


Гибкие и производственные системы сборки и монтажа электронных модулей 1-го уровня разкрупнения МЭА
ГИБКИЕ ПРОИЗВОДСТВЕННЫЕ СИСТЕМЫ СБОРКИ И МОНТАЖА ЭЛЕКТРОННЫХ МОДУЛЕЙ 1-го УРОВНЯ РАЗУКРУПНЕНИЯ МЭА
Сборка и монтаж являются одним из заключительных этапов производства МЭА, заключающимся в механическом и электрическом соединении в единое целое в соответствии с технической документацией совокупности деталей, узлов, приборов (как покупных, так и собственного изготовления) с целью изготовления МЭА.
Для правильно спроектированной МЭА, сборка и монтаж является последним этапом ее производства, в такой МЭА настроечно регулировочные работы отсутствуют, а контроль электрических и радиотехнических параметров собранных изделий является неотъемлемой частью технологического процесса (ТП) сборки и монтажа.
Трудоемкость сборочно-монтажных работ составляет 40—60 % общей трудоемкости изготовления МЭА. Трудоемкость изготовления электронных модулей 1-го уровня (ЭМ-1) разукрупнения МЭА- ЭМ-1 на печатных платах (ПП) - составляет около половины трудоемкости всех сборочно-монтажных работ. В связи с этим повышение производительности труда на сборке и монтаже ЭМ-1 за счет автоматизации ТП, является важнейшей задачей в деле совершенствования производства МЭА, одним из перспективных путей решения которой является создание ГПС сборки и монтажа ЭМ-1.
Конструкторско-технологическая характеристика ЭМ-1, изготавливаемых в ГПС сборки и монтажа
Определение основных конструкторско-технологических характеристик ЭМ-1 предполагает анализ: элементной базы ЭМ-1 с позиций ее конструкторско-технологической классификации, вариантов поставки, предъявляемых к ней технических требований; конструкторско-технологических особенностей монтажно-коммутационных оснований (печатных плат); типовых конструкций ЭМ-1; типовых ТП сборки и монтажа ЭМ-1 в условиях ГПС. Перейдем к последовательному рассмотрению перечисленных выше вопросов.
Краткая конструкторско-технологическая характеристика элементной базы ЭМ-1
Элементная база РЭА (ЭМ-1 в том числе) состоит, в основном, из изделий электронной техники (ИЭТ) и электротехники, которые по своим конструкторско-технологическим особенностям подразделяются на 10 групп:
неполярные ИЭТ с цилиндрической или прямоугольной формой корпуса и осевыми выводами (резисторы, конденсаторы и др);
полярные ИЭТ с цилиндрической формой корпуса и осевыми выводами (диоды, конденсаторы);
ИЭТ с прямоугольной и дисковой формами корпуса и двумя
однонаправленными выводами (конденсаторы и д.);
полярные ИЭТ с цилиндрической формой корпуса и двумя одно направленными выводами (конденсаторы электролитические и др.);
ИЭТ с цилиндрической формой корпуса с двумя и более параллельными выводами;
ИЭТ с прямоугольной формой корпуса с двумя и более однонаправленными выводами (ИС в корпусах "Тропа", "Посол" и др.);
ИЭТ с цилиндрической формой корпуса с двумя и более однонаправленными выводами (транзисторы и ИС в корпусах типа "ТО" и Др.);
ИЭТ с прямоугольной и цилиндрической формой пластмассового корпуса с тремя однонаправленными выводами (транзисторы в корпусах типа КТ и др.) ;
ИЭТ с прямоугольной формой корпуса и двухсторонним расположением выводов, перпендикулярно основанию корпуса (ИС, резисторные диоды и транзисторные сборки в корпусах типа 2 (ДИП) и др.) ;
ИЭТ с прямоугольной формой корпуса и 2- или 4- сторонним расположением выводов параллельно корпуса (ИС, резисторные диодные транзисторные сборки в корпусах типа 4, и др.).
Таким образом перечисленные радиоэлементы, полупроводниковые приборы, интегральные микросхемы, электрические характеристики (разъемы) характеризуются следующими параметрами: массой, габаритными размерами, жесткостью выводов, точностью изготовления корпусов, конфигурацией, наличием и видом ключей, видом поставки, допустимыми величинами механических воздействий на корпус и выводы (растягивающих и сжимающих усилий, возникающих в процессе формовки выводов). Промышленностью выпускаются радиоэлементы, микросхемы различной формы корпуса:
· прямоугольной формы с планарными выводами (габаритные размеры: А X В - 7,5 X 7,5 мм; А X В - 52,5 X 22,5 мм);
· цилиндрической формы с осевыми выводами (габаритные размеры Д X Н-2Х 6мм; ДХН-20Х 26мм);
· цилиндрической формы с радиальными выводами (габаритные размеры: Д X Н - 4,5 X 3 мм; Д X Н - 25 X 10 мм);
· дисковой формы габаритные размеры: Д X Н 5,0 X 1 мм; Д X Н -17X5 мм);
· квадратной формы (габаритные размеры: А X В 4,5 X 4,5 мм; А X В 25X25 мм);
· прямоугольной формы (габаритные размеры: АХВ95Х6,5мм; АХ В 59,5X26,5 мм).
Высота корпуса перечисленных радиоэлементов колеблется в пределах от 2,5 до 50 мм, а их масса - от десятых долей граммов до сотен граммов.
Выводы радиоэлементов, микросхем имеют круглое или прямоугольное сечение. Длина выводов колеблется от 4 до 40 мм. Для выводов используются материалы: медь, платинит, ковар с модулями упругости для указанного материала Е = 2,1 X 10 ~6 -г 2,5 X 10 Т6 кг/см2.
Особенности состояния поставки элементной базы для условий автоматизированной сборки МЭА (ЭМ-1) в условиях ГПС
ИЭТ одного типоразмера, выпускаемые различными предприятиями-изготовителями, должны иметь единое конструктивное исполнение габаритно-присоединительные размеры и должны изготавливаться по единой конструкторско-технологической документации.
Для автоматизации операций ориентации ИЭТ и контроля правильности установки его в электронных модулях при выполнении сборочно-монтажных работ ИЭТ должны иметь четко выраженный и конструктивно оформленный ключ. Ключ, выполненный в виде скоса (выступа, выемки и прочее) на корпусе элемента располагается в зоне первого вывода. Нумерация остальных выводов ведется слева направо или по часовой стрелке снизу, т.е. со стороны расположения выводов. Для некоторых ИЭТ ориентация при установке в МЭА либо не имеет значения, например, для неполярных ИЭТ резисторов, либо обеспечивается за счет упаковки. Так, неполярные ИЭТ - диоды - при упаковке в липкую ленту располагаются таким образом, чтобы все положительные выводы были направлены в одну сторону, а отрицательные — в другую. Лента с положительными выводами при этом обязательно должна быть цветной.
Важнейшее значение для обеспечения возможности эффективной автоматизации имеет упаковка ИЭТ . В соответствии с нормативно-техническими документами ИЭТ должны поставляться в следующем виде.
ИЭТ 1-й и 2-й групп поставляются вклеенными в двухрядную липкую ленту. Шаг вклейки 5 зависит от диаметра (ширины) элемента и должен быть кратен 5 мм. Ширина липкой ленты а равна 6 или 9 мм. Расстояние между лентами Ъ определяется длиной корпуса ИЭТ и может быть 53, 63 или 73 мм. Полярные ИЭТ вклеиваются в ленту в однозначно ориентированном положении. Положительные выводы ИЭТ вклеиваются в цветную ленту.
ИЭТ 3-й, 4-й, и 8-й групп с проволочными выводами, а также транзисторы поставляются вклеенными в однорядную перфорированную ленту (рис. 1). Ширина ленты а - 18 мм. Шаг вклейки (шаг перфорированных отверстий) s в зависимости от размера корпуса ИЭТ составляет 12>7 или 15 мм. Расстояние между выводами ИЭТ b равно 2,5 или 5 мм.
В ряде случаев допускается поставка в однорядной ленте и ИЭТЭ 1-й и 2-й групп, когда они устанавливаются на печатные платы в вертикальном положении. Допускается также поставка ИЭТ 3-й и 4-й групп вклеенными в двухрядную ленту, что обеспечивает возможность их установки на печатные платы на автоматах, предназначенных для установки резисторов (в условиях отсутствия специального технологического оборудования для установки ИЭТ, упакованных в однородную ленту) .
ИЭТ, упакованные в ленты поставляют на катушках вместимостью от одной до пяти тысяч штук ИЭТ с межслойной прокладкой, исключающей повреждения изделий и их выводов.
ИЭТ 5-й, 6-й, 7-й, и 9-й групп, как правило, поставляются ориентированными в специальных прямоточных одноручьевых технологических кассетах.
ИЭТ 10-й группы поставляются в индивидуальной таре-спутнике, исключающей деформацию корпуса и выводов при их хранении и транспортировании, а также обеспечивающей возможность свободного доступа к выводам для автоматизированного контроля их параметров. Тара-спутник выполняется двухдетальной из антистатических материалов. Интегральные схемы (ИС) размещаются в ней строго однозначно - крышкой вниз и с ключом, расположенным в сторону двух пазов тары-спутника.
Обратимся теперь к рассмотрению основных технических требований, предъявляемых в ИЭТ по их стойкости к технологическим воздействиям. К числу таких требований относятся следующие.
Конструкция ИЭТЭ должна обеспечивать трехкратное воздействие групповой пайки и лужения выводов горячим способом без применения теплоотводов и образование надежного паяного соединения при температуре пайки не выше 265 °С в течение не более 4 с.
Выводы и контактные площадки ИЭТ должны обеспечивать паяемость с использованием спирто-канифольных не активированных флюсов и спирто-канифольных не коррозионных слабоактивизированных флюсов (не более 25 % канифоли) без дополнительной подготовки в течение 12 месяцев с момента изготовления.
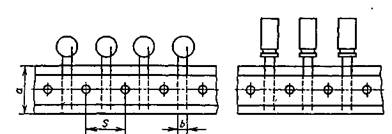
Рис.1 - Упаковка ИЭТ в однорядную ленту
Основные технические требования, выдвигаемые применительно к ПП для ЭМ-1, изготавливаемой в условиях ГПС сборки и монтажа
1. ПП должны быть прямоугольной формы с соотношением сторон не более чем 1:2. Это необходимо для того, чтобы обеспечить достаточную жесткость печатной платы при воздействии на нее механических усилий со стороны автоматической укладочной головки ГПС.
2. Для фиксации ПП на координатном столе сборочного автомата в конструкции печатных плат должны быть предусмотрены базовые фиксирующие поверхности, от которых производится отсчет координат монтажных отверстий или контактных площадок. Для автоматизированной сборки в качестве базовых фиксирующих поверхностей можно выбирать отверстия (например, крепежные), расположенные возле одной из сторон ПП или по диагонали. Точность расположения фиксирующих отверстий должна быть не ниже ± 0,05 мм. Для автоматической сборки в качестве базовых фиксирующих поверхностей следует выбирать две взаимопенпердикулярные стороны (например, в нижнем левом углу платы). Базирование на угол платы облегчает автоматическую замену любых ПП, в том числе и разных типоразмеров, на сборочном автомате. Базирование на отверстия обеспечивает возможность автоматической замены плат только одного типоразмера.
Предельные отклонения монтажных отверстий и контактных площадок от базовых поверхностей должны быть не более ± 0,1 мм.
3. ПП должны иметь зоны, свободные от ИЭТ , для фиксации их в направляющих координатного стола сборочного автомата, накопителях ПП и транспортной таре. Эти зоны располагаются, как правило, вдоль длинных краев ПП на расстоянии 5 мм — для бытовой аппаратуры, и на расстоянии не менее 2,5 мм — для аппаратуры специального назначения.
Перечисленные основные конструкторско-технологические признаки и особенности ИЭТ накладывают существенные ограничения на методы и технические средства пространственного манипулирования, предъявляют особые требования к обеспечению технологичности конструкции ЭМ-1 как объекта автоматической (роботизированной) сборки, прогнозированию и оценке показателя собираемости ЭМ-1, достижению требуемого уровня типизации и унификации конструкторско-технологических решений ЭМ-1, а также элементов конструкции ТМ ГПС сборки и монтажа ЭМ-1.
Кратная конструкторско-технологическая характеристика ЭМ-1 как объектов автоматизированной сборки и монтажа в ГПС
С позиций сбор и монтажа ЭМ-1 делятся на три группы: ЭМ-1 на ИС со штырьковыми выводами; ЭМ-1 на ИС с планарными выводами; ЭМ-1 на дискретных ИЭТ .
Определяющим признаком технологической классификации является тип элементной базы ЭМ-1, так как именно от нее зависит тип и характер технологического процесса, который должен быть использован при изготовлении электронного модуля. Однако на практике чаще всего встречаются различные комбинации состава элементной базы, что приводит к необходимости использования различных технологических процессов. При этом особенно важна принятая последовательность выполнения операций технологического процесса.
Электронные модули изготовления в условиях ГПС должны удовлетворять следующим техническим требованиям:
1. электронный модуль должен быть функционально законченным с тем, чтобы его изготовление, в том числе электрический контроль, можно было организовать на специализированном производстве (участке);
2. для обеспечения возможности применения групповой пайки волной припоя все ИЭТ со штырьковыми выводами должны располагаться на печатной плате только с одной ее стороны. Для ИЭТ с планарными выводами расположение с двух сторон печатной платы;
3. автоматизированной установке на печатные платы подвергаются только те ИЭТ, которые не требуют дополнительного крепления;
4. вокруг ИЭТ, устанавливаемый на ПП, должны быть предусмотрены свободные зоны — зоны работы инструмента установочных головок. Для повышения плотности монтажа допускается применение принципа "наложения" свободных зон. При этом обязательной становится необходимость соблюдения такой последовательности установки ИЭТ на плату, при которой первым устанавливается ИЭТ с более широкой зоной, а в последнюю с наименьшей зоной.
Типовые схемы сборки применительно к типовым конструкциям электронных модулей приведены на рис. 2, 3 и 4.
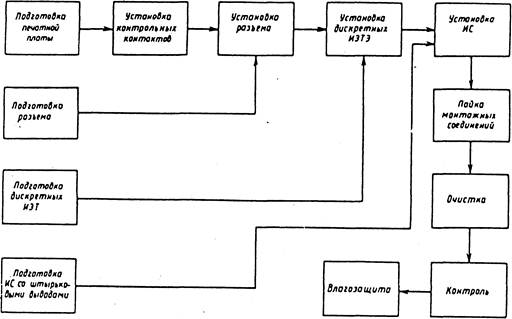
Рис. 2 - Схема технологического процесса сборки ЭМ-1 на ИС со штырьковыми выводами
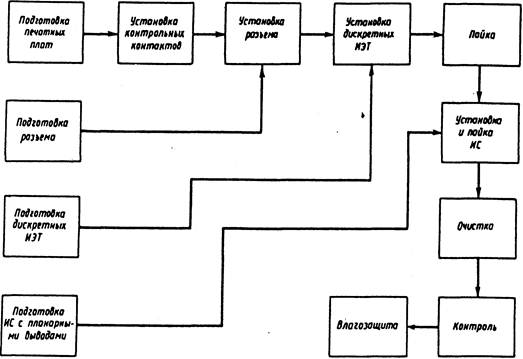
Рис. 3 - Схема технологического процесса сборки ЭМ-1 на ИС с планарными выводами
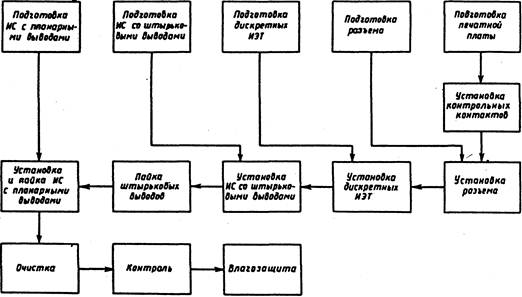
Рис. 4 - Схема технологического процесса сборки и монтажа ЭМ-1 с применением различной элементной базы.
Из указанных рисунков видно, что сборочно-монтажные работы при изготовлении ЭМ-1 представляют собой комплекс различных по характеру механических, физических и химических процессов, сочетающихся между собой в технологическом процессе в различной последовательности.
Об этом свидетельствуют такие примеры:
· формовка выводов, установка и крепление на печатных платах электрорадиоэлементов и интегральных схем — механические процессы;
· обезжиривание, склеивание, отмывка от остатков флюсов после пайки — химические процессы;
· лужение, пайка, сварка — физико-химические и физике-металлургические процессы
· обжимка, накрутка монтажных соединений - физико-механические процессы и т. д.
Все эти обстоятельства серьезно повлияли на необходимость обеспечения требуемого уровня автоматизации технологических процессов сборки и монтажа ЭМ-1.
Список литературы
1. Р.И. Гжиров, П.П. Серебреницкий. Программирование обработки на станках с чпу. Справочник, - Л.: Машиностроение, 1990. – 592 с.
2. Роботизированные технологические комплексы / Г. И. Костюк, О. О. Баранов, И. Г. Левченко, В. А. Фадеев – Учеб. Пособие. – Харьков. Нац. аэрокосмический университет «ХАИ», 2003. – 214с.
3. Н.П.Меткин, М.С.Лапин, С.А.Клейменов, В.М.Критський. Гибкие производственные системы. – М.: Издательство стандартов, 1989. – 309с.
4. Гибкие робототехнические системы / А. П. Гавриш, Л. С. Ямпольский, - Киев, Головное издательство издательского объединения “Вища школа”, 1989. - 408с.
5. Широков А.Г. Склады в ГПС. – М.: Машиностроение, 1988. – 216с.
6. Проектирование металлорежущих станков и станочных систем: Справочник-учебник в 3-х т. Т. 3: Проектирование станочных систем /Под общей ред. А.С. Проникова - М.: Изд-во МГТУ им. Н.Э.Баумана; Изд-во МГТУ «Станкин», 2000. - 584 с.
8. Иванов Ю.В., Лакота Н.А. Гибкая автоматизация производства производства РЭА с применением микропроцессоров и роботов: Учеб. пособие для вузов. – М.: Радио и связь, 1987. – 464 с.
9. Промышленные роботы: Конструкция, управление, эксплуатация. / Костюк В.И., Гавриш А.П., Ямпольский Л.С., Карлов А.Г. – К.: Высш.шк., 1985. – 359
10. Гибкие производственные комплексы /под.ред. П.Н.Белянина. – М.: Машиностроение, 1984. – 384с.