


Гидропередача УГП 750-1200
Содержание
1. Устройство и ремонт системы управления реверсом и режимами работы гидропередачи УГП 750–1200
2. Уход за экипажной частью
3. Износ и поломки механизма реверса
4. Методы устранения
5. Проверки при монтаже
6. Техническая характеристика УГП
7. Безопасность при ремонте механизма УГП
8. Организация производственных участков
9. Перечень использования оборудования
10. Расчет трудоемкости ремонта механизма реверса
Список литературы
1. Устройство и ремонт системы управления реверсом и режимами работы гидропередачи УГП 750-1200
Для переключения реверса-режима унифицированная гидропередача оборудована системой управления, состоящей из электропневматических вентилей, блокировочного клапана и концевых выключателей фиксаторов сервоцилиндров. Нормальная работа реверс-режимного устройства гидропередачи зависит в значительной мере от исправного состояния этих элементов.
Переключение реверса и режима затрудняется иногда из-за возникающего положения подвижной муфты «зуб в зуб». Для устранения такого положения в гидропередаче создается медленное вращение включаемых ее частей.
В гидропередаче УГП 750–1200 проворачивание (доворот) вторичного вала передачи происходит под действием воздуха, находящегося в гидромуфте.
Конструктивная особенность гидропередачи УГП 750/2Т (отсутствие гидромуфты) определила переключение реверс-режима без задержки подвижных муфт в нейтрали и без проворачивания вторичного вала действием воздуха в гидроаппаратах.
Процесс переключения реверса или режима гидропередачи УГП 750/2Т протекает следующим образом:
1) освобождается шток поршня включенного сервоцилиндра от фиксатора путем подачи воздуха в последний;
2) производится переключение электропневматических вентилей, в результате чего включается муфта другого направления движения или другого режима работы под действием давления воздуха в рабочей полости сервоцилиндра, связанного с этой муфтой;
3) фиксируется шток поршня включенного сервоцилиндра.
В схему управления переключением реверс-режима гидропередачи УГП 750/2Т в отличие от рассмотренной схемы управления реверс-режимом гидропередачи УГП 750–1200 введен блок реле гидродоворота. Назначение его – обеспечить автоматическое импульсное включение электрогидравлического вентиля первого гидротрансформатора для доворота подвижных муфт до включаемого положения при их возможном попадании «зуб в зуб» во время переключения реверс-режима.
В схеме управления двухтрансформаторной гидропередачи дизель-поездов ДР1 и ДР1П блок реле гидродоворота образован двумя реле времени.
В гидропередаче УГП 750/2Т блок реле гидродоворота выполнен на полупроводниковых приборах по схеме мультивибратора. Электрическая схема блока реле гидродоворота обеспечивает два временно устойчивых состояния, в одном из которых открыт транзистор Т1, а в другом–транзистор 72. В каждом из состояний схема может находиться лишь время, определяемое постоянными времени цепей (С8 и КЭ1, С9 и КЭ2).
Блок реле доворота работает следующим образом. При включении питания (75 В, постоянный ток) на клеммы плюс и минус заряжается конденсатор КЭ2. Включение блока производится подачей +75 В на клемму 21, при этом транзистор 77 открыт, транзистор 72 закрыт и катушка реле Р обесточена. Конденсатор КЭ1 заряжается через открытый транзистор 7/, а конденсатор К32 разряжается через резисторы С9 и RkI.
По мере разряда конденсатора КЭ2 положительный потенциал на базе транзистора 72 снижается до нуля и транзистор 72 открывается. При этом транзистор Т1 закрывается, включается реле Р и своими замыкающими контактами замыкает цепь. Продолжительность этого состояния определяется временем разряда конденсатора КЭ1 через резисторы С8 и Rk2. Одновременно с этим заряжается конденсатор КЭ2.
В момент завершения разряда конденсатора КЭ1 открывается транзистор 77, а 72 закрывается Реле Р отключается, в результате чего первый гидротрансформатор опорожняется в течение разряда конденсатора КЭ2. Импульсный режим работы блока продолжается до прекращения подачи питания на клемму 21 посредством контактов реле движения.
Импульсное включение реле Р на 1,5 с через каждые 3 с обеспечивается выбором элементов схемы и настройки посредством переменных резисторов С8 и С9. При этом поворот оси резистора С8 по часовой стрелке приводит к увеличению времени включения вентиля ВС1, а С9 – к увеличению паузы. Поворот против часовой стрелки уменьшает установленные выдержки.
Тумблер TBIиспользуется для отключения блока при проверке мегомметром сопротивления изоляции электрических цепей тепловоза во избежание пробоя транзисторов.
Техническое состояние и выдержки времени срабатывания реле блока гидродоворота проверяют при всех видах деповского ремонта. Контакты реле при загрязнении зачищают. Установленные выдержки времени срабатывания реле в случае необходимости регулируют.
Осуществление процесса переключения, сигнализация и электромеханическая блокировка положения реверс-режимного механизма обеспечиваются концевыми выключателями фиксаторов и блокировочными контактами барабанов сервоцилиндров.
Техническое состояние концевых выключателей и контактов у контактных барабанов сервоцилиндров проверяют при техническом обслуживании и при всех видах деповского ремонта гидропередачи. Контакты очищают от грязи, оплавленные или подгоревшие контакты зачищают личным напильником или стеклянной шкуркой.
При необходимости в концевом выключателе регулируют положение подвижного контакта относительно неподвижных при нейтральном положении сервоцилиндра: он должен занимать примерно среднее положение.
Проверяют и регулируют также зазор (0,5–1,5 мм) между корпусом и буртом упора конечного выключателя при поднятом вверх до упора фиксаторе сервоцилиндра.
Контакты у контактных барабанов сервоцилиндров должны иметь нажатие 1–1,4 кгс. Отклонение контактирующих поверхностей скользящих контактов от оси контактных пластин во включенном положении должно быть не более 0,7 мм. Неполное прилегание контактов к барабану не допускается. При необходимости давление контактов и их положение относительно контактного барабана регулируют путем смещения контактной стойки по пазам кронштейна или смещения контактов по пазам панели.
В систему блокировок переключения реверс-режима гидропередачи УГП 750–1200, УГП 350–500, Фойт и др. входит также блокировочный клапан (рис. 112), исключающий возможность переключения реверса или режима при движении тепловоза.
Клапан блокировки включается в пневматическую систему управления тепловозом. При этом его полость Л сообщается с главной воздушной магистралью при включении электропневматического вентиля ВБР, полость Б сообщена с фиксаторами сервоцилиндров, а полость В-с атмосферой. При отсутствии сжатого воздуха в полости А полости Б и В сообщаются между собой через сверление в золотнике 2.
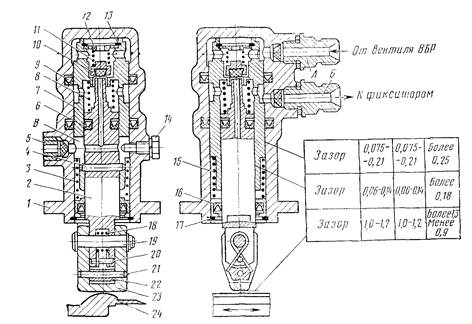
Клапан блокировки

Клапан установлен на корпусе привода датчика скорости так, что между наконечником 23 и шайбой 24, закрепленной на турбинном валу первого гидротрансформатора, выдержан зазор 1–1,2 мм.
При поступлении в полость А сжатого воздуха втулка 7 движется вниз вместе с клапаном 10 и золотником 2, при этом клапан 10 прижат пружиной 11 к своему седлу во втулке 7, а золотник пружиной 8 – к упору во втулке. Это движение происходит до тех пор, пока не выберется зазор 1–1,2 мм между наконечником 23 и шайбой 24. Дальнейшая работа клапана зависит от того, вращается шайба или нет.
При вращающейся шайбе 24 наконечник 23 увлекается силой трения в месте соприкосновения с шайбой и отклоняется на валике 19. Золотник 2 перемещается со втулкой 7 до упора втулки в стакан 15. Так как клапан 10 по-прежнему прижат пружиной 11 к седлу, то воздух в полость Б не поступает и она остается сообщенной через полость В с атмосферой. Таким образом, при движении тепловоза доступ воздуха к фиксаторам сервоцилиндров перекрыт.
Если тепловоз неподвижен, т.е. шайба 24 не вращается, то наконечник 23 упирается в шайбу, золотник 2 останавливается, а втулка 7 и прижатый к ней клапан 10 продолжают двигаться, сжимая пружины 3 и 8 до тех пор, пока втулка не дойдет до упора в стакан 15. При этом хвостовик золотника поднимает клапан 10 и сжатый воздух из полости А попадет в полость Б и далее в цилиндры фиксаторов, так как сверление в золотнике закроется клапаном. Как только шайба 24 начинает вращаться, подача воздуха к цилиндрам прекратится, потому что под действием пружины 8 золотник опустится вниз, клапан 10 сядет на седло, и через сверление в золотнике и полость В воздух из цилиндров фиксаторов выйдет в атмосферу.
При прекращении подачи воздуха в полость А и сообщении ее с атмосферой все элементы клапана займут первоначальное положение.
Разборка блокировочного клапана производится в случаях необходимости устранения неисправностей, а также для осмотра его состояния. При этом выдерживается определенная последовательность. Расшплинтовав и выбив валик 19, снимают наконечник 23 и пружину 18. Затем, вывернув болт 14 и сняв пружинное кольцо 17, вынимают из корпуса внутренние детали: стакан 15 с манжетой 16, пружину 3 и золотник 2 с втулкой 7. После этого, выбив штифт 4 и вынув золотник 2 и пружину 8, снимают пружинное кольцо 13, крышку 12, пружину 11 и клапан 10.
Все детали, кроме клапана 10, должны быть промыты в керосине (ГОСТ 1842–52) и обдуты сухим сжатым воздухом. После осмотра состояния всех деталей необходимо трущиеся части смазать, полости манжет наполнить смазкой ЦИАТИМ-201 (ГОСТ 6267–59) и собрать клапан.
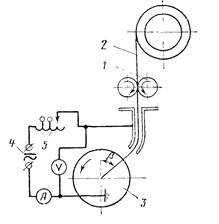
При всех видах деповского ремонта тепловоза, а также после разборки четкость работы блокировочного клапана вместе с фиксаторами реверса проверяют на специальном приспособлении, которое должно имитировать работу блокировочного клапана на тепловозе. Для этого оно должно включать в себя: воздушную магистраль с манометрами и электропневматическими вентилями, подключаемую к блокировочному клапану и фиксаторам, а также шайбу, приводимую во вращение вручную.
Давление воздуха в системе при испытаниях должно быть 5–5,5 кгс/см2.
Содержанием испытания блокировочных клапанов и фиксаторов реверса являются: а) проверка их работы при неподвижной шайбе; при каждом из 10 включений клапан должен сработать, а поршни фиксаторов резко подняться; б) проверка их работы при вращающейся шайбе; при каждом из 10 включений клапан должен быть «сломлен», а поршни фиксаторов находиться в нижнем положении; в) проверка их работы при повороте шайбы, когда при каждом включении клапан и фиксаторы должны занимать рабочее положение блокировки.
2. Уход за экипажной частью
Экипажная часть тепловоза должна содержаться в чистоте. Все доступные части экипажа следует ежедневно очищать от загрязнения путем протирки или обмывки их жидкостью, хорошо смывающей грязь, но не растворяющей лакокрасочные покрытия тепловоза. Места, не доступные для повседневной очистки, должны очищаться во время каждого очередного ремонта.
При осмотре рамы необходимо обращать внимание на состояние сварных швов и углов вырезов в деталях рамы. Особого внимания требуют углы буксовых вырезов, так как в этих местах, являющихся узлами концентрации напряжений, возможно появление трещин.
Болтовые соединения узлов рамы (буксовых направляющих, путеочистителей, подбуксовых струнок, подшипников тормозного вала, тормозного цилиндра) необходимо ежедневно проверять остукиванием и при обнаружении ослабления немедленно закреплять.
У автосцепки проверяют работу ее механизмов: они должны действовать без каких-либо заеданий, перемещаться свободно, «от руки». Голова автосцепки в горизонтальном направлении в пределах ширины окна розетки также должна свободно перемещаться. Проверяют состояние крепления деталей расцепного привода, износ рабочих частей автосцепки. При превышении предельно допустимого износа изношенные детали должны быть восстановлены или заменены.
В рессорном подвешивании особое внимание следует обращать на состояние самих рессор: проверять остукиванием плотность обжимки листов хомутом и путем осмотра и остукивания оценивать возможность появления трещин или излома листов. Также необходимо следить за состоянием подвесок и балансиров, не допуская к работе детали с обнаруженными трещинами. Ежедневно надлежит проверять состояние болтовых и шплинтовых креплений шарнирных соединений, особо обращая внимание на сохранность и правильное разведение шплинтов. При профилактических осмотрах следует смазывать все шарнирные соединения смазкой УС любой марки (ГОСТ 1033–51) путем запрессовки ее до появления из зазоров смазываемого соединения.
В рычажной передаче тормоза необходимо проверять состояние креплений, наличие и правильность разведения шплинтов, исправность и надежность крепления предохранительных скоб. По мере износа колодок рычажную передачу тормоза необходимо регулировать. При регулировке также необходимо проверять правильность затяжки и исправность установочного винта колодки и при нарушении правильной работы регулировать затяжку пружины.
Все шарнирные соединения рычажной передачи со стальными втулками при периодических ремонтах, связанных с разборкой передачи, надлежит смазывать смазкой УС любой марки (ГОСТ 1033–51) путем обмазывания деталей перед сборкой. При наличии металлокерамических втулок в шарнирных соединениях рычажной передачи смазку этих соединений не производить.
При эксплуатации тепловоза особое внимание необходимо уделять уходу за движущим механизмом. Колесные тары следует регулярно осматривать, причем в первую очередь обращать внимание на плотность посадки бандажей по контрольным рискам и остукиванием, а также контролировать плотность посадки закрепляющего кольца. На оси выявляют возможности появления трещин, задиров, выбоин, натертых мест и других дефектов.
На колесном центре не должно быть трещин, на бандаже – трещин, подрезов, плен. Особо тщательно следует осматривать поверхности катания бандажей, где могут образовываться скользуны (например, в случае движения тепловоза «юзом»). Для того чтобы было возможно обнаружить такие дефекты, колесные пары необходимо содержать в чистоте.
Дышла и прочие детали дышлового механизма в процессе изготовления подвергают чистовой обработке. Сами дышла даже полируются, чтобы можно было легко заметить повреждения, которые могут возникнуть во время работы дышлового механизма, испытывающего высокие нагрузки. Поэтому с дышел при эксплуатации тепловоза должна быть удалена вся консервирующая окраска и весь механизм необходимо ежедневно начисто протирать и тщательно осматривать. При осмотре следует обращать внимание на наличие трещин, натертых мест и других повреждений на деталях механизма, а также на плотность посадки шарнирных валиков. В случае ослабления валиков их необходимо подтянуть. Пылезащитные колпачки должны быть плотно притянуты болтами и стопорная проволока этих болтов не должна иметь повреждений. При обрыве этой проволоки ее надлежит немедленно заменить.
Регулярно надо проверять зазоры между пальцами и плавающими втулками и между плавающими и стальными запрессованными втулками; диаметральный зазор не должен превышать 3 мм. По мере износа буксовых направляющих расстояние между центрами отбойного вала и третьей колесной пары уменьшается, вследствие чего появляется необходимость в уменьшении длины ведущего дышла. Это достигается поворотом эксцентриковой втулки в задней головке ведущего дышла. Для уменьшения длины дышла необходимо вывернуть болты, крепящие втулку, и повернуть последнюю на одно или несколько отверстий в зависимости от степени износа накладок, а затем снова закрепить втулку болтами.
Плавающие втулки следует ежедневно смазывать твердой смазкой ЖД‑1 (50Д) ТУ МПС 3609–02–431–51. Смазку запрессовывают во втулку при помощи винтового пресса до появления ее избытка из зазоров между втулкой и пальцем. В холодное время года и при незначительной загрузке тепловоза рекомендуется смазывать плавающие втулки более мягкими смазками (типа солидола).
Критериями нормальной работы букс являются отсутствие шума в буксе и нормальная температура, поэтому контроль за этими показателями должен быть постоянным. Появление шума в буксе может быть вызвано неправильной регулировкой подшипников, загрязнением смазки посторонними предметами и повреждением или разрушением деталей внутри буксы. При всех случаях ненормального шума необходимо прекратить работу тепловоза и направить его в депо для выкатки и ревизии буксы, в которой обнаружен шум. Нормальной температурой для буксы на работающем тепловозе является температура, превышающая температуру окружающей среды не более чем на 30° С, но не выше 80° С.
Чрезмерный нагрев подшипников может быть вызван:
недостатком смазки в буксе. В этом случае необходимо добавить в буксу 200–250 см3 смазки;
переполнением буксы смазкой. В этом случае может наблюдаться выдавливание смазки через лабиринтовое уплотнение. Для устранения переполнения необходимо вывернуть клапанную масленку снизу буксы и погонять тепловоз по деповским путям, не допуская нагрева буксы свыше 90° С. При этом излишек смазки должен выдавиться через отверстие в нижней части буксы;
загрязнением смазки;
неправильной регулировкой подшипников. В двух последних случаях необходима разборка буксы, промывка ее и регулировка подшипников.
Смену смазки в буксе следует производить при подъемочном ремонте, но не реже чем через полтора года работы тепловоза. При отсутствии каких-либо признаков ненормальной работы добавлять смазку в буксы категорически воспрещается.
Смазку буксовых направляющих надлежит производить по мере расхода смазки путем заливки последней в ванны на верхней части корпуса буксы. Направляющие смазывают осевым маслом (ГОСТ 610–48): летом – марки Л, зимой – марки 3.
3. Износ и поломки механизма реверса деталей
Виды износа деталей. На деталях гидропередач можно наблюдать следующие виды износа: абразивный, коррозионный, осповидный, тепловой и контактное схватывание.
Абразивный износ является результатом попадания абразивных частиц вместе с маслом и воздухом на трущиеся поверхности. Кроме того, в процессе трения металла происходит упругое и пластическое деформирование микронеровностей поверхности детали, в результате чего происходит изменение размеров трущихся деталей.
Коррозионный износ появляется в результате диффузии кислорода из воздуха, воды и кислот в металл. При этом на поверхности деталей появляются шероховатость и отслоения. Такой износ появляется как у трущихся, так и у неподвижных деталей.
Осповидный износ появляется в результате действия на металл больших удельных контактных напряжений. Он характеризуется образованием микротрещин с последующим выкрашиванием металла на контактной поверхности.
Тепловой износ является следствием воздействия на металл высокой температуры и выражается образованием трещин и подплавлением металла.
Контактное схватывание происходит вследствие непосредственного соприкосновения трущихся деталей при разрыве масляной пленки. Он характеризуется появлением на поверхности детали задиров и сколов металла.
Очистка деталей и частей гидропередач. Большая часть деталей гидропередач покрыта отложениями, содержащими минеральные масла. Мойка, очистка и обезжиривание их производятся в моечных машинах и ваннах.
Гидропередачу перед разборкой подвергают наружной мойке для удаления слоя масла и старой краски в моечной машине конвейерного типа трехпроцентным раствором каустической соды, нагретым до 80–95° С, который подается под давлением 5 кгс/см2 в душевой отсек машины, а затем чистой горячей водой для удаления с поверхностей щелочного раствора.
Таким же способом очищают все детали гидропередачи, исключая выполненные из алюминия и его сплавов.
Очистку деталей гидропередачи наиболее эффективно производить в моечной машине высокого давления. В такой машине сочетается механическое воздействие напорных струй (давление струй высоконапорного контура 50–60 кгс/см2, температуры 80–90° С) души-рующей системы на загрязненные поверхности деталей с химическим воздействием на них раствора каустической соды.
Удаление масляной и жировой пленок, оставшихся на поверхностях деталей после обмывки горячей водой высокого давления, предусмотрено во втором контуре путем обмывки поверхностей однопроцентным раствором каустической соды при температуре 80–£0° С и давлении 5 кгс/см2.
Окончательная очистка поверхности производится снова струями горячей воды высоконапорного контура туширующей системы.
Очищаемые детали в машине перемещаются на тележке со скоростью 0,5 и 8 м/мин. Вода и раствор подогреваются паром давлением 7,5 кгс/см2.
Мойка и очистка деталей из алюминия и его сплавов производятся в моечной машине раствором кальцинированной соды и фосфорнокислого натрия при температуре 80–90° С под давлением 8 – 9 кгс/см2, окончательная очистка – струями горячей воды под давлением 17 – 19 кгс/см2.
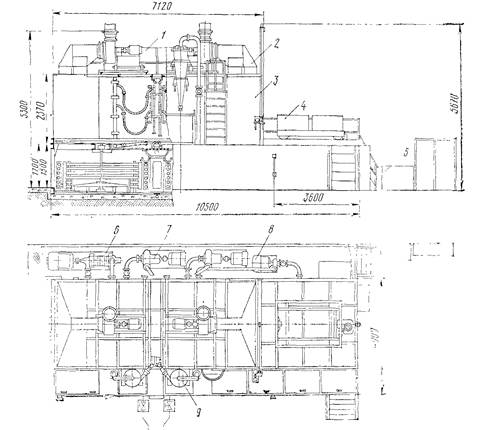
Машина для мойки узлов гидропередачи

Подшипники качения промывают отдельно от других деталей. Отдельные подшипники можно промывать 2–4-процентной смесью легкого минерального масла с бензином с помощью жесткой волосяной щетки. Крупные партии подшипников целесообразно очищать в специальных моечных машинах типа 235-1Б ПКБ ЦТ горячим водным раствором, содержащим 4–5% смазки УС (жирового солидола) любой марки и 2% осветительного керосина. Промывка подшипников в растворе такого состава предохраняет его от коррозии благодаря наличию в моечном растворе натриевого мыла, содержащегося в смазке УС.
Подшипники качения также можно промывать холодной водой под высоким давлением (40 кгс/см2) с последующим их промасливанием маслом, подогретым до 80-90° С.
Способы определения состояния деталей и их маркировка. Состояние деталей гидропередачи определяется наружным осмотром, измерением размеров деталей и зазоров между ними, дефектоскопией, а также испытанием.
Наружный осмотр деталей позволяет определить состояние их рабочих поверхностей (наличие трещин, задиров, вмятин, сколов, цветов побежалости и т.д.). Осмотр производится невооруженным глазом или с помощью лупы 5-и 10-кратного увеличения.
Измерение деталей осуществляется универсальным (штангенциркули, штангенрейсмусы, штангенглубиномеры, микрометры, микрометрические глубиномеры и нутромеры) и рычажно-механическим (индикаторы, индикаторные нутромеры, рычажные и индикаторные скобы, а также рычажные микрометры и миниметры) измерительным инструментом.
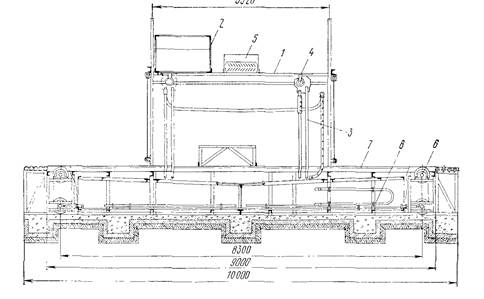
Машина для мойки алюминиевых деталей

Корпусные, базовые детали гидропередачи измеряют специальными измерительными приспособлениями и инструментом, которые описаны в соответствующих главах.
штангезубомер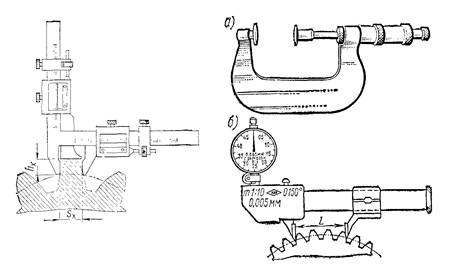
зубомерные скобы
![]()
Износ зубьев цилиндрических зубчатых колес определяют штан-гензубомерами, эвольвентомерами и зубомерными скобами. Износ зубьев конических зубчатых колес непосредственным измерением установить нельзя. Поэтому о величине износа зубьев конических зубчатых колес судят по характеру работы передачи. Работа передачи считается нормальной, когда зубчатые колеса вращаются бесшумно и плавно, причем при нормальном боковом зазоре радиальный зазор между зубьями шестерен должен быть не менее 0,1 мм.
Измерение бокового зазора между зубьями парных зубчатых колес можно производить индикаторным приспособлением и по свинцовой выжимке. В первом случае на валу одного из зубчатых колес укрепляют поводок, конец которого упирается в стержень индикатора, расположенного на стойке. Если одну из шестерен удерживать от вращения, а другую поворачивать в одну и другую сторону, то этот поворот будет возможен на величину бокового зазора между зубьями. Этот зазор определяют непосредственно, если расстояние от оси шестерни до точки упора измерительного стержня индикатора равно радиусу делительной этой начальной окружности зубчатого колеса, на котором укреплен поводок.
Если конструкция узла не позволяет измерить зазор в зацеплении зубчатых колес индикаторным приспособлением, то его можно определить по свинцовой выжимке. Для этого между зубьями зубчатых колес пропускают свинцовую проволоку и проворачивают зубчатые колеса. Обжатые части проволоки измеряют микрометром. Измерения производят в четырех точках по окружности зубчатого колеса.
Дефектоскопия деталей. Поверхностные трещины выявляются магнитным, а скрытые дефекты–ультразвуковым дефектоскопами.
При намагничивании детали магнитные силовые линии концентрируются на заостренных краях трещины, образуя в этих местах магнитные полюсы. Для обнаружения трещины намагниченную дефектоскопом деталь обливают смесью, состоящей из органического масла, керосина и мелкого ферромагнитного порошка (мягкая сталь, кузнечная окалина и крокус). Ферромагнитный порошок при наличии трещины скопляется по ее краям в виде тонкой полоски.
Детали перед дефектоскопией тщательно очищают, а после дефектоскопии размагничивают. Размагничиванию подвергают детали подшипниковых узлов и других вращающихся узлов, обладающих большим остаточным магнетизмом. Если эти детали не размагнитить, то они длительное время будут притягивать к себе частицы металлов. При определенных условиях это может вызвать интенсивный износ деталей и выход из строя узла или гидропередачи.
Размагничивание производится в постепенно убывающем переменном магнитном поле. Для этого включенный дефектоскоп постепенно удаляют от детали (или деталь от него) на расстояние 1–1,5 м и только после этого выключают. Размагниченная деталь не должна притягивать металлические опилки.
Ультразвуковая дефектоскопия основана на свойстве ультразвуковых колебаний проникать в толщину деталей и отражаться от трещин, пустот, расслоений и т.п. Для обнаружения трещин и пустот в деталях служат ультразвуковые дефектоскопы типа УЗД-56М или УЗД-64, которые снабжаются специальными щупами.
Перечень деталей гидропередач, подлежащих магнитной и ультразвуковой дефектоскопии, приведен в Правилах ремонта тепловозов.
Другие методы дефектоскопии (методы просвечивания деталей рентгеновскими и гамма-лучами, а также люминесцентный способ) в практике ремонта деталей гидропередач не' нашли широкого применения.
Проверка и испытание отдельных деталей и узлов производятся на контрольной плите, непосредственно на рабочем месте и на испытательных стендах. На контрольной плите определяются изгиб, скручивание, биение и другие дефекты валов, штанг и т.д. На рабочем месте проверяют крупные части гидропередачи и их взаимное расположение, на испытательных стендах – работоспособность отдельных узлов гидропередачи (масляные насосы, приборы системы автоматики и т.д.).
Маркировка деталей. Многие детали гидропередачи являются невзаимозаменяемыми (корпуса, крышки, валы, комплекты зубчатых колес и подшипниковых узлов и др.), поэтому перед началом и в период разборки производится их клеймение. Для маркировки используют цифровые клейма, которые ставят на детали набором номера поступившей в ремонт гидравлической передачи. Комплекты приработанных (прикатанных) зубчатых колес также клеймят одним порядковым номером.
Обезличивать перечисленные детали и узлы не рекомендуется, так как новая приработка деталей сопровождается интенсивным износом и представляет собой весьма длительный нежелательный процесс.
Сортировка деталей. В условиях завода детали, снятые с гидропередачи, сортируют, определяя пригодность их к дальнейшей работе или восстановлению. Детали, которые могут быть использованы без ремонта, комплектно укладывают в специализированную тару. Детали, требующие ремонта, отправляют на соответствующие участки. Выбракованные детали помечают красней краской в месте дефекта и сдают в металлолом или частично используют для изготовления других деталей.
4. Методы устранения
Величина износа деталей цилиндрической формы по условиям восстановления может быть разбита на три группы: 1) до 0,1 мм, 2) до 0,3 мм и 3) свыше 0,3 мм. Детали первой группы могут быть восстановлены электроискровым наращиванием и хромированием. Детали с износом до 0,3 мм восстанавливают осталиванием, хромированием и наплавкой, а при износе более 0,3 мм – заменой изношенной части, газопрессовой сваркой, осталиванием и наплавкой. Некоторые способы восстановления дают возможность не только использовать изношенную деталь, но и сделать ее более износостойкой.
Первоначальные формы и размеры деталей разнообразных конфигураций, имеющих износ, механические или термические повреждения, можно восстанавливать слесарно-механической обработкой, механической обработкой, сваркой или наплавкой, электролитическим наращиванием, наращиванием полимерными пленками, металлизацией и электроискровой обработкой, а также с помощью эпоксидных смол.
При восстановлении деталей сваркой может потребоваться обработка их на станке как подготовительная операция. После сварки, как правило, требуются обработка деталей на металлорежущих станках и термическая или химико-термическая обработка.
При восстановлении деталей могут применяться различные виды сварки – электродуговая, газовая, контактная. Сварка может быть ручной, полуавтоматической, автоматической и выполняться в различных защитных средах (под флюсом, в жидкости, в среде защитного газа).
Наиболее прогрессивным методом электродуговой сварки, применяемым при ремонте деталей, является метод вибродуговой наплавки деталей. Из различных видов контактной сварки при ремонте деталей гидропередач применяют газопрессовую сварку, позволяющую надежно сваривать углеродистые, легированные и разнородные стали.
При ремонте алюминиевых деталей используется сварка и наплавка в среде аргона (сварка в среде защитного газа). Из гальванических методов наращивания наиболее новым методом является гальваническое осталивание.
Наиболее характерными методами восстановления деталей гидравлических передач являются вибродуговая наплавка, газопрессовая сварка, сварка алюминиевых деталей, хромирование и осталивание.
Вибродуговая наплавка. Метод вибродуговой наплавки сравнительно прост, не требует сложного оборудования, дефицитных материалов, позволяет наплавлять слой металла толщиной 0,5 – 4,0 мм на изделиях диаметром 8 мм и выше, что очень важно при ремонте мелких деталей, имеющих незначительный износ. Наиболее эффективно применение вибродуговой наплавки для деталей с износом 0,3 – 2,5 мм на сторону. При этом вследствие небольших тепловых воздействий дуги и больших скоростей охлаждения деталь не испытывает деформации, а твердость может быть доведена до HRC 50–58 без последующей термической обработки. Опыт работы многих ремонтных заводов показал, что износостойкость восстановленных деталей не меньше износостойкости новых.
Принципиальная схема установки дуговой наплавки
![]()
За счет автоматизации процесса, снижения толщины наплавленного слоя, выборочной наплавки (наплавляются только те участки, где имеется износ) трудоемкость вибродуговой наплавки в 2,5-3 раза ниже, чем ручной дуговой.
Сущность процесса вибродуговой наплавки заключается в том, что в результате возникновения периодически повторяющихся электрических разрядов выделяется тепло, нагревающее основной и электродный металл до расплавления. Происходит перенос металла электрода на деталь и последующая кристаллизация расплавленного основного и электродного металла.
В патроне или центре станка закрепляют деталь 3, а на суппорте станка устанавливают вибродуговую головку. К детали и головке подводят ток низкого напряжения. С помощью роликов 1 электродную проволоку 2 подают к детали. Конец проволоки вибрирует в результате действия вибратора.
При вибрации электрода вследствие его прикосновения к наплавляемой детали наблюдается короткое замыкание, сила тока возрастает, а напряжение падает. При отходе электрода от детали за счет энергии магнитного поля образуются экстротоки, резко повышается напряжение и загорается электрическая дуга. Длительность горения дуги 0,002 – 0,003 с. В течение каждого цикла наблюдаются периоды: короткое замыкание, электрический разряд.
При вибродуговой наплавке необходимо обеспечить четкую вибрацию электрода, что позволяет систематически замыкать и размыкать электрод с деталью и дает возможность наплавлять металл при низком напряжении источника тока, стабилизирует процесс наплавки при малом напряжении.
С целью защиты расплавленного металла от взаимодействия с окружающей средой вибродуговую наплавку можно выполнять под флюсом, в среде защитных газов. Большое распространение получила наплавка с применением жидкости. Жидкость, подаваемая в зону контакта, обеспечивает защиту жидкого металла и закалку наплавленного слоя, охлаждает наплавляемую деталь и уменьшает зону термического влияния. Обычно в качестве охлаждающей жидкости используют 4–5-процентный раствор кальцинированной соды в воде. При наплавке проволокой с высоким содержанием углерода для предотвращения образования трещин можно применять 10–30-процентный раствор технического глицерина в проточной воде.
При восстановлении ответственных деталей используют вибродуговую наплавку с применением ультразвука. Ультразвук, воздействуя на металл в жидкой фазе, обеспечивает равномерность структуры, повышает твердость и износостойкость, увеличивает прочность детали.
Перед вибродуговой наплавкой детали очищают от ржавчины, грязи, масла, нагара металлической щеткой, наждачной шкуркой или подвергают пескоструйной обработке. Детали, имеющие большой односторонний износ, рекомендуется протачивать или шлифовать. Отверстия, шпоночные пазы заделывают медными или графитовыми заглушками, химическими твердеющими смесями. При установке деталей в патрон или центры биение их должно быть минимальным. Проверяется биение визуально по изменению расстояния между концом электрода и поверхностью вращающейся детали.
Расчет режима наплавки выполняется в зависимости от толщины наплавляемого слоя:

где

Наплавку ведут при обратной полярности тока («плюс» – на электрод), что обеспечивает лучшее качество наплавленного слоя. Напряжение на дуге должно быть 14–30 В. При напряжении ниже 14 В уменьшается тепловое воздействие дуги на металл, наблюдается непровар. Если же напряжение выше 30 В, то происходит разбрызгивание и выгорание электродного металла, значительно увеличивается зона термического влияния и деформация деталей. Для наплавки тонкостенных деталей небольшого диаметра, где нежелателен значительный нагрев детали, применяют напряжение 14–16 В. Крупногабаритные детали с износом 1,5–3 мм наплавляют при напряжении 24–28 В. При наплавке на переменном токе напряжение берут на 10–15% больше, чем на постоянном.
Оптимальные значения индуктивности зависят от частоты вибрации электрода, напряжения на дуге, силы тока в цепи и других факторов. При малой индуктивности появляется холостой ход в каждый период вибрации электрода, снижается устойчивость процесса наплавки, а при слишком большой нарушается стабильность процесса наплавки и увеличивается разбрызгивание металла. Поэтому величину дополните