


Грузовые вагоны нового поколения
Эффективность, функционирование и конкурентоспособность российских железных дорог в решающей мере зависит от безопасности движения подвижного состава, скорости доставки грузов и уровня эксплуатационных расходов на тягу поездов. В современных условиях, когда от подвижного состава требуется низкая начальная стоимость, значительное повышение межремонтного пробега и высокая ремонтопригодность, создание системы рессорного подвешивания, обеспечивающей высокие динамические качества железнодорожного экипажа, является главной проблемой для разработчиков транспортных железнодорожных средств.
Разработка и принятие типажа грузовых вагонов - ответственный и важный этап в решении задач перспективного развития не только железнодорожного транспорта, но и всего народного хозяйства. Программа обновления парка грузовых вагонов должна быть тесно связана с общими задачами железнодорожного транспорта. При рыночных отношениях повышается заинтересованность в увеличении объема перевозок, высокое качество транспортного обслуживания становится условием экономического благополучия и нормального технического развития железных дорог.
Разработке технических требований и конструкции каждого конкретного типа вагона нового поколения предшествует проведение технико-экономического обоснования в соответствии с действующей в МПС Росси методикой.
Концепции проведения научно-технической политики в области создания грузовых вагонов нового поколения предполагает разработку на основе альтернативных подходов с проведением анализа различных вариантов решений, т. е. создание конкурентной среды не только при производстве вагонов, но и на стадии проектных и даже предпроектных работ.
Применение в вагонах нового поколения более надежных узлов и деталей позволит прежде всего повысить безопасность движения, а также полностью пересмотреть регламентные работы при техническом обслуживании и плановых ремонтах.
1. Актуальность проблемы
В данный момент тема грузовые вагоны очень актуальна, так как при рыночных отношениях повышается заинтересованность в увеличении объема перевозок, высокое качество транспортного обслуживания становиться условием экономического благополучия и нормального технического развития железных дорог.
Разработка вагонов нового поколения предусматривает их потребительские свойства и технико-экономические параметры. Используются следующие критерии оценки качества конструкции вагона:
• уровень безопасности и экологической нагрузки на окружающую среду от единицы подвижного состава;
• потребительские показатели;
• стоимость жизненного цикла;
• коэффициент эксплуатационной готовности.
К кузовам вагонов нового поколения предъявляется прежде всего требование повысить прочность и коррозионную стойкость листового проката и профилей за счет применения новых марок сталей. Это позволит снизить массу тары вагона и соответственно увеличить массу перевозимого груза, а также уменьшить расходы на ремонт кузова в эксплуатации и при плановых видах ремонт.
В последние годы произошли радикальные изменения в конструкции грузовых вагонов. Прежде всего это переход на буксы с подшипниками качения, цельнометаллические кузова, более энергоемкие поглощающие аппараты автосцепного устройства, усовершенствованные автотормозные устройства - воздухораспределители, авторежимы, автоматические регуляторы тормозной рычажной передачи. Внедрены и продолжают внедряться средства автоматического контроля и диагностирования технического состояния вагонов на ходу поезда - ПОНАБ, ДИСК, ДИСК2, САКМА, УКС ПС и другие. Началось внедрение аппаратуры диагностирования упряжного устройства (АДУ), разработаны приборы для комплексной оценки технического состояния ходовых частей вагонов по углу набегания колеса на рельс и непараллельности осей колесных пар тележки (УНКР).
При ремонте вагонов применяются средства дефектоскопии деталей колесных пар, тележек, автосцепки, элементов тормозной рычажной передачи. Для контроля технического состояния буксовых подшипников используются диагностические стенды УДП. Проводятся работы по упрочнению литых деталей тележки и созданию современных средств диагностирования литых деталей методом акустической эмиссии. Развиваются информационно-управляющие системы АСУ ПТО, АСУ ТОВ. Действует система ДИСПАРК, которая позволяет получить в реальном масштабе времени необходимые данные о конкретном вагоне. Создаются реальные предпосылки для перехода от плановой системы ремонта по сроку службы к ремонту по выполненной работе и фактическому состоянию вагона.
Все это является прочной основой для коренного преобразования системы технического обслуживания вагонов.
2. Типаж и технические требования к грузовым вагонам нового поколения
Программа обновления парка грузовых вагонов должна быть тесно увязана с общими задачами железнодорожного транспорта в условиях перехода России к рыночной системе экономики. При рыночных отношениях повышается заинтересованность в увеличении объема перевозок, высокое качество транспортного обслуживания становится условием экономического благополучия и нормального технического развития железных дорог, изменяются источники капиталовложений, новый подвижной состав приобретается также за счет средств собственников и операторских компаний.
Типаж вагонов нового поколения развивается и уточняется на основе проводимых ВНИИЖТом и Гипротранстэи технико-экономических исследований с учетом анализа структуры и динамики перевозок грузов со специфическими свойствами существующих и перспективных методов выполнения погрузочно-разгрузочных, поездных и маневровых работ.
Типаж парка вагонов должен соответствовать структуре грузопотока. Под погрузку следует подавать универсальные или специализированные вагоны, в наибольшей степени соответствующие свойствам грузов, обеспечивающие их сохранность, механизированную погрузку и выгрузку с минимальным расходом материалов на крепление, не угрожающие окружающей среде. Парк специализированных вагонов по численности и типажу нужно расширить до технико-экономически обоснованных размеров. На конечной стадии реформирования железнодорожного транспорта примерно половина вагонного парка должна принадлежать владельцам грузов или транспортно-экспедиционным предприятиям.
В условиях перехода экономики России к рынку необходимость дальнейшего расширения типажа и увеличения выпуска специализированного грузового подвижного состава становится очевидной. За последние 20-30 лет отечественная вагоностроительная промышленность накопила значительный опыт разработки и внедрения таких специализированных вагонов, как хопперы для перевозки сыпучих грузов, цистерны для различных кислот, газов и химических продуктов, платформы для большегрузных контейнеров международного габарита, вагоны для перевозки легковых автомобилей, муки, полимеров в гранулах, металлопроката, бумаги в рулонах, скота, полувагоны с «глухим» кузовом. Практически все эти вагоны могут строиться на российских заводах.
Разработка типажа вагонов нового поколения предусматривает улучшение их потребительских свойств и технико-экономических параметров. При этом учитываются следующие критерии, обеспечивающие повышение эффективности вагонов:
• соответствие всем действующим нормативным документам заказчика и прогнозам развития экономики в течение назначенного срока службы; удобство пользования, обеспечение сохранности грузов, возможности механизации погрузки и выгрузки;
• статистически значимое (не менее 5%) улучшение показателей производительности (грузоподъемности) в сравнении с лучшими из имеющихся в эксплуатации прототипов;
• применение тележек улучшенной конструкции с усовершенствованными системами рессорного подвешивания и автоматических тормозов, безремонтных конструкций естественных пар трения в течение пробега до капитального ремонта, статистически значимое снижение динамических нагрузок в несущих узлах вагонов и в элементах верхнего строения пути;
• снижение удельной материалоемкости на единицу грузоподъемности, объема кузова и площади пола;
• экологическая безопасность, возможность утилизации после окончания назначенного срока службы, предотвращение потерь груза через неплотности кузовов и из-за выветривания с открытой поверхности;
• повышение производительности труда на 25%.
Концепция проведения научно-технической политики в области создания грузовых вагонов нового поколения предполагает разработку на основе альтернативных подходов с проведением анализа различных вариантов решений, т.е. создание конкурентной среды не только при производстве вагонов, но и на стадии проектных и даже предпроектных работ. Качество новых конструкций оценивается на этапах разработки заводом технического задания на вагон и на этапах выполнения эскизных проектов. При этом используются следующие критерии оценки качества конструкции вагона: уровень безопасности и экологической нагрузки на окружающую среду от единицы подвижного состава, потребительские показатели, стоимость жизненного цикла и коэффициент эксплуатационной готовности.
Конструкция вагонов совершенствуется в процессе промышленного производства, и периодически, обычно через 5-10 лет, изменяются номера моделей в рамках существующего типажа. Поставляемые в настоящее время в ограниченном количестве вагоны морально устарели, с точки зрения производительности и надежности.
Сформулированы основные направления повышения технического уровня грузовых вагонов. Предстоит решить следующие технические задачи:
• увеличение срока службы основных деталей и узлов вагонов в 1,5-2 раза;
• обеспечение межремонтных сроков службы трущихся деталей и узлов подшипников с 400-500 тыс. км до 1 млн. км;
• сокращение частоты поступления вагонов в текущий внеплановый ремонт с 3,5 до 0,3 раза в год.
К кузовам вагонов нового поколения предъявляется прежде всего требование повысить прочность и коррозионную стойкость листового проката и профилей за счет применения новых марок сталей. Это позволит снизить массу тары вагона и соответственно увеличить массу перевозимого груза, а также уменьшить расходы на ремонт кузова в эксплуатации и при плановых видах ремонта.
Важное значение, с точки зрения устойчивости вагонов к сходу, имеет требование понизить их центр тяжести. Из четырех представленных опытных образцов в наибольшей мере это требование реализовано в конструкциях вагонов для перевозки минеральных удобрений и угля с боковой выгрузкой, изготовленных Брянским машиностроительным заводом.
При создании тележек для вагонов с повышенными нагрузками необходимо обеспечить следующее важнейшее условие. По уровню динамического горизонтального и вертикального воздействия на путевую структуру вагоны нового поколения не должны превосходить значений, установленных для существующего парка. Это требование реализуется в пружинном комплекте тележки за счет статического и динамического прогиба, а главное в правильном выборе фрикционного узла гашения вертикальных и горизонтальных колебаний.
В России литые детали грузовых вагонов выпускают два предприятия - Уралвагонзавод и Бежицкий сталелитейный завод. Оба они построены в 30-х годах по одному проекту, и за истекшие десятилетия оборудование для литья и его технология не претерпели никаких изменений. Устаревшая технология на этих заводах не могла не сказаться на качестве выпускаемой продукции. Ежегодно десятки тысяч надрессорных балок, боковых рам бракуются по трещинам и изломам. По этой причине имеют место случаи аварий и крушений. Линейные размеры литых деталей, допуски на эти размеры во много раз ослаблены, прежде всего в сравнении с американскими стандартами. Отсутствие точного литья отрицательно сказывается на кинематике движения тележки в целом.
Технические требования к литым деталям тележек нового поколения содержат более жесткие показатели химического состава и прочности благодаря переходу на новую марку стали. Введено требование о заварке дефектов литья только до термообработки. Но даже эти требования разработаны применительно к технологическому процессу, принятому на упомянутых заводах, в связи с чем ожидать существенного улучшения качества отливок нельзя. Другими словами, при существующем способе получения отливок невозможно добиться служебных характеристик литых деталей, которые должны быть предъявлены к тележкам вагонов нового поколения. Для обеспечения уровня перспективных требований к качеству надрессорных балок и боковых рам (срок службы 45 лет, гарантийный срок 8 лет и др.) необходимо техническое перевооружение заводов-изготовителей с переводом сталелитейных цехов на современную технологию получения отливок.
При разработке требований к конструкции перспективной колесной пары были использованы результаты научно-исследовательских работ, выполненные различными отечественными организациями, а также зарубежный опыт применения цельнокатаных колес, кассетных конических подшипников на прессовой посадке с общим наружным кольцом и встроенными уплотнителями. Зоны переходов от ступицы колеса к диску и от диска к ободу выполняются без перегибов для максимального снижения концентраторов напряжений. При этом диск упрочняется наклепом дробью, толщина обода обеспечивает возможность многократного восстановления профиля поверхности катания.
Материал колес обеспечивает твердость после термообработки, повышенную до 350-380 НВ, что позволяет увеличить в 1,5-2 раза износостойкость гребня колеса и в 1,5-2 раза снизить выщербинообразование. При обточке колесной пары во всех видах ремонта не требуется демонтировать элементы торцового крепления и буксового узла, центр колесотокарного станка проходит через специальное отверстие в передней крышке узла в торец оси.
Для грузовых вагонов нового поколения (в соответствии с исходными требованиями) разработано автосцепное устройство полужесткого типа с новым механизмом сцепления, исключающим саморасцепы поездов. Контроль исправного состояния автосцепок в эксплуатации предусмотрено производить теми же методами и инструментами, которые применяются для контроля автосцепки СА-3. В целях предотвращения падения автосцепки на путь применен расцепной рычаг с двумя цепочками. В качестве базового варианта автосоединителя тормозных магистралей принята конструкция с боковым воздухопроводом по совместному проекту УВЗ-ВНИИЖТ.
Разрабатываемая автосцепка позволит обеспечить сцепление вагонов с разностью между продольными осями автосцепок до 140 мм перед сцеплением, исключить падение автосцепки на путь при обрыве, автоматически соединять тормозные рукава при сцеплении вагонов. Безремонтный срок службы будет увеличен благодаря применению износостойких покрытий в контуре зацепления и на хвостовике автосцепки.
Анализ условий эксплуатации грузовых вагонов показал значительные различия требований к поглощающим аппаратам автосцепного устройства, предъявляемых в зависимости от рода перевозимых грузов.
Возможность широкого применения недорогих аппаратов для поездных условий эксплуатации обусловлена маршрутизацией перевозок с применением поездов постоянного формирования. Для грузов особо высокой стоимости и чувствительных к динамическим нагрузкам целесообразно обеспечить более надежную защиту вагона от действия продольных сил и ускорений. Однако это возможно только при условии узкой специализации такого подвижного состава, введения специального тарифа и организации транспортных структур, которые будут арендаторами или собственниками вагонов. Выбор поглощающего аппарата для вагонов, предназначенных для перевозки опасных грузов, должен производиться с учетом их воздействия на окружающую среду.
По техническим требованиям ВНИИЖТа фирма КАМАКС (Польша), ОАО «Авиагрегат» (г.Самара), ГУП «ПО Уралвагонзавод», ОАО «БМЗ» (г. Брянск) на альтернативной основе разработали и после комплекса испытаний приступили к производству эластомерных поглощающих аппаратов повышенной энергоемкости. Взамен клепаных упоров автосцепного устройства разработана и испытана приварная конструкция.
На вагонах с нагрузкой на ось 25 тс предполагается установить тормозное оборудование в традиционном исполнении - с односторонним нажатием композиционных колодок на колесо или с двумя тормозными цилиндрами, воздействующими на каждую тележку. При нагрузке на ось 30 тс предусматривается колодочный тормоз с двусторонним нажатием колодок на колесо. Для обеспечения отвода колодок при отпущенном тормозе тележки оборудуются новыми устройствами торсионного типа. Крепление тормозных башмаков на триангеле будет осуществляться без применения резьбовых соединений, что существенно снизит затраты на их техническое обслуживание и ремонт. В шарнирных соединениях намечено применить износостойкие втулки, что повысит надежность работы этих узлов и упростит их ремонт.
Основа для разработок новых грузовых вагонов нового поколения - принцип модульной компоновки с рациональной унификацией базовых узлов и систем.
Использование унифицированных базовых модулей позволит удешевить стоимость производства вагонов, а также снизить эксплуатационные затраты на их ремонт и техническое обслуживание. Наличие унифицированных деталей позволит создать в различных регионах России сервисные центры, в которых будет выполняться восстановительный ремонт деталей и узлов вагона, таких как кассетные роликовые подшипники, автосцепка, поглощающие аппараты и др.
Проблема полного и своевременного обеспечения перевозок грузовыми вагонами нового поколения выдвигается сегодня в число наиболее злободневных и первоочередных.
Концепция трехэлементных тележек с дополнительными межосевыми связями была разработана Г.Шеффелем. Идея таких тележек заключается в том, что амортизацию колебаний кузова осуществляет стандартное центральное подвешивание с плоскими фрикционными клиньями. Необходимое повышение жесткости между колесными парами в плане обеспечивается отдельными устройствами - межосевыми связями, которые могут иметь различную конструкцию. Чтобы разделить функции направления колесных пар между межосевыми связями и рамой тележки, боковины устанавливаются на адаптеры колесных пар через горизонтально-упругие очень мягкие в плане неметаллические амортизаторы.
Примером тележки с дополнительными (прямыми) межосевыми связями является модернизация модели 18-100, разработанная Г. Шеффелем совместно с НВЦ «Вагоны». Результаты моделирования движения грузовых вагонов на тележках, оборудованных дополнительными межосевыми связями, показывают, что выбором соответствующих параметров критическая скорость может быть поднята до 140 км/ч и выше. При этом будет обеспечиваться близкая к радиальной установка колесных пар в кривых.
Эксплуатация подвижного состава с осевой нагрузкой 30 т требует от тележки значительного уменьшения коэффициента вертикальной динамики в подвешивании. Для этого базовый вариант тележки может дополнительно оборудоваться скользунами типа подпружиненный ролик, гидравлическими гасителями колебаний, установленными внутри пружин подвешивания.
С учетом накопленного опыта для создания современных трехэлементных тележек грузовых вагонов можно рекомендовать:
• использовать в конструкции горизонтально-упругое буксовое подвешивание с тщательно подобранными величинами жесткости;
• жесткость тележки в плане обеспечивать за счет пространственной клиновой системы и дополнительных межосевых связей;
• разработать типоразмерный ряд боковых скользунов типа подпружиненный ролик для постановки под различные типы вагонов;
• под вагонами с увеличенным моментом инерции вокруг продольной оси использовать устройства, повышающие демпфирование в порожнем режиме;
• для снижения износов поверхности катания внедрять износостойкие профили.
3. Российским вагонам тележку нового типа
Проблемы безопасности движения и эффективности работы подвижного состава, железных дорог во многом зависят не только от величины общей статической нагрузки на тележки, но и от рационального способа ее распределения относительно линий катания колес на несущие ходовые части. Этот малоизученный фактор открывает новые возможности для решения перечисленных проблем.
С точки зрения механики деформируемого твердого тела именно способ передачи статической нагрузки на особо ответственные элементы относительно линий катания колес диктует принципиальную конструктивную схему будущей тележки железнодорожного экипажа, определяет уровень амплитудно-частотных параметров и безопасности движения, динамическое качество и характер взаимодействия пути и подвижного состава. Возможен симметричный способ - совмещение в одной плоскости центров приложения равнодействующих сил опирания надрессорной балки на боковые рамы и средних линий катания колес и несимметричный - несовмещение в одной плоскости центров и средних линий катания колес.
До определенного уровня общей статической нагрузки на тележки и скорости движения оба способа конкурентоспособны с позиции надежности и безопасности движения. Поскольку несимметричный способ проще в реализации, чем симметричный, он и был выбран как рациональный для требований сравнительно малых скоростей и нагрузок. Доминирует он и сейчас как наиболее изученный.
При превышении определенного уровня скорости и нагрузок влияние каждого способа на надежность и безопасность тележки различно. Традиционный несимметричный способ создает условия к повышению вредной дополнительной динамики, снижению надежности и безопасности движения, становится менее перспективным. Симметричный способ (используя такие индивидуальные особенности, как сохранение круга катания колеса в вертикальной плоскости, более жесткую плоско-пространственную систему боковые рамы - колесные пары с дополнительными связями) создает условия для устранения вредной дополнительной динамики, износов и повышения динамического качества и безопасности движения. Он становится более перспективным для современных условий повышения нагрузок и скорости.
С указанными способами связаны две концепции создания тележек. Первая концепция базируется на продолжении многолетних модернизаций серийной тележки при сохранении несимметричного способа распределения статической нагрузки на ходовые части. Наиболее распространенный вариант такой тележки имеет наружное по отношению к колесам размещение двух буксовых узлов на одной оси. В России это серийная тележка 18-100, в США тележка Barber. Менее распространен второй вариант тележки, имеющей внутренние по отношению к колесам два буксовых узла на одной оси. Например, тележка TF25 компании Power Duffryn, используемая в настоящее время в некоторых европейских странах для большегрузных вагонов.
Несимметричное относительно колеса распределение статической нагрузки приводит к заметному изгибу оси с поворотом колес в плоскости изгиба, что с увеличением скорости и нагрузок порождает значительный динамический фон (повышенные амплитуды циклических напряжений, уровень раскачивания подвижного состава при резонансных скоростях движения, износов, поперечных микросдвигов в пятне контакта колесо-рельс, расстройства рельсового пути) всей системы «колесо-рельс». Устранить данное свойство какими-либо модернизациями отдельных узлов ходовых частей практически невозможно.
Динамический фон негативно сказывается на взаимодействии тележки и кузова вагона, тележки и рельсового пути, боковой рамы и колесной пары, надрессорной балки и пружин, клиньев. Возникающая при этом высокая чувствительность к незначительным отклонениям в содержании пути и подвижного состава свидетельствует о неустойчивости системы. Кроме того, конструктивная схема указанных вариантов тележек не удовлетворяет главному принципу работы железнодорожных экипажей - эксплуатационной живучести и безопасности. Единичный отказ особо ответственного элемента тележки, например излом шейки оси колесной пары, неотвратимо приводит к тяжелым последствиям.
В соответствии с данной концепцией за 40 лет было предпринято более 15 модернизаций двухосной традиционной тележки.
Иллюзия малозатратности данной концепции модернизаций тележки 18-100 продолжает привлекать специалистов.
Ошибочность продолжения модернизаций серийной тележки кроется в недооценке возрастающего влияния негативных факторов несимметричного способа распределения статической нагрузки на ходовые части при одновременном выполнении главных условий - повышения нагрузок на ось и скорости, а также сохранения существующих конструкций верхнего строения пути.
Вторая концепция основывается на создании тележки принципиально новой схемы. Конструктивно - силовой особенностью ее является симметричный способ распределения статической нагрузки. На ось колесной пары нагрузка передается через четыре буксовых узла (каждый из которых может содержать по подшипнику), размещенных в четырех сечениях одной оси. Один из вариантов двухосной тележки с передачей нагрузки на четыре буксовых узла одной оси симметрично относительно колеса, пригодный для скоростного экипажа, предложен в Германии. Предварительные результаты исследований показывают определенные преимущества такой схемы в сравнении с традиционной.
Другое конструктивное решение тележки с симметричной передачей нагрузки от боковых рам на четыре буксовых узла одной оси, пригодное как для большегрузного, так и для скоростного экипажа, предложено Петербургским государственным университетом путей сообщения (патенты ПГУПСа). С учетом конструктивной схемы такой тележки (см. рисунок) изгиб оси резко уменьшается (наибольший прогиб уменьшается более чем на порядок, поворот колеса в плоскости изгиба исключается полностью), что обеспечивает устранение вредного динамического фона и причины целого спектра дополнительных динамических эффектов. Это, в свою очередь, создает условия для малой чувствительности системы «колесо-рельс» к незначительным отклонениям в содержании пути и подвижного состава, для значительного увеличения ресурса ходовых частей и уменьшения эксплуатационных расходов.
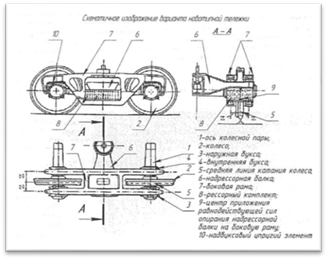
Рисунок 2 – Схематическое изображение варианта новотипной тележки
Учитывая тенденцию увеличения скорости, нагрузок и то, что высокие требования к квалификации и опыту работников службы дефектоскопии могут оказаться не выполненными, вопрос повышения эксплуатационной живучести и безопасности железнодорожного экипажа становится весьма актуальным, а запатентованное конструктивное решение новой российской тележки перспективным. Подтвердить или опровергнуть ее преимущества можно только на основании результатов экспериментально-теоретических исследований, но из-за отсутствия финансирования такие исследования пока не проводились.
Предварительные оценки новой конструктивной схемы тележки позволяют ожидать повышения в 4-5 раз ресурса оси колесной пары при одновременно возможном уменьшении веса каждой оси до 100 кгс, устранения причин ослаблений посадки колеса и буксовых подшипников по фреттинг-коррозии и повреждений торцовых креплений буксовых узлов, повышения в 2-3 раза ресурса элементов колеса, в 3-4 раза элементов буксового узла, боковых рам, надрессорной балки, увеличения устойчивости против схода колеса с рельсов, повышения эксплуатационной живучести и безопасности экипажа, значительного уменьшения воздействия на путь, приобретения свойства повышенной связанности тележки в плане, создания на базе тележки нового типа российской альтернативы тележке с раздвижными колесными парами и конкурентоспособного по мировым стандартам тяжелогрузного и скоростного подвижного состава.
Можно с достаточным основанием утверждать, что те преимущества простой и удобной конструктивной схемы, которые соответствуют применяемому стандартному несимметричному способу статического нагружения ходовых частей серийной тележки, полностью утрачиваются с повышением скорости и нагрузки на ось. Такая тележка приобретает устойчивое свойство повышенного динамического воздействия на путь и подвижной состав. Концепция продолжения модернизации тележки старого типа в условиях повышения нагрузок и скорости становится неэффективной для протяженных российских железных дорог, поскольку чревата в дальнейшем огромными эксплуатационными расходами на содержание пути и снижением безопасности движения поездов. Назрела необходимость параллельно с поддержанием работоспособности традиционной тележки приступить к исследованиям тележки с симметричным распределением статической нагрузки.
4. Организация серийного производства тележек 18-78 для новых вагонов
Учитывая тенденции мирового вагоностоения в направлении повышения надежности и межремонтных пробегов, Департаментом вагонного хозяйства ОАО «РЖД», ВНИИЖТом и ФГУП ПО «Уралва-гонзавод» были проведены работы по созданию тележки новой конструкции. При этом поставлена задача максимально сохранить положительные качества тележки 18-100. С 2004 г. Уралвагонзавод начал производство тележки 18-578 с осевой нагрузкой 23,5 тс. Ее конструкция рассчитана на повышение межремонтных пробегов грузовых вагонов до 500 тыс. км и увеличение гарантийного срока эксплуатации до 4 лет.
Несущие элементы тележки (боковые рамы и надрессорная балка), изготовленные литьем из низколегированной стали марки 20 ГЛ, имеют повышенный до 1,8 коэффициент запаса усталостной прочности, что достигнуто не только повышением качества литья. Например, в боковой раме изменена конфигурация в зонах, наиболее подверженных развитию дефектов: в концевой части, зоне проема центрального подвешивании и крепления кронштейнов тормозного оборудования.
Для повышения износостойкости трущихся рабочих поверхностей между клином и боковой рамой установлена составная фрикционная планка из стали 30ХГСА, а в буксовом узле - съемные накладки с креплением в технологическое отверстие. В подпятнике устанавливается съемная износостойкая чаша из стали ЗОХГСА с использованием смазки из композиционного твердосмазочного материала (КТСМ).
Центральное рессорное подвешивание тележки состоит из комплекта пружин и фрикционных клиновых гасителей колебаний, однако оба эти элемента имеют качественные отличия от тележки 18-100. Комплект пружин имеет линейную вертикальную силовую характеристику, обеспечивающую увеличенный до 68 мм прогиб под массой груженого вагона. Минимальный прогиб под массой порожнего вагона составляет 13 мм, что улучшает показатели вертикальной динамики и безопасности движения. Фрикционные клинья выполнены из высокопрочного термоупрочненного чугуна ВЧ-120.
Для защиты от износа наклонной поверхности надрессорной балки на клине установлена сменная износостойкая полимерная накладка. Упругая связь клиньев с надрессорной балкой обеспечивает исключение контакта «металл по металлу» и в сочетании с оптимально выбранной жесткостью пружинного комплекта стабилизирует работу гасителей колебаний, на 15-20% улучшаются показатели вертикальной и горизонтальной динамики вагона, существенно снижается воздействие на путь.
На надрессорной балке предусмотрена установка упруго-катковых скользунов постоянного контакта. Наличие постоянной силы прижатия фрикционных поверхностей скользунов увеличивает момент трения на поворот тележки под вагоном, демпфирует виляние, а работа упругих элементов в вертикальном направлении амортизирует перевалку кузова на подпятнике. Таким образом, упруго-катковые скользуны снижают не только боковые силы, действующие на рельсы, но и нагрузки на подпятник.
Боковая рама тележки опирается на колесные пары через корпус буксы, внутри которого установлены цилиндрические подшипники шестого класса точности. На части тележек установлены двухрядные конические подшипники кассетного типа, обладающие существенным преимуществом перед роликовыми цилиндрическими подшипниками по возможности противостояния значительным нагрузкам, прежде всего осевым, плавности хода, долговечности и возможностям организации централизованной системы технического обслуживания.
Колесные пары сформированы из колес повышенной твердости с твердостью на глубине 30 мм от поверхности катания 320 - 360 НВ и дробенаклепанными дисками, что гарантирует от изломов дисков колес и увеличивает срок их службы не менее чем в 2 раза.
Тормозная рычажная передача обеспечивает одностороннее нажатие на каждую колесную пару и оборудована триангелями с безрезьбовыми креплениями тормозных башмаков и торсионным устройством отвода колодок от колес при отпущенном тормозе.
В настоящее время поставлено и передано в эксплуатацию 14 тыс. новых полувагонов. В основном они эксплуатируются на дорогах Сибири и Дальнего Востока в составе маршрутов.
Анализ эксплуатации этих полувагонов, проведенный по отчетам служб вагонного хозяйства за 4 месяца 2006 г., показывает, что отцепки в текущий отцепочный ремонт в расчете на 1 тыс. вагонов по неисправности тележки 18-578 в 3,2 раза меньше, чем для серийной тележки 18-100, неисправности буксового узла меньше в 3,2 раза, колесных пар - в 1,6 раза. Можно с уверенностью констатировать, что тележка 18-578 по надежности в эксплуатации основных узлов значительно превосходит серийную.
В настоящее время тележка 18-578 адаптирована только к полувагону 12 - 132 - 03. Для ее постановки под вагонами других типов необходимо провести расчеты их динамических качеств с подтверждением ходовыми динамическими испытаниями и испытаниями по воздействию на путь.
Для реализации поставленной задачи требуется доработать документацию на боковую раму, надрессорную балку, пружинный комплект и материал «бочонков» упруго-катковых скользунов и фрикционных накладок. По окончании доработки провести работу приемочной комиссии по присвоению тележке 18-578 литеры «А». Следует также привести установленным порядком конструкторскую документацию, технологические инструкции завода на изготовление полувагонов 12-132-03 с тележками 18-578 в соответствие требованиям нормативной документации ОАО «РЖД» на вновь изготавливаемые вагоны и подготовить полный комплект технической документации на эту тележку для передачи на договорных началах вагоностроительным заводам.
ФГУП «ПО Уралвагонзавод» разработал и запустил в серийное производство тележку 18-578 с нагрузкой от оси на рельсы 23,5 тс. Ряд новых технических решений позволяют рассматривать ее как перспективную модель для грузовых вагонов. Общий вид тележки18-578 показан на рис. 1, а ее техническая характеристика приведена в таблице 2.
Таблица 2 – Техническая характеристика тележки 18 – 578
| Параметры | Значения |
| База тележки, мм | 1850 |
| Ширина рельсовой колеи, мм | 1520/1435 |
| Конструкционная скорость, км/ч | 120 |