


Ковка металлов
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ШУЙСКИЙ ГОСУДАРСТВЕННЫЙ ПЕДАГОГИЧЕСКИЙ УНИВЕРСИТЕТ
КАФЕДРА ТЕХНОЛОГИИ
КУРСОВАЯ РАБОТА
ТЕМА: «ХУДОЖЕСТВЕННАЯ КОВКА МЕТАЛЛОВ».
ВЫПОЛНИЛ: СТУДЕНТ 4к. 4гр.
МТФ-ФТО КОЧЕТКОВ А.Ю.
НАУЧНЫЙ РУКОВВОДИТЕЛЬ:
____________________________
____________________________
ШУЯ 2004.
План.
Из истории художественной ковки металла.
Металл, используемый для ковки.
Инструменты и приспособления.
Термическая обработка стали и цветных металлов.
Химико-термическая обработка стали.
Техника безопасности при кузнечных работах.
Из истории художественной ковки металла.
Издревле русские кузнецы (с VI-VIII веков н.э.) владели всеми приемами свободной ковки, кузнечной сварки, горновой пайки меди, умели производить термическую обработку изделий.
При том уровне техники от мастера требовалось много умения, навыка, опыта в обращении с металлом. Различить, например, сорта стали можно было только по цвету и характеру искры или излому, а степень нагрева при ковке, закалке и сварке - по цвету раскаленного металла (каленого) на глаз; о температуре отпуска стали мастер судил по цветам побежалости и т.д.
Интересно, что древнерусские кузнецы с большим искусством производили не только украшения к костюмам - пряжки, перстни, застежки, браслеты, подвески, ожерелья, оплечья или украшения конской сбруи, но и петли на ларцы и сундуки, оковки для них, дверные замки, мечи, шлемы, кольчуги, боевые топоры, всевозможную бытовую утварь и великое множество других железных кованых изделий.
Приемы свободной ковки, известные с древних времен, сохранились и до наших дней. Кузнечная сварка была в основе изготовления холодного оружия из многослойной стали. Ее еще называют сварочным булатом. Больших успехов добились мастера из Дамаска. Дамасской сталью стала называться многослойная сварочная сталь.
Во времена могущества Киевской Руси кузнецы принимают активное участие в строительстве Новгородских, Киевских и Псковских величественных соборов. Мастера кузнечного дела куют не только пояса для стягивания стен, сводов, арок, но и высокохудожественные решетки для окон, парадные ворота, двери с накладными цветами, витыми ручками-стукалами, устанавливают на вершинах куполов соборов "расцветшие" узорчатые кресты.
В XVII в. многие кузнечные мастера переходят на изготовление больших и малых оград для дворцово-парковых ансамблей. Старые русские кузнецы не только обладали знаниями технологии ковки в совершенстве, но и славились высоким художественным вкусом.
Решетки и ограды, созданные ими, замечательно смотрелись на любом фоне, были выразительны в архитектурном окружении, в близком рассмотрении и на расстоянии. Их красота заключалась в соответствии художественных элементов и их ритмичности. Облик старых московских улиц и переулков просто неповторим.
Оригинальность объясняется присутствием легких кованых кружев на балконах домов, на оградах парков, скверов, церквей. Мастера классицизма великие архитекторы и зодчие Бова, Жилярди, Баженов, Казаков любили использовать кованый металл при проектировании и создании архитектурных ансамблей.
Весьма оригинальны ограды, выполненные в стиле русского барокко, который был популярен во второй половине XVIII в. Игривый кованый узор, выполненный с использованием растительных мотивов, контрастирует с мощными каменными столбами. Симметричный рисунок, составленный из сердцевидных изгибов стеблей, называемых мастерами "червонками", характерен для русского декоративного искусства XVII-XIX вв. С.-Петербург - северная столица России - всегда славился своими решетками мостов и набережных, парков и дворцов. Решетка Летнего сада со стороны Невы признана лучшей из декоративных оград в мире. Авторами этого удивительно гармоничного, легкого металлического кружева из копий, лепных розеток и вытянутых прямоугольников являются русские архитекторы Фельтен и Егоров. Выкована эта решетка, кстати сказать, тульскими мастерами.
В конце XIX - начале XX в. в Москве, С.-Петербурге, Одессе и других городах наибольшее число решеток и оград выполнено в стиле модерн. Асимметрия кованых извивающихся стеблей создает какой-то текучий орнамент из сливающихся и переплетающихся диковинных растений. Зачастую рисунок с решеток органически переходит на стену дома и далее в камне или гипсе развивается по фасаду, заканчивающийся мощными волками на карнизе дома или парапете крыши.
С развитием прокатного и кузнечно-штампованного производств постепенно в архитектуре все реже стал примениться декоративный кованый металл. Его заменяют сварные конструкции из прокатных профилей круглого, квадратного и прямоугольного сечения.
Художественная ковка стала упрощаться, все меньше осталось настоящих мастеров, умеющих отковать ограду, реставрировать или починить старинную решетку.
Поэтому возрождение этого вида ремесла имеет огромное значение для современного декоративно-прикладного искусства.
Металл, используемый для ковки.
В кузнечном ремесле приходится иметь дело с различными сплавами, цветными металлами, со сталями разных марок. Для нагрева до ковочной температуры одинаковых по размерам заготовок, но разных типов металла требуется сжечь разное количество топлива.
Теплопроводность металла - это скорость нагрева заготовки по сечению. Чем меньше теплопроводность металла, тем больше опасность образования трещин при нагреве. Например, теплопроводность сталей, особенно легированных, в пять раз меньше теплопроводности меди и алюминия. С теплоемкостью связан расход топлива для нагрева заготовки до нужной температуры. Наибольшую теплоемкость имеет стать при температуре 800-1100°С. Значит чем выше теплоемкость металла, тем больше расходуется топлива. Для кузнечных работ применяются ковкие и пластичные металлы и сплавы. Из черных металлов этими качествами обладают некоторые стали - сплав железа с углеродом. В зависимости от количества содержания углерода стали различаются как низкоуглеродистые (до 0,25% углерода), средние (0,25-0,6%) и высокоуглеродистые (0,6-2%). Увеличение содержания углерода увеличивает твердость стали, но уменьшает ковкость и теплопроводность. По своему строению сталь представляет из себя тело, образованное из кристаллических зерен, связанных между собой силой межкристаллического сцепления. В сплав стали обязательными компонентами являются железо, углерод, кремний, сера, марганец, фосфор. При содержании углерода до 0,1% сталь мягкая, хорошо куется, сваривается кузнечным способом, не принимая закалки. Такую сталь в практике называют железом. Сталь, которая отвечает всем требованиям художественной ковки, содержит от 0,1 до 0,3% углерода и до 1% других примесей. Такая сталь называется поделочной.
Сталь средней твердости содержит углерода от 0,08 до 0,85%. Она хорошо куется при надлежащем нагреве, хорошо закаливается, но плохо сваривается.
При содержании углерода от 0,6 до 1,35% сталь считается высокоуглеродистой (инструментальной). Куется довольно трудно, требует очень умелого проведения нагрева и самой ковки при определенных температурах.
Таблица 1
Температуры начала и конца ковки углеродистых сталей
| Марка стали | Т°С ковки | Марка стали | Т°С ковки | ||
| Начало | Конец | Начало | Конец | ||
| Ст1 | 1300 | 900 | У7, У8 | 1150 | 800 |
| Ст2 | 1250 | 850 | У9 | ||
| Ст3 | 1200 | 850 | У10, У12 | 1130 | 870 |
Чугун - это сталь, содержащая до 2% углерода, он хрупкий, не поддающийся ковке сплав.
Другие примеси, кроме углерода, также влияют на качество металла. Так сера и фосфор - вредные примеси.
При содержании серы более 0,04% сталь становится красноломкой, т.е. при нагреве до красного каления металл разрушается под ударами молота, а фосфор (более 0,05%) делает сталь хрупкой в холодном состоянии. Никель повышает прочность стали, а хром - твердость и износостойкость, но зато теплопроводность стали снижается, марганец уменьшает вредное влияние серы и увеличивает твердость, прочность, снижает теплопроводность. Кремний повышает прочность и упругость, но снижает вязкость и свариваемость. Для маркировки легированных сталей, применяемых в основном для изготовления кузнечного инструмента, работающих при ударных и высокотемпературных режимах приняты специальные обозначения наиболее распространенных легирующих элементов: С - кремний, Г - марганец, Н - никель, Т - титан, X - хром, Ю - алюминий, А - пониженное содержание серы и фосфора. Например, марка 18ХГТ - сталь содержит до 0,18% углерода, до 1% хрома, марганца, титана. Инструментальные углеродистые стали содержат 0,6-1,3% углерода, 0,15-0,6% марганца, 0,15-0,35% кремния, 0,03-0,35% серы и фосфора. Такие стали обозначают буквой У. Следующая за ней цифра обозначает процентное содержание углерода. Например, сталь У9 - сталь инструментальная с содержанием углерода 0,9%.
В кузнечном деле используются и цветные металлы: медь, алюминий, магний, титан и их сплавы: латуни (сплав меди с цинком) марок Л90, Л80, Л68, Л62 и др. (цифры обозначают содержание меди в процентах); оловянистые бронзы (сплав меди с оловом) - БрЦ4-3 (4% олова и 3% цинка) и др. Хорошей ковкостью отличаются алюминиевые сплавы.
 Все металлы и сплавы имеют поликристаллическое строение, то есть состоят из отдельных прочно сросшихся друг с другом зерен, между которыми располагаются в виде тонких прослоек неметаллические вкрапления различных оксидов, карбидов и других соединений. Размеры зерна составляют 0,01-0,2 мм и оно тоже имеет кристаллическое строение.
Все металлы и сплавы имеют поликристаллическое строение, то есть состоят из отдельных прочно сросшихся друг с другом зерен, между которыми располагаются в виде тонких прослоек неметаллические вкрапления различных оксидов, карбидов и других соединений. Размеры зерна составляют 0,01-0,2 мм и оно тоже имеет кристаллическое строение.
Что же происходит в металле во время ударов молота?
При ковке деформация происходит вследствие скольжения зерен относительно друг друга, потому что прочность зерен больше, чем связь между ними. В результате ковки зерна металла вытягиваются в направлении течения металла и это ведет к образованию мелкозернистой структуры (рис. 29).
Рис. 29. Рекристаллизация стали: 1 - молот; 2 - наковальня; 3 - состояние кристаллов до ковки: 4 - кристаллы, подвергающиеся ковке; 5 - кристаллы после ковки
 Вместе с ними вытягиваются и неметаллические вкрапления, которые придают металлу волокнистое строение. Это можно видеть невооруженным глазом. Прочностные качества металла зависят от температуры конца ковки: чем выше температуре металла в момент окончания деформации, тем лучше механические свойства металла (зерно крупнее).
Вместе с ними вытягиваются и неметаллические вкрапления, которые придают металлу волокнистое строение. Это можно видеть невооруженным глазом. Прочностные качества металла зависят от температуры конца ковки: чем выше температуре металла в момент окончания деформации, тем лучше механические свойства металла (зерно крупнее).
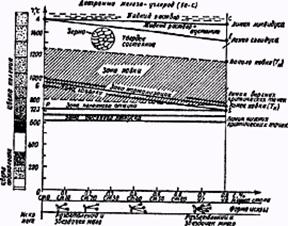
Изменения, происходящие в сплавах при нагреве и охлаждении, можно определить по диаграмме состояния (рис. 30), которая представляет собой графическое отображение фазового состава и структуры сплавов в условиях равновесия в зависимости от температуры и концентрации компонентов.
Рис. 30. Диаграмма "железо-углерод"
Эта диаграмма имеет важное значение для обоснованного выбора тепловых режимов всех видов горячей обработки стали. По оси ординат - температура сплава, по оси абсцисс - содержание углерода. На диаграмме отмечены критические точки, при температуре которых происходят структурные превращения. При рассмотрении диаграммы заметим, что изменения в структуре происходят выше линии РS, так как феррит переходит в аустенит, а это значит улучшается ковкость, пластичность металла. Между линиями GS и PS присутствую зерна феррита. Ниже линии РS аустенит переходит в феррит, т.е. металл имеет высокую степень пластичности, но небольшую твердость и прочность. Между линиями АЕ и GS располагается зона благоприятных температур и структуры металла для ковки.
При температуре нагрева 1500°С, т.е. выше линии АС, сталь пребывает в жидком состоянии.
Кузнец должен уметь выбрать сталь, которая по своим качествам будет соответствовать задуманному изделию.
Завод поставщик прокатанную заготовку маркирует клеймом и окрашивает краской, согласно установленному цвету для каждой марки стали. В табл. 2 приведены установленные цвета для сталей, употребляемых для художественной ковки.
Таблица 2
Цвета для сталей, употребляемых для художественной ковки
| Марки стали | Клеймо окраски | Марки стали | Клеймо окраски |
| Ст1 | белый | У7 | синий+красный |
| Ст2 | желтый | У8 | синий+желтый |
| Ст3 | красный | У9 | синий +розовый |
| Ст4 | черный | У10 | синий+черный |
| Ст5 | зеленый | У12 | синий+зеленый |
| Ст6 | синий |
При расходовании стали в первую очередь отрубают неокрашенный конец, конец с клеймом расходуется в последнюю очередь. Но часто кузнецу приходится иметь дело с уже побывавшем в обработке металлом или заготовки утеряли клеймо. Как определить марку стали? Оказывается, есть способы определения марки металла в условиях своей мастерской.
 Различные стали имеют характерные им искры. При касании образца с вращающимся наждачным камнем происходит искрение. В мастерской необходимо иметь набор образцов различных марок стали с клеймами, который может служить эталоном при определении марки стали по искре. Этот способ дает возможность определить количество углерода в стали до 0,2% и есть ли в ней вольфрам и хром. Искры хорошо видны на черном фоне, который рекомендуется подкладывать под пучок искр. Расположить образец относительно вращающегося диска при испытании надо так, чтобы пучок искр был длиной примерно 30 см перпендикулярно линии зрения.
Различные стали имеют характерные им искры. При касании образца с вращающимся наждачным камнем происходит искрение. В мастерской необходимо иметь набор образцов различных марок стали с клеймами, который может служить эталоном при определении марки стали по искре. Этот способ дает возможность определить количество углерода в стали до 0,2% и есть ли в ней вольфрам и хром. Искры хорошо видны на черном фоне, который рекомендуется подкладывать под пучок искр. Расположить образец относительно вращающегося диска при испытании надо так, чтобы пучок искр был длиной примерно 30 см перпендикулярно линии зрения.
Глаза необходимо защитить очками.
Длина искры зависит от силы надавливания на вращающийся диск и, стало быть, добиться одинаковой длины искры можно, определив степень и равномерность надавливания и ее сохранять во время испытаний. Неравномерное давление образца на круг может дать искаженный результат. При образовании искры следует внимательно наблюдать за длиной искры, ее количеством, окраской и характером звездочек (рис. 31).
Рис. 31. Определение стали по искре
1) Если содержание углерода около 0,12%, то искра оставляет след прямой линии, имеющей светлое и темно-красное утолщения. Пучок длинный и светлый.
2) Если содержание углерода 0,5%, пучок короче, также светлый, но от первого утолщения начинают отделяться звездочки.
3) Инструментальная сталь с содержанием 1% углерода дает короткий и широкий веер красноватых искр, а от первого утолщения отделяется сноп искр.
4) Характерным для марганцовых сталей является образование звездочек на концах первого утолщения. Вид пучка зависит от содержания углерода.
5) Хромистая сталь дает длинный веер искр, иногда красноватый с разрывом и с отделяющимися звездочками - это очень характерно.
6) Вольфрамовая сталь дает прерывистую темно-красную искру со светлым утолщением на конце.
7) Хромвольфрамовая сталь средней твердости дает двойную искру: красную толстую и длинную и темно-красную тонкую и короткую.
8) Быстрорежущая сталь имеет такие же искры как у хромвольфрамовой стали, но с разрывом.
В качестве дополнения данной темы прошу ознакомиться с табл. 3.
Таблица 3
Таблица определения марок сталей по искре
| Марка стали | Цвет искры | Форма искры и звездочек |
| Ст2, Ст3 | Светло-желтый | Разветвлений искр мало, нити тонкие |
| Ст4 | Разветвлений мало, нити гуще, чем у Ст2 | |
| Сталь 10 | Разветвлений мало, нити острые, немного звездочек | |
| Стали 15, 20 | Разветвлений и звездочек больше, чем у стали 10 | |
| Стали 20, 30 | Разветвлений и звездочек больше, чем у сталей 15, 20 | |
| У8, У10 | Разветвлений и звездочек много, концы нитей тонкие | |
| У12 | Звездочки мелкие, густые | |
| Стали 40, 45N | Сильное разветвление, звездочки круглые, концы нитей острые |
Известно, что не всякая сталь закаливается. Это тоже способ определения марки стали. Необходимо нагреть кусок стали докрасна и быстро охладить в воде. Если это малоуглеродистая сталь, она не закалится и легко поддается напильнику.
Таблица 4
Таблица температур нагрева стали и соответствующие цвета
| Т°С | Цвет каления | Т°С | Цвет каления |
| 400 | очень темно-красный | 900 | красный |
| 500 | темно-красный | 950 | ярко-красный |
| 550 | темно-вишневый | 1000 | лимонно-желтый |
| 600 | средне-вишневый | 1100 | светло-желтый |
| 750 | вишнево-красный | 1200 | желто-белый |
| 800 | светло-вишневый | 1400 | ярко-белый |
| 850 | светло-красный | 1600 | ослепительно бело-голубой |
Инструменты и приспособления.
Инструменты, которыми приходится пользоваться кузнецу, делятся по своему назначению на опорные, ударные, зажимные, подкладные, захватывающие, мерительные и вспомогательные.
Опорные инструменты: основные наковальни, небольшие наковальни для мелких изделий и шпераки.
Подкладные инструменты.
Подкладной инструмент делится на три группы:
I. Инструмент, который устанавливают под молот или ручник;
II. Инструмент, устанавливаемый на наковальню;
III. Парный инструмент.
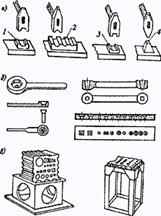
 Рис. 35. Подкладные инструменты: 1 - раскатка; 2 - гладилка с цилиндрической поверхностью; 3 - гладилка с квадратной поверхностью; 4 - гладилка с односторонней прямоугольной поверхностью; 5 - гладилка с увеличенной поверхностью; 6- пробойник; 7 - фасонное зубило; 8 - зубило для продольной рубки; 9 - зубило для поперечной рубки; 10- конический прошивень; 11- цилиндрический прошивень; 12 - след рабочих поверхностей гладилок 3, 4, 5.
Рис. 35. Подкладные инструменты: 1 - раскатка; 2 - гладилка с цилиндрической поверхностью; 3 - гладилка с квадратной поверхностью; 4 - гладилка с односторонней прямоугольной поверхностью; 5 - гладилка с увеличенной поверхностью; 6- пробойник; 7 - фасонное зубило; 8 - зубило для продольной рубки; 9 - зубило для поперечной рубки; 10- конический прошивень; 11- цилиндрический прошивень; 12 - след рабочих поверхностей гладилок 3, 4, 5.
К подкладному инструменту относится массивная плита из стали размером 300x400 мм и высотой 150- 200 мм, по четырем боковым граням которой имеются углубления разнообразной формы и высоты: полукруглые, треугольные и т.д. Эта плита применяется при ковке различных фасонных элементов вместо подкладных штампов. На торцевых поверхностях этой плиты имеются сквозные круглые, квадратные и фасонные отверстия различных размеров, которые служат для пробивки разнообразных отверстий на изделиях. В больших кузницах, где изготавливают садовые ограды, балконные решетки и другие крупные изделия, должна быть стальная или чугунная большая плита - правило - толщиной 50-200 мм и в плане 1,5x3 м с ровной, гладкой поверхностью. Она устанавливается на специальных металлических козлах в центре кузницы. В этой плите должны быть сквозные отверстия для установки штырей, болтов и других различных приспособлений для фасонной гибки профилей, сборки конструкций и других технологических операций.
Весь подкладной инструмент I группы должен иметь рукоятки из дерева или толстой проволоки. Заметим, что рукоятки подкладного инструмента забивают во всад головки и не расклинивают, чтобы вибрация и удары через рукоятку не передавались на руку кузнеца. Проволочную рукоятку закручивают вокруг головки в горячем состоянии.
Зубило кузнечное - для рубки заготовок в горячем или холодном состоянии. Головка зубила состоит из трех частей: выпуклой поверхности, по которой наносятся удары молотом; средней части с отверстием - всадом для установки рукоятки; ножа - основной части, которая прорубает металл. Для холодной рубки угол заточки составляет 60-70°, для горячей - 15-30°. Изготавливают зубило из высокоуглеродистых сталей У7, У8, легированных 6ХС или сталей 45; 50. Форма ножа зубила может быть прямой, имеющей кривизну в горизонтальной плоскости или в двух плоскостях. Зубило с прямым ножом используют для поперечной рубки и продольной. Нож зубила для поперечной рубки расположен параллельно, а нож зубила для продольной рубки - перпендикулярно к оси рукоятки.
Односторонняя заточка зубила делается в том случае, когда требуется получить изделие с прямым торцом, т.е. без уклона, если допускается уклон или нужно дать фаску, то применяется зубило с двусторонней заточкой. Зубила с радиусным ножом применяются для вырезки из листового металла различных криволинейных элементов типа цветов, листьев и т.п. Зубила с фасонным боем применяются для вырубки из изогнутых заготовок криволинейных контуров. В зависимости от размеров изделий и вырубаемых рисунков необходимо подбирать нужное по размеру зубило. Рисунок орнамента на поковку наносится зубилом с притупленной режущей кромкой. При работе зубилом под заготовку подкладывают прокладку из железного или медного листа, что предохраняет лицевую часть наковальни от повреждения, а лезвие ножа от затупления. Отрубать заготовки можно на незакаленной площадке наковальни, т.е. около конического рога. Следует помнить, что первые и последние удары по зубилу наносят слабые. Первые - чтобы зубило плавно врезалось в заготовку, а последние - чтобы отрубаемая часть не отлетела и не поранила кого-либо.
Пробойники используются для пробивки отверстий, углублений в поковках и листовых заготовках. Пробойник состоит из трех частей. Удар наносится по верхней части пробойника - головке; средняя часть пробойника с отверстием - всадом для рукоятки, рабочая часть называется бородкой. Сами бородки делаются конусными, что облегчает их выход из формы при изготовлении и позволяет получать отверстия различного диаметра или размера в зависимости от глубины пробоя в металл.
Пробойники изготавливают из стали 40, 45, У7, 6ХС с твердостью рабочей части 45-50 HRC на длине 30 мм и твердостью верхней части головки 30-40 HRC.
Для пробивки отверстий в толстых кованых изделиях применяют прошивки и специальные пуансоны, которые, в отличие от пробойников, не имеют рукояток, а удерживаются клещами. В головках молотков и кувалд отверстия имеют овальную форму, имеют двустороннюю конусность, которая образуется при пробивке отверстий с помощью овально-конических прошивней. Вначале отверстие продавливают с одной стороны заготовки, а затем переворачивают на 180° и прошивают отверстие с другой стороны. Подобным образом прошивают овальные цилиндрические отверстия в головках подкладного инструмента - пробойниках, гладилках, раскатках и др.
Из кузнечного опыта известно, что для обеспечения извлечения прошивня из пробиваемого отверстия в предварительно помеченное углубление насыпают немного мелкого угля и возникающие при прошибе газы как бы выталкивают инструмент.
Гладилки предназначены для выравнивания шероховатостей на поверхности поковки после обработки ее молотом. Гладилки имеют плоские и полукруглую рабочую поверхность различных форм и размеров. Большие плоскости выравнивают гладилкой с квадратной рабочей поверхностью размером 100х100 мм, а для небольших площадей берут гладилки размером 50x50 мм или с прямоугольной поверхностью. Гладилки с цилиндрической поверхностью применяют при выглаживании гантелей и радиусных поверхностей, подбирая соответствующий размер. Материал гладилок сталь 40, 45, 50. Твердость поверхности 40-50 HRC, а твердость верхней части головки 30-40 HRC.
Раскатки (надавки) предназначены для ускорения раздавливания металла вдоль или поперек оси, а также для выбивания цилиндрических пазов на заготовках.
Подкладной инструмент II группы (рис. 36) имеет хвостовик квадратного сечения, который вставляется в соответствующее гнездо наковальни.
Рис.36. Подкладной инструмент второй группы: 3, 4, 5- специальный инструмент; 2- конус; 6- вилка; 7- подсечка
Подсечки используют для рубки заготовок или отрубки ее частей с помощью ручников. Кузнец заготовку накладывает на нож подсечки и, ударяя по ней ручником, отрубает необходимую часть, но не до конца, чтобы не испортить лезвие подсечки. Поэтому проводят глубокую подрубку заготовки, а окончательно разделяют части заготовки на краю наковальни легким ударом ручника. Материал подсечки сталь 50 с твердостью рабочей поверхности 50-55 HRC. Лезвие затачивается под углом 60°.
Конусные оправки предназначены для расширения отверстия в поковке, раздаче колец и выполнения гибочных операций.
Вилки предназначены для гибки и завивки заготовок.
 Оправки - для ковки уклонов, гибки и кузнечной сварки звеньев цепи.
Оправки - для ковки уклонов, гибки и кузнечной сварки звеньев цепи.
Парный подкладной инструмент III группы (рис. 37).
Рис. 37. Подкладной инструмент третьей группы: а - обжимки: 1 - шестигранные; 2 - цилиндрические; 3 - квадратные; 4 - подбойка; б - гвоздильни; в - кузнечные формы
Предназначен для повышения производительности труда кузнецов и улучшения форм поковок. Инструмент состоит из нижняка (нижнего инструмента), который хвостовиком квадратного сечения вставляется в квадратное отверстие наковальни, и верхняка (верхней части инструмента), имеющего рукоятку для держания.
К этой группе относятся парные обжимки, для придания предварительно откованной заготовке правильной цилиндрической, прямоугольной или многогранной формы, и подбойки, предназначенные для расплющивания (раздачи) металла как продольного, так и поперечного. Для работы используются подбойки различных радиусов рабочей части от 8 до 30 мм. Специальные художественные работы выполняются с помощью обжимок - штампов сложных форм рельефов. Материал обжимок, подбоек и штампов стали 45, 50, У7. Твердость рабочих частей 45-50 HRC, а верхней ударяемой части - 30-40 HRC.
Гвоздильня со шляпочными молотками предназначена для высадки головок различной величины и формы гвоздей, болтов и заклепок. Сама гвоздильня представляет собой отдельную форму с рукояткой или специальную плиту с отверстиями. Для придания головке гвоздя, болта или заклепки нужной формы (сферы, призмы, шестигранника и т.д.) применяют шляпочные молотки. Гвоздильни изготовляют ковкой из сталей 45, У7, У7А и термообрабатывают на твердость 45-50 HRC.
 Захватывающие инструменты (рис. 38).
Захватывающие инструменты (рис. 38).
Рис. 38. Виды кузнечных клещей: 1 - рукоятка; 2 - зажимное кольцо (шпандырь); 3 - заклепка; 4 - губки; 5 - заготовка; 6 - продольно-цилиндрические; 7 - продольно-прямоугольные; 8 - поперечно-прямоугольные; 9 - угольные; 10 - кольцевые; 11 - для топоров; 12 - тавровые; 13 - для захвата цилиндра изнутри; 14 - прутково-поперечные
К этому классу относятся различного вида клещи. Они предназначаются для вынимания нагретых заготовок из горна и удерживания их во время ковки. Клещи состоят из двух клещевин, соединенных заклепкой; головная часть клещей с губками предназначена для захвата заготовки, задняя часть является рукояткой. По форме губок клещи делятся на продольные, поперечные, продольно-поперечные и специальные. Кузнечные клещи должны быть по возможности легкими с пружинящими рукоятками, а для надежности во время работы рукоятки клещей стягиваются специальным кольцом - шпандырем. Длина кузнечных клещей составляет 300-1500 мм, материал - сталь 15, 20, 25. Заготовка должна быть плотно захваченной клещами. Но если этого не происходит, необходимо подогнать губки по форме. Для этого губки клещей нагревают в горне, зажав ими заготовку, и обжимают их ударами ручника или молота. Клещи, хорошо подогнанные, значительно повышают производительность труда и снижают травматизм.
Зажимные инструменты (рис. 39) предназначены для зажима нагретых и холодных заготовок перед гибкой, осадкой, высадкой и другими операциями.
Рис. 39. Стуловые тиски: 1 - неподвижная губка; 2 - крепежная планка; 3 - нижний стержень; 4 - шарнир; 5 - рукоятка; 6 - пружина; 7 - подвижная губка.
 Это - различные струбцины, стуловые тиски. Крепятся тиски мощными шурупами, болтами или заклепками к основной опоре слесарного верстака или на отдельном стуле - пне, надежно закрепленном к полу. Верхний уровень губок находится на высоте 900-100 мм от пола. Для увеличения жесткости крепления нижний стержень крепится к стулу или стойке. Губки стуловых тисков отливаются из сталей 35Л, 45Л или отковываются из сталей 20, 25.
Это - различные струбцины, стуловые тиски. Крепятся тиски мощными шурупами, болтами или заклепками к основной опоре слесарного верстака или на отдельном стуле - пне, надежно закрепленном к полу. Верхний уровень губок находится на высоте 900-100 мм от пола. Для увеличения жесткости крепления нижний стержень крепится к стулу или стойке. Губки стуловых тисков отливаются из сталей 35Л, 45Л или отковываются из сталей 20, 25.
Контрольно-измерительные инструменты (рис. 40) необходимы для измерения заготовок и поковок как в процессе ковки, так и после окончания обработки и охлаждения.
Рис.40.Контрольно-измерительные инструменты: I-  штангенциркуль: 1, 2 - малые губки для измерения внутренних размеров; 3 - стопорный винт; 4 - подвижная рамка; 5 - глубиномер; 6 - нониусная шкала; 7- подвижная губка; 8 - неподвижная губка; II - циркули: 9, 10- нутромеры; 11 - кронциркули
штангенциркуль: 1, 2 - малые губки для измерения внутренних размеров; 3 - стопорный винт; 4 - подвижная рамка; 5 - глубиномер; 6 - нониусная шкала; 7- подвижная губка; 8 - неподвижная губка; II - циркули: 9, 10- нутромеры; 11 - кронциркули
Универсальный мерительный инструмент - стальная линейка для измерения линейных размеров. Применяются различные линейки 250, 500, 1000 мм; стальной металлический метр применяется для тех же целей, что и линейка, но для компактности он состоит из отдельных звеньев, соединенных шарнирно. Точность измерения такой линейкой и метром составляет 0,5 мм.
Штангенциркуль предназначен для линейных замеров, как наружных, так и внутренних, и измерения диаметров заготовок и поковок с помощью малых губок и использования глубиномера 5. Точность измерения штангенциркулем составляет 0,1 мм. Десятые доли миллиметра определяются с помощью шкалы нониуса 6.
Угломеры и угольники предназначены для измерения угловых размеров. Широко используются в кузнечном деле угольники с постоянными углами 30, 60, 90°.
Кронциркули и нутромеры служат для измерения наружного и внутреннего расстояния.
Двурогая наковальня.
 Современные наковальни изготовляют из стали 45Л методом литья. Наиболее удобна и универсальна в работе двурогая наковальня (рис. 32).
Современные наковальни изготовляют из стали 45Л методом литья. Наиболее удобна и универсальна в работе двурогая наковальня (рис. 32).
Рис. 32. Наковальня двурогая: 1- лицо наковальни; 2- квадратное отверстие; 3- хвост; 4- скобы; 5-подставка; 6 - лапы; 7 - конический рог; 8 - незакаленная площадка; 9 - круглые отверстия
Верхняя горизонтальная плоскость 1 называется лицом, или наличником, на ней выполняются все основные кузнечные работы. Поверхность лица термообрабатывается до твердости 45-50 HRC и шлифуется. Боковые грани наковальни должны образовывать с лицевой поверхностью угол 90°, а ребро должно быть довольно острым и не иметь сколов и заминов. На ребре проводят гибку изделий, раздачу материала, а также другие вспомогательные операции.
Конический рог 7 предназначен для гибки полос и прутков, а также раскатки и сварки кольцевых заготовок. В некоторых типах наковален имеется промежуточная прямоугольная площадка 8 между рогом и лицом, которая не закалена и предназначена для рубки на ней заготовок.
С противоположной стороны от рога расположен хвост 3, представляющий собой консольную прямоугольную пирамиду, он предназначен для гибки и правки замкнутых прямоугольных заготовок. В хвосте имеется квадратное отверстие 2 размером 35x35 мм, которое используется для установки подкладного инструмента (нижняков) и других приспособлений. Около конического рога располагается круглое отверстие Д15 мм. В некоторых типах наковален делаются два круглых отверстия разных диаметров. Снизу у наковальни имеются лапы 6, за которые она крепится специальными скобами 4 к чурбану - стулу 5 или металлический подставке. В качестве стула обычно используют массивный деревянный чурбан или пень от дуба, клена или березы диаметром 500-600 мм. Можно набирать стул и из отдельных частей, стягивая их железными обручами. Когда нет возможности подобрать необходимый чурбан, то можно использовать металлическую или деревянную бочку, внутрь которой набивают песок, глину, землю, хорошо утрамбовывают, а сверху кладут деревянную прокладку и на нее устанавливают наковальню.
Большое внимание следует уделить установке стула, он должен стоять вертикально и не вибрировать во время работы. Стул закапывают на глубину не менее 0,5 м, а землю вокруг него хорошо утрамбовывают. Верхний торец стула можно закрыть кровельным железом, что предохранит его от обгорания при попадании окалины или горячих обрубков заготовки. Высота стула зависит от роста кузнеца и составляет 600-700 мм от уровня пола, а точнее - должна доходить до кончиков слегка согнутых пальцев стоящего кузнеца.
При легком ударе по хорошей наковальне раздается высокий, чистый звук, а молоток при ударе отскакивает от нее со звоном.
Наковальни-шпераки.
Для мелких работ кузнецы применяют наковальни небольших размеров и массы или специальные наковальни-шпераки (рис. 33), которые устанавливают четырехгранным хвостовиком в квадратное отверстие основной наковальни. Некоторые шпераки имеют удлиненную вертикальную стойку и вбиваются заостренным концом в деревянный чурбан или землю. Изготовляют шпераки  методом ковки из углеродистой стали 45-50 с последующей закалкой рабочей поверхности до твердости 40-47 HRC.
методом ковки из углеродистой стали 45-50 с последующей закалкой рабочей поверхности до твердости 40-47 HRC.
Рис. 33. Шпераки: 1 - вставляемый в наковальню (низкий); 2 - вставляемые в землю (высокий)
Ударный инструмент.
 К ударным инструментам относятся молотки: ручники, боевые молоты и кувалды. Ручник - основной инструмент кузнеца, с помощью его он кует небольшие изделия. Кузнеца, работающего без помощников, называли "одноруким", кующим в одну руку. Ручники имеют массу 0,5-2 кг, но бывают и до 4-5 кг (рис. 34).
К ударным инструментам относятся молотки: ручники, боевые молоты и кувалды. Ручник - основной инструмент кузнеца, с помощью его он кует небольшие изделия. Кузнеца, работающего без помощников, называли "одноруким", кующим в одну руку. Ручники имеют массу 0,5-2 кг, но бывают и до 4-5 кг (рис. 34).
Рис. 34. Ручники и молоты: 1 - ручник с продольным задком; 2 - ручник с поперечным задком; 3 - ручник с шаровидным задком; 4 - молот с односторонним клиновидным задком; 5 - молот с поперечным двусторонним задком; 6 - молот с продольным двусторонним задком; 7 - кувалда; 8 - клин заершенный
Для управления процессом ковки при работе с молотобойцами кузнецы применяли ручники с легкой головкой, шарообразной формой задка. Для ковки изделий кузнецы применяют ручники с тяжелой головкой с клиновидным продольным и поперечным задком. Эта форма довольно универсальна, так как кроме работы бойком кузнецы работают и задком - разгоняя металл. Головки ручников выковывают из углеродистых и легированных сталей (стали 45, 50, 40Х), бой и задок термически обрабатывают до твердости 48-52 HRC. Рукоятки делают из тонкослойных пород дерева: граба, кизила, клена, березы, ясеня, рябины длиной 350-600 мм. Рукоятка должна быть без трещин и заусенцев, удобно лежать в руке.
Боевые молотки - тяжелые двуручные молоты массой 10-12 кг. Головки боевых молотков бывают трех типов: с односторонним задком, с двусторонним продольным и поперечным задком. Бой молотка предназначен для основной ковки, а верхний клиновидный задок для разгона металла вдоль и поперек заготовки. Головка молота куется из стали 45, 50, 40Х, У7, твердость боя и задка 48-52 HRC на глубину 20-30 мм. Рукоятка молота изготовляется из тех же пород дерева, что и ручника, длина рукоятки подбирается в зависимости от роста молотобойца и массы головки молота и равна 70-95 см.
Работа кузнеца с молотобойцами (одним или двумя) проводится при ковке крупных изделий и называют кузнеца "двуруким" или "трехруким".
Кувалда - тяжелый молот до 16 кг с плоскими бойками применяется при тяжелых кузнечных работах, где требуется большая ударная сила. Ударные инструменты должны быть максимально надежны. Особое внимание уделяется креплению рукоятки с головкой. Отверстие в головке молота - всад, куда вставляется рукоятка, должны быть эллипсовидной формы и иметь уклон от середины к боковым граням 1:10. Это обеспечивает надежное ее крепление после забивки клина и облегчает насаживание головки на рукоятку. Практика показала, что самые надежные - металлические "заершенные" клинья, которые входят на глубину, равную 2/3 ширины головки молота; забивать клин следует наклонно к вертикальной оси. Это позволяет распирать древесину в двух плоскостях.
Удары боевыми молотами подразделяются на три вида: локтевые или легкие, плечевые или средние, навесные - сильные, когда молот описывает в воздухе полный круг. Такими сильными навесными ударами молотобойцы работают при ковке большой массы металла и ку