольку во время окисления волокно подвергается вытягиванию, следует учитывать термомеханические свойства ПАН волокна. В работе указывается, что при нагревании в изотермических условиях (до 320 °С) выявлено шесть областей различного поведения ПАН волокна.
На свойства УВ большое влияние оказывают загрязнения ПАН волокна. В результате выгорания инородных включений во время карбонизации на поверхности УВ возникают дефекты, снижающие его прочность. В этом плане заслуживает внимание работа, в которой показано, что при получении ПАН волокна в воздушной среде, очищенной от пыли, повышается прочность полученного из него УВ. Поэтому следует отдать предпочтение прямому методу получения ПАН волокна из растворов, так как в этом случае оно менее загрязнено инородными частицами.(3)
При использовании УВ для изготовления конструкционных композитов особое внимание уделяется коэффициенту вариации механических свойств УВ, особенно по прочности. Весомый вклад в этот показатель вносит исходное волокно. Неоднородность ПАН волокна возникает главным образом на стадии формования. При формовании сухим методом получается более однородное волокно, чем при формовании мокрым методом . Основным дефектом ПАН волокна является неравномерность сечения, или площади поперечного среза, волокна. Поэтому наблюдается большая разница в коэффициентах вариации, определяемых для комплексных или элементарных нитей. В последнем случае он гораздо выше.
На технико-экономические показатели влияет линейная плотность нити ПАН волокна В; с ее увеличением снижается стоимость УВ.
1.1.2. Термическое окисление ПАН-волокна
Окисление — важнейшая стадия технологического процесса получения УВ. Предварительное окисление облегчает дегидрирование полимера и, что особенно важно, создает условия для образования предструктуры, обеспечивающей создание оптимальной структуры углерода и приобретение УВ ценных механических свойств. Превратить ПАН волокна в УВ можно, не прибегая к окислению, но практически этот способ неприемлем, так как при этом увеличивается длительность технологического цикла, происходит более глубокая деструкция полимера, сопровождающаяся снижением выхода углерода.
На стадии окисления протекают сложные химические процессы и структурные превращения. Несмотря на большое число работ, в литературе приводятся различные и подчас противоположные мнения об основных химических процессах, протекающих на этой стадии.
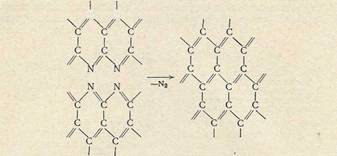
При термообработке на воздухе потемнение ПАН не сопровождается потерей массы и азота, но методом ИК-спектроскопии установлено, что число групп CN уменьшается.(5) Систематическое изучение термического окисления ПАН выполнено Граоси и сотр. По их данным, первой стадией является миграция третичного водорода к азоту с образованием иминной группы (см. схему II). Последующая миграция иминного водорода к группе CN приводит к образованию тетрагидро-пиридиновых (нафтиридиновых) циклов. Переход водорода может происходить внутри макромолекул и между макромолекулами. При внутримолекулярной циклизации сохраняется линейная форма макромолекулы (см. схему III).
1.1.2.2. Условия окисления ПАН-волокна
К основным параметрам окисления ПАН-волокна относятся температура, время и ориентационное вытягивание. Температура и время (Т. t) взаимно связаны и определяются многими факторами.
Окисление ПАН-волокна кислородом воздуха — типично гетерогенный процесс, поэтому особое значение приобретает полнота окисления всей массы волокна.
Приводимые в литературе температурные режимы можно подразделить на 3 группы: мягкие (до 2200С), средние (220-2500С), жесткие (выше 250 °С). Естественно, что продолжительность процесса снижается с повышением температуры. Приводится значение этого параметра, находящееся в пределах 0,5—24 ч. По первому варианту, разработанному в Англии, окисление проводилось при 220 °С в течение 24 ч, т. е. в мягких условиях, но продолжительное время.
Окисление является наиболее продолжительной стадией технологического процесса получения УВ, поэтому изыскиваются пути его сокращения.
1.1.3. Высокотемпературная обработка (карбонизация и графитация) окисленного ПАН волокна
В процессе высокотемпературной обработки осуществляется переход от органического к углеродному волокну, сопровождающийся сложными химическими и структурными преобразованиями полимера, ароматизацией углерода и формированием структуры углеродного волокна. Одновременно происходит изменение физико-химических и механических свойств материала. Отобразить эти процессы в виде конкретных химических уравнений не представляется возможным. Этот сложный переход можно разделить на три основных стадии: при температурах 200—600°С протекают наиболее важные химические процессы; в интервале 400—1200°C формируются основные элементы структуры УВ; при температурах выше 1200 °С происходят преимущественно физические изменения, связанные с совершенствованием структуры УВ.
Отщепление азота начинается при 700°С и заканчивается при высоких температурах. Даже при 1000°С его содержание в волокне составляет 6%. По некоторым данным, в волокне, полученном при Т 1500 °С, все еще содержатся небольшие количества азота. При столь высоких температурах азот может находиться только в гетероциклах, которые распадаются с его выделением.
1.1.3.2. Условия проведения карбонизации и графитации волокна
К основным параметрам процесса относится среда, температура, продолжительность процесса и вытягивание.
Защитной средой при высокотемпературной обработке служит азот, который наиболее доступен среди инертных газов. В лабораторной практике кроме азота применяется гелий и аргон; иногда обработку осуществляют в глубоком вакууме.
В условиях высоких температур резко возрастают скорости реакций, поэтому к чистоте азота предъявляются высокие требования; содержание кислорода в азоте должно быть минимальным.
В процессе карбонизации в результате глубоких химических превращений промежуточных продуктов распада на поверхности УВ осаждается аморфный углерод, снижающий качество волокна, особенно композита. Для удаления этого углерода предложено к инертному газу добавлять кислород (5•106 — 25•105), окисляющий аморфный углерод. Необходимо соблюдать точную дозировку кислорода, так как при избытке его происходит окисление волокна и ухудшение его свойств, а также уменьшение срока службы нагревателей.
Важнейшим параметром является ТТО. С увеличением ТТО изменяются структура и механические свойства волокна, поэтому, заканчивая процесс при разных ТТО, можно получать углеродные волокна с различными свойствами и предназначенные для разных целей.
С ростом температуры обработки происходит спонтанное совершенствование структуры; в частности, улучшается ориентация волокна, способствующая росту модуля Юнга. Размеры турбостратных кристаллов возрастают: La до 250 A0, Lc до 100 А0. Наблюдается более сложная зависимость прочности от ТТО.
Своеобразно, но вполне закономерно изменяется плотность УВ. Вначале (примерно до 1000 °С) с увеличением ТТО она круто возрастает, затем начинает убывать, достигая минимума примерно при 1500°С, т. е. на стадии предкристаллизационного состояния, что дополнительно подтверждает разупорядочение структуры волокна в этой области температур, и затем снова возрастает. Электрическое сопротивление резко снижается при возрастании температуры обработки до 1400—1500°С; при более высокой температуре оно уменьшается незначительно. В лабораторных условиях графитацию проводят при температуре до 3000 °С. На практике максимальная температура, видимо, не превышает 2400—2600 °С, так как эксплуатация оборудования при более высоких температурах с практической точки зрения мало приемлема. В зависимости от назначения волокна процесс может заканчиваться при более низких температурах (1000—2000 °С) с получением карбонизованного волокна. Содержание углерода в графитированном волокне выше 99%, в карбонизованном — до 95%, продолжительность высокотемпературной обработки составляет от нескольких минут до 2,5 ч.
Переход от органического к углеродному волокну целесообразно подразделить на две стадии:
низкотемпературная; на этой стадии происходят основные химические процессы и наблюдается максимальная потеря массы; подъем температуры должен быть медленный;
высокотемпературная (структурные преобразования); эта стадия должна протекать при быстром подъеме температуры. Вероятно,чем медленнее протекают процессы на первой стадии получения УВ, тем более благоприятные условия создаются для образования совершенной структры, определяющей свойства УВ. Однако слишком медленные процессы невыгодны по экономическим соображениям из-за снижения производительности оборудования. В подобных случаях выбирают разумные временные режимы, обеспечивающие получение продукции высокого качества без снижения производительности оборудования.
ПАН-волокна обладают уникальными, пожалуй, только им присущими свойствами, облегчающими получение из них углеродного волокна. Вытягивание во время окисления позволяет проводить последующую карбонизацию без вытягивания или с незначительной вытяжкой или, наконец, даже с небольшой усадкой. Высокотемпературная обработка сопровождается самопроизвольным совершенствованием структуры, что обеспечивает получение волокна с высокими показателями и упрощает технологию. Физико-химическим основам получения УВ на основе ПАН волокон посвящена обширная литература.
1.2. Получение углеродных волокнистых материалов на основе вискозного волокна
Вискозные волокна наряду с ПАН волокном являются одним из основных видов сырья, применяемого для получения УВ. На их основе изготовляются УВ различных текстильных форм (нити, жгуты, ткани, нетканые материалы, войлок и др.) разнообразных свойств, назначения и областей применения (теплозащитные, высокопрочные, с заданными электрофизическими, сорбционными свойствами и другими характеристиками).
Для получения волокна хорошего качества большое значение имеет свойство исходного сырья. Результаты исследования показали, что наиболее приемлемыми являются гидратцеллюлозные нити. Судя по литературным данным, вероятно, для этих целей используется кордная нить (ВК). Вискозная кордная нить по сравнению с текстильной более однородна по поперечному сечению. Радиальная неоднородность нежелательна из-за различной усадки при карбонизации внутренних и внешних слоев, вызывающей напряжение и снижение прочности УВ. Вискозный корд имеет специфическую структуру, характеризующуюся мелкокристаллическими надмолекулярными образованиями и высокой ориентацией вдоль оси волокна.(3)
Большое внимание уделяется подготовке волокна. Авиважные препараты относятся к нежелательным примесям, так как ухудшают свойства УВ. Это, по-видимому, справедливо, но объяснение этого факта не приводится. Для удаления органических примесей исходное волокно (ткани) обрабатывается органическими растворителями или поверхностно-активными веществам.
Влага также относится к нежелательным примесям, поэтому рекомендуется перед карбонизацией исходный материал подвергать сушке в течение 0,5—15 ч при температуре не ниже 100—230 °С (6)
1.2.1. Основные закономерности термической деструкции целлюлозы
Процесс карбонизации целлюлозы целесообразно подразделить на две стадии: пиролиз целлюлозы, сопровождающийся наиболее быстрым течением химических процессов и потерей массы материала, и собственно карбонизация, завершающаяся получением УВМ с содержанием углерода до 95%.
Термическую деструкцию целлюлозы начали изучать более 1000 лет тому назад. Успешные работы по приданию негорючести целлюлозным материалам и особенно получение УВМ послужили дополнительным стимулом для проведения более широких исследований в этой области.
Потеря основной массы полимера происходит в узкой области температур, в пределах 200—350 °С. К основным продуктам термического распада целлюлозы относятся низкомолекулярные летучие соединения, смолы и коксовый остаток — углеродное волокно. В летучих продуктах обнаружено большое число соединений, среди которых идентифицированы: Н2О, СО, СО2, СН4, С2Н4, ацетон, глиоксаль, гликольальдегид, 5-(гидроксиметил)-фурфурол, формальдегид, акролеин, метилэтилкетон и др.
К нежелательным продуктам распада относятся смолы, в результате разложения которых образуется аморфный углерод, осаждающийся на поверхности УВ и ухудшающий его свойства.
Существенное влияние на термический распад целлюлозы оказывают антипирены, специфика действия которых сводится к следующему. Антипирены увеличивают(7) выход кокса и газообразных продуктов и значительно уменьшают выход левоглюкозана и смол. В присутствии антипиренов разложение целлюлозы начинается при более низкой температуре и распространяется на более широкую область температур. Максимальная скорость потери массы целлюлозы, обработанной антипиренами, уменьшается и сдвигается в область более низких температур, но суммарная скорость деструкции возрастает. Эффективное действие проявляется при небольшом содержании (1—2%) антипирена в волокне. Механизм действия антипирена заключается в том, что в его присутствии на первых стадиях термообработки-более интенсивно протекает дегидратация целлюлозы, вследствие чего подавляются реакции, приводящие к образованию смолообразных продуктов.
Пиролизу обычно подвергается ВВ, содержащее сорбированную влагу. Уже при температуре около 1200С в незначительных количествах образуются кислые продукты распада, являющиеся катализаторами. Поэтому на начальной стадии термообработки при относительно низких температурах происходит гидролиз целлюлозы, ведущий к снижению и изменению свойств целлюлозы, зависящих от СП. Процесс гидролиза не сопровождается потерей массы. По указанным причинам собственно термодеструкции подвергается не исходная, а гидролизованная целлюлоза.
Другой важнейшей реакцией является дегидратация, которая начинается при температурах около 200—220°С. Именно эта реакция во многом предопределяет возможность получения УВ из ВВ. Дегидратация может протекать по меньшей мере по трем реакциям: внутримолекулярная реакция; внутримолекулярная реакция нуклеофильного замещения; межмолекулярная реакция. Благодаря дегидратации, с одной стороны, повышается термостойкость промежуточных продуктов распада и тем самым сохраняется форма волокна при более высоких температурах термообработки и, с другой, — что не менее важно, подавляется реакция деполимеризации. В результате дегидратации образуется промежуточный продукт — дегидроцеллюлоза.
1.2.2 Основные закономерности и условия проведения карбонизации
Первая стадия термических превращений (пиролиз) заканчивается при ТТО 300—350 °С, при этом получается волокно, содержащее всего лишь 60—70% углерода. На второй стадии (карбонизации) протекают дальнейшие химические процессы и структурные преобразования, приводящие в итоге к получению УВ. Как видно из приведенных ниже данных, с повышением ТТО волокно обогащается углеродом и происходит уменьшение числа других, унаследованных от ВВ атомов:
Таблица 2. Изменение состава ВВ от ТТО
| Температура,°С | 370 | 420 | 550 | 650 | 750 | 850 |
| Состав, % | ||||||
| углерод | 84,8 | 88,9 | 91,8 | 93,8 | 95,4 | 95,8 |
| водород | 4,55 | 3,69 | 3,01 | 2,27 | 1,40 | 0,84 |
| Кислород (по разности) | 10,65 | 7,41 | 5,19 | 3,93 | 3,20 | 3,36 |
О составе летучих продуктов, выделяющихся на стадии карбонизации, в литературе приводится мало сведений. Содержание смолообразных веществ в продуктах термического распада невелико. Преимущественно отщепляются низкомолекулярные соединения: Н2О, СО, СО2, карбонилсодержащие соединения, насыщенные и ненасыщенные углеводороды. Выход различных летучих продуктов в зависимости от ВТО.
Из закономерностей пиролиза ВВ вытекает, что температурно-временные режимы оказывают влияние на выход, структуру и свойства УВ. Нижний предел температуры карбонизации составляет 900-10000С, граница между верхним пределом и графитацией установить трудно. Чаще всего приводят температуры 1300-15000С.
При карбонизации в свободном состоянии происходит усадка волокна в продольном направлении на 20—40%, совпадающая по температуре с максимальной потерей массы полимера. Из-за усадки происходит разориентация структуры, поэтому получаются УВ с невысокими механическими свойствами (σ= 300—500 МПа). Только благодаря применению вытягивания удалось из ВВ получить УВ высокого качества.(3)
1.2.3. Основные закономерности процесса графитации углеродного волокна
Графитация — завершающая стадия технологического процесса, на которой углеродное (карбонизованное) волокно подвергается высокотемпературной обработке при 1800—2500 °С. Графитация является энергоемким и сложным процессом, удорожающим волокно, поэтому в зависимости от требований к материалам и областей его применения конечным продуктом могут быть углеродное и графитовое волокна.
При графитации главным образом протекают структурные превращения, и соответственно изменяются свойства материала. На этой стадии происходит обогащение волокна углеродом до содержания его не менее 99%; потеря массы волокна составляет 5—15%, и если волокно находится в свободном состоянии, то оно усаживается на 3—6%. Видимо, основными продуктами распада являются углеводороды и СО. В процессе графитации происходят дальнейшая ароматизация углерода и совершенствование структуры. Глубина протекания этих процессов и изменение свойств волокна зависят от параметров графитации. К важнейшим из них относятся: среда, температура, продолжительность и вытягивание.(3)
В условиях высоких температур защитной средой может служить азот или аргон. По экономическим соображениям, видимо, используется азот с минимальным содержанием в нем кислорода.
Несмотря на большую жесткость системы, при столь высоких температурах (1800—2500 °С) физико-химические и структурные превращения во время графитации завершаются за очень короткое время. По данным, графитация заканчивается за несколько секунд, поэтому ее продолжительность определяется техническими возможностями оборудования.
На первом этапе развития производства карбонизация и графитация проводились в свободном состоянии, и волокно значительно усаживалось. В этих условиях получается волокно несовершенной структуры, приближающееся к стеклоуглероду, с низкими механическими свойствами (прочность 700—800 МПа, модуль Юнга 50—60 ГПа). Следующим этапом явилось применение вытягивания при получении УВ, что привело к совершенствованию структуры и значительному улучшению механических свойств волокна. Анализ литературных данных показывает, что для получения волокна высокого качества вытягивание необходимо проводить на стадии карбонизации и графитации.
При графитации с одновременным вытягиванием четко проявляется роль температуры: с ее повышением модуль Юнга возрастает. Осуществление вытягивания на обеих стадиях термообработки позволило получить УВ (волокно торнель 50) с прочностью около 2 ГПа и модулем Юнга 350 ГПа, а в лабораторных условиях (торнель 100) с прочностью 3,5 ГПа и модулем Юнга 703 ГПа .(6)
В заключение следует отметить, что УВ на основе ВВ с высокими механическими показателями получают при проведении графитации с вытяжкой в условиях очень высоких температур (не менее 2800°С). Практически это осуществить довольно трудно. Тот же эффект, но при более низких температурах получается, если в качестве предматериала использовать ПАН волокно. Поэтому целесообразнее при производстве высокопрочного высокомодульного волокна применять ПАН волокна.(3)
2. Структура углеродных волокон
Углеродные волокна (УВ) являются своеобразным материалом, в котором сочетаются особенности графитового слоя, двумерной упорядоченности слоев (турбостратная структура) и волокнистого строения. Чтобы объяснить свойства УВ, в первую очередь на основе полиакрилонитрила (ПАН) и гидрата целлюлозы (ГЦ), их целесообразно рассматривать как карболенточные (по аналогии с карбоцепными) ориентированные аморфно-кристаллические полимеры, находящиеся при температурах ниже 2300 К в застеклованном состоянии(8).
Основной фрагмент структуры УВ на молекулярном уровне — графитовый слой в виде ленты разной степени дефектности и изогнутости, протяженностью до 1000— 2000 нм, но с размерами областей когерентного рассеяния рентгеновских лучей перпендикулярно оси волокна от 1,5 до 7 нм, а вдоль оси—от 1,5 до 10 нм. Ленты-слои в основном собраны в пачки — микрофибриллы высотой (Lc) от 1 до 10 нм, но в кристаллитах обычно не наблюдается трехмерная упорядоченность. Одна лента последовательно может проходить через несколько областей упорядоченности (кристаллитов) и далее через соседние пачки, связывая их между собой и формируя сетчатую пространственную структуру. Ленты и их пачки изогнуты и переплетены, но в целом ориентированы вдоль оси волокна.
Такая структура позволяет реализовать в УВ высокие физико-механические характеристики графитового монослоя: электропроводность, теплопроводность, модуль упругости Е=1000 ГПа, прочность σ до 150 ГПа (6). На непрерывных волокнах в настоящее время вдоль оси волокна достигнуты значения Е~700 ГПа, σ~7 ГПа, т. е. до 70 % по модулю, но только 5 % по прочности от предельных теоретических значений для монослоя . На отдельных графитовых усах получены значения Е~1000 ГПа и σ~20 ГПа .
При рассмотрении характера изменения показателей молекулярной и надмолекулярной структуры УВ на основе ПАН и ГЦ в зависимости от температуры обработки отчетливо проявляется ряд областей, связанных со спецификой протекающих в них процессов .(7)
Предпочтительная ориентация углеродных слоев и их пачек вдоль оси волокна (текстура) является особенностью практически всех УВ (на основе ПАН, ГЦ, газофазного пека) и важнейшей характеристикой их структуры(7).
Необходимо различать три составляющие текстуры УВ:
- азимутальная (осевая) составляющая, описывающая отклонение пачек углеродных лент от оси волокна вдоль меридиана;
- радиальная составляющая, описывающая ориентацию в поперечном сечении волокна;
- слоевая составляющая, отражающая преобладающее кристаллографическое направление в графитовых лентах вдоль оси волокна.
Показатель текстуры волокон на основе ПАН достаточно высок во всем интервале температур и определяется в первую очередь структурной ориентацией исходного волокна: при термообработке только проявляется застабилизированная в процессе термоокислительной обработки исходная ориентация. Текстура волокон на основе ГЦ формируется в процессе термомеханического воздействия, особенно в области температур выше 2300 К, когда появляется пластичность. (9)
Текстура УВ в поперечном сечении определяет их макростроение, неоднородность, часть внутренних напряжений, микропористость и микродефектность. Если использовать принципы классификации проволок по Гивену и Вассерману (10) с обозначением осей симметрии для волокна и отдельных фибрилл (пакетов слоев), то можно выделить следующие варианты:
простая аксиальная кольцевая текстура, когда пакеты слоев независимо и равномерно распределены по сечению волокна;
центрированные аксиальные текстуры с расположением слоев по касательной и по радиусу, цилиндрическая текстура (это вырождение центрированной текстуры с расположением слоев по касательной).
Для УВ на основе ПАН и ГЦ наблюдаются смешанные простая и центрированная аксиальные текстуры. На практике в волокнах встречается некруглая форма сечения. Для одного волокна при этом теряется центросимметричность, но для пучка волокон она сохраняется.
Наличие предпочтительной ориентации определяет ряд особенностей структуры УВ и методы ее исследования. Так, ориентация способствует межмолекулярному упорядочению углеродных лент, но создает определенную неоднородность параметра Lc в азимутальном направлении: размер Lc наибольший для пакетов слоев, располагающихся близко к оси волокна, а для кристаллитов, отклоняющихся на угол больше полуширины текстурной кривой φ1/2, он начинает уменьшаться.
Наличие предпочтительной ориентации требует ее учета в процессе рентгеноструктурного дифрактометрического эксперимента и при определении размеров кристаллитов.
Для волокон на основе ПАН и ГЦ наблюдается различная связь между размерами кристаллитов и степенью предпочтительной ориентации. Для волокон на основе ГЦ при |q| <0,5 размеры кристаллитов однозначно не связаны с