


Технология технического осмотра и ремонта автомобиля КамАЗ-5460 с восстановлением коленчатого вала
МИНОБРНАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ГОСУДАРСТВЕННОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
КАМСКАЯ ГОСУДАРСТВЕННАЯ ИНЖЕНЕРНО – ЭКОНОМИЧЕСКАЯ АКАДЕМИЯ
Автомеханический факультет
Кафедра: «СТС»
КУРСОВАЯ РАБОТА
По дисциплине: «ТО и ремонт автомобиля»
На тему: «Технология технического осмотра и ремонта автомобиля КамАЗ-5460 с восстановлением коленчатого вала»
Выполнил: студент гр. 2257
Арсланов Ф.Ф.
Проверил: к.т.н., доцент
Шайхутдинов И.Ф.
Набережные Челны 2011 г.
Содержание
1. КамАЗ-5460
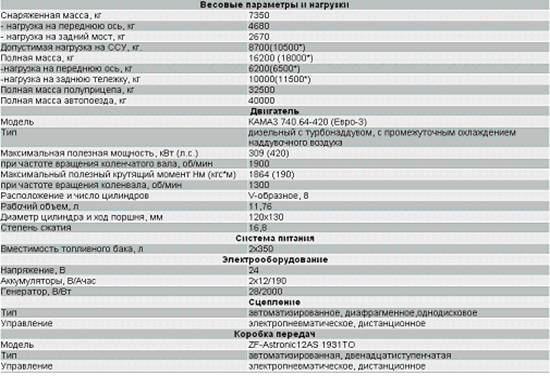
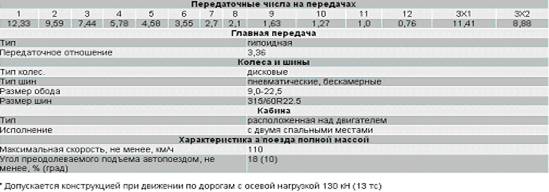
1.1 Технические характеристики КамАЗ-5460
1.2 Конструктивные особенности и характеристика двигателей КамАЗ
1.3 Текущий ремонт автомобилей КамАЗ
1.4 Текущий ремонт двигателей – КамАЗ
2. Двигатель КамАЗ-5460
2.1 Блок цилиндров и привод агрегатов
2.2 Неисправности двигателей КамАЗ
2.3 Конструктивные особенности и дефекты коленчатых валов
2.4 Технические условия на контроль, сортировку и восстановление коленчатых валов и противовесов
2.5 Технологический процесс восстановления коленчатых валов
2.6 Замена вкладышей после восстановления коленчатого вала
2.7 Сборка коленчатого вала и установка его в блок цилиндров
2.8 Технология капитального ремонта двигателей КамАЗ
3. Способы восстановления деталей
3.1 Восстановление деталей дополнительными ремонтными деталями
3.2 Восстановление деталей за счет снятия металла с их поверхностей
3.3 Восстановление деталей металлами
3.3.1 Вибродуговая наплавка
3.3.2 Наплавка в среде защитного газа
3.3.3 Наплавка под слоем флюса
3.3.4 Осталивание (железнение)
3.3.5 Плазменная наплавка
3.3.6 Сварка
3.3.7 Хромирование
4. Список использованной литературы
1. КамАЗ-5460
1.1 Технические характеристики КамАЗ-5460
1.2 Конструктивные особенности и характеристика двигателей КамАЗ
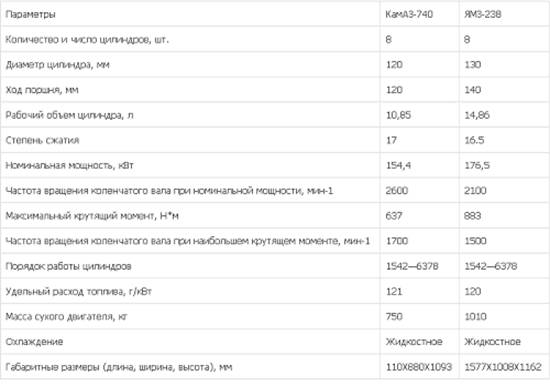
Конструкция дизельного двигателя КамАЗ-740 по сравнению с существующими дизельными двигателями обладает рядом преимуществ. Он имеет малую массу, небольшие габаритные размеры (почти в два раза меньше, чем у двигателя ЯМЗ-238), большую мощность, высокие степень сжатия, частоту вращения и экономичность.
Цилиндры двигателя расположены в два ряда с углом развала между ними 90 °. Двухрядное расположение цилиндров с большим углом их наклона позволило сократить габариты двигателя.
Таблица 1. Техническая характеристика дизельных двигателей
Пространство в развале между цилиндрами используется для размещения распределительного вала, привода к клапанам, топливного насоса высокого давления, насоса гидроусилителя рулевого управления, компрессора для подачи сжатого воздуха в тормозную систему автомобиля.
В выпускном коллекторе установлены подвижные заслонки, позволяющие перекрывать выход отработавших газов или воздуха при отключении подачи топлива.
Такая конструкция позволяет использовать компрессию двигателя при торможении автомобиля вспомогательных тормозов на спусках в холмистой и горной местностях. Установка в тормозной системе вспомогательного тормоза значительно снижает нагрузку на тормозные механизмы автомобиля и увеличивает срок их службы.
По своим техническим данным отечественный дизельный двигатель КамАЗ-740 не уступает уровню лучших мировых образцов. Сравнительная техническая характеристика отечественных дизельных двигателей приведена в табл. 1.
Однако новые быстроходные двигатели КамАЗ и их модификации отличаются наличием сложных узлов, механизмов и систем, требующих квалифицированного подхода при организации их ремонта.
1.3 Текущий ремонт автомобилей КамАЗ
Объем текущего ремонта автомобиля зависит от характера работ, которые определяются при возникновении неисправностей или при техническом обслуживании машин. Объем работ при текущем ремонте машин обычно не превышает 30 чел.-ч. Содержание операций технологического процесса текущего ремонта может быть различным, так как оно зависит от количества и характера выявленных неисправностей, способов их устранения. Выполняется текущий ремонт машины в соответствии с маршрутной схемой технологического процесса. Он начинается с уточнения неисправностей и определения способов их устранения. При необходимости автомобиль перед ремонтом очищается от загрязнений и подвергается мойке. Неисправные приборы, механизмы, узлы и агрегаты могут ремонтироваться непосредственно на машине или после снятия их с автомобиля.
1.4 Текущий ремонт двигателей – КамАЗ
Текущий ремонт двигателя производится путем его разборки, замены или восстановления деталей и устранения неисправностей.
При текущем ремонте двигателя допускается замена следующих деталей: поршневых колец, поршневых пальцев, тонкостенных вкладышей коренных и шатунных подшипников, прокладки головки блока. Неисправности устраняются выполнением слесарно-механических работ. Шатуны в случае изгиба или скручивания правятся после закрепления их в приспособлении с индикаторами путем деформации с помощью ломика или захвата.
Прилегание клапанов к их седлам восстанавливается путем притирки рабочих фасок клапанов к их седлам. При большом износе фасок клапанов и их гнезд производится предварительная шлифовка седел и фасок клапанов конусными абразивными кругами с использованием шлифовального приспособления. После шлифования фасок клапанных гнезд клапаны притираются при помощи ручной пневматической дрели абразивной пастой до образования фасок на рабочей поверхности гнезда и клапана шириной не менее 1,5 мм. Фаски должны иметь матовую поверхность по всей окружности и обеспечивать герметичность прилегания клапана к седлу.
техосмотр ремонт коленчатый вал камаз
2. Двигатель КамАЗ
На автомобили КАМАЗ устанавливаются двигатели моделей КАМАЗ-740.10; КАМАЗ-7403.10 или КамАЗ-740.11-240.
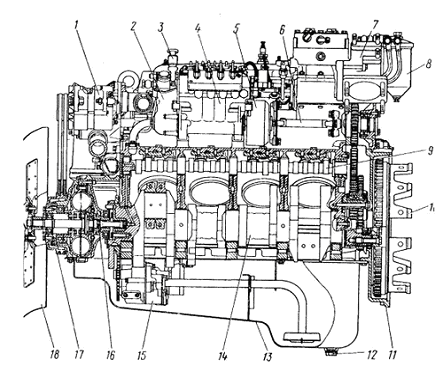
Рис. 1. Продольный разрез двигателя КамАЗ-740.10:
1 - генератор;
2 - насос топливный низкого давления;
3 - насос топливоподкачивающий ручной;
4 - насос топливный высокого давления;
5 - муфта автоматическая опережения впрыскивания топлива;
6-полумуфта ведущая привода топливного насоса высокого давления;
7-патрубок соединительный впускных воздухопроводов;
8 - фильтр тонкой очистки топлива;
9 - вал кулачковый;
10 -маховик;
11 - картер маховика;
12-пробка сливная;
13-картер двигателя;
14-вал коленчатый;
15 - насос масляный;
16 - валик привода ведущей части гидромуфты;
17 - шкив привода генератора;
18-крыльчатка вентилятора
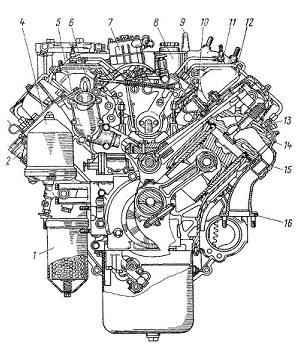
Рис. 2. Поперечный разрез двигателя КамАЗ-740.10:
1 - фильтр полнопоточный очистки масла;
2 - горловина маслозаливная;
3 -указатель уровня масла;
4 - фильтр центробежный масляный;
5 -коробка термостатов;
6 - рым-болт передний;
7 - компрессор;
8 -насос гидроусилителя рулевого управления;
9 - рым-болт задний;
10 - труба водяная левая;
11 - свеча факельная;
12- воздухопровод впускной левый;
13 - форсунка;
14 - скоба крепления форсунки;
15 - патрубок выпускного коллектора;
16 - коллектор выпускной
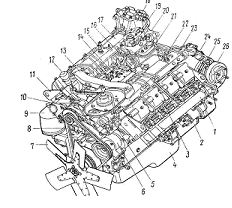
Рис. 3. Двигатель КамАЗ-7403.10 с турбонаддувом: 1 - коллектор выпускной; 2 - стартер; 3 - крышка головки цилиндра; 4 - картер масляный; 5 -кронштейн рычага переключения передач; 6 - насос водяной; 7 - крыльчатка вентилятора; 5 - ремни привода; 9 -фильтр центробежный масляный; 10 -генератор; 11, 25 - кронштейны; 12-рычаг переключения передач; 13 -патрубок объединительный; 14 - крышка регулятора топливного насоса высокого давления; 15, 22 - свечи факельные; 16 - клапан электромагнитный; 17, 23 - коллекторы впускные; 18 -фильтр тонкой очистки топлива; 19 -компрессор; 20,26 - турбокомпрессоры; 21 - бачок насоса гидроусилителя рулевого управления; 24 – патрубок
Двигатели КАМАЗ-740.10 и КАМАЗ-7403.10 имеют следующие конструктивные особенности:
—поршни, отлитые из высококремнистого алюминиевого сплава, с чугунной упрочняющей вставкой под верхнее компрессионное кольцо и коллоидно-графитным приработочным покрытием юбки;
—гильзы цилиндров, объемно закаленные и обработанные плосковершинным хонингованием;
—поршневые кольца с хромовым и молибденовым покрытием боковых поверхностей;
—трехслойные тонкостенные сталебронзовые вкладыши коренных и шатунных подшипников;
—закрытую систему охлаждения, заполняемую низкозамерзающей охлаждающей жидкостью, с автоматическим регулированием температурного режима, гидромуфтой привода вентилятора и термостатами;
—высокоэффективную фильтрацию масла, топлива и воздуха бумажными фильтрующими элементами;
—электрофакельное устройство подогрева воздуха, обеспечивающее надежный пуск двигателя при отрицательных температурах окружающего воздуха до минус 25 С.
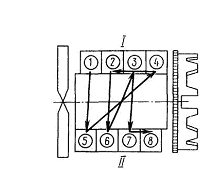
Рис. 4. Схема нумерации и порядок работы цилиндров:
1...8 - цилиндры; I - правый ряд; II - левый ряд
2.1 Блок цилиндров и привод агрегатов
Блок цилиндров отлит из легированного серого чугуна заодно с верхней частью картера. Картерная часть блока связана с крышками коренных опор поперечными болтами-стяжками, что придает прочность конструкции. Для увеличения продольной жесткости наружные стенки блока выполнены криволинейными. Бобышки болтов крепления головок цилиндров представляют собой приливы на поперечных стенках, образующих водяную рубашку блока.
Левый ряд цилиндров смещен относительно правого вперед на 29,5 мм, что вызвано установкой на одной кривошипной шейке коленчатого вала двух шатунов.
Спереди к блоку крепится крышка, закрывающая гидромуфту привода вентилятора, сзади — картер маховика, который служит крышкой механизма привода агрегатов, расположенного на заднем торце блока.
Гильзы цилиндров «мокрого» типа легкосъемные, изготовлены из специального чугуна, объемно закалены для повышения износостойкости.
Зеркало гильзы обработано плосковершинным хонингованием для получения сетки впадин и площадок под углом к оси гильзы. Такая обработка способствует удержанию масла во впадинах и лучшей прирабатываемости гильзы.
В соединении гильза — блок цилиндров водяная полость уплотнена резиновыми кольцами круглого сечения. В верхней части установлено кольцо под бурт в проточку гильзы, в нижней части два кольца установлены в расточки блока.
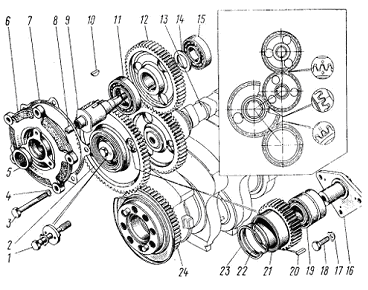
Рис. 5. Шестерня привода генератора: 1 - болт М12х1,25x90 крепления роликового подшипника; 2, 21 - шестерни промежуточные; 3-болт; 4 - шайба пружинная; 5-манжета; 6-корпус заднего подшипника; 7-прокладка; 8 - сухарь; 9 - вал шестерни привода топливного насоса высокого давления; 10, 20 - шпонки;
11, 15 - подшипники шариковые;
12 - шестерня привода топливного насоса высокого давления;
13-вал распределительный в сборе с шестерней; 14 -шайба упорная; 16 - ось ведущей шестерни; 17 - шайба; 18 - болт MIOxl,25x25; 19 - подшипник роликовый конический двухрядный; 22 - кольцо упорное; 23 - кольцо стопорное; 24 - шестерня ведущая коленчатого вала
Привод агрегатов (рис. 5) шестереночный с прямозубыми шестернями, газораспределительный механизм приводится в действие от ведущей шестерни 24, установленной с натягом на хвостовике коленчатого вала, через блок промежуточных шестерен 2 и 21.
Блок промежуточных шестерен вращается на сдвоенном коническом роликоподшипнике 19. Шестерня распределительного вала 13 установлена на хвостовик вала с натягом.
При сборке надо следить, чтобы метки на торце шестерен, находящихся в зацеплении, были совмещены.
Привод топливного насоса высокого давления осуществляется от шестерни 12, находящейся в зацеплении с шестерней распределительного вала. Вращение к топливному насосу высокого давления передается через ведущую и ведомую полумуфты с упругими пластинами, которые компенсируют несоосность.
С шестерней 12 привода топливного насоса находятся в зацеплении шестерня привода компрессора и шестерня привода насоса гидроусилителя руля.
Моменты затяжки болтов 18 крепления оси промежуточных шестерен 49,1...60,8 Н-м (5...6,2 кгс.м), болта 1 крепления роликоподшипника 88,3... 98,1 Н-м (9...10 кгс.м).
2.2 Неисправности двигателей КамАЗ
Основными неисправностями двигателя могут быть следующие:
- уменьшение мощности двигателя, увеличение расхода топлива и масла;
- повышение дымности отработавших газов; уменьшение давления масла в системе двигателя при температуре выше О °С;
- неустойчивая работа двигателя на холостом ходу; работа двигателя с перебоями или перегревом; глухие стуки в подшипниках коленчатого вала; заклинивание коленчатого вала;
- звонкие стуки деталей газораспределительного механизма;
- подтекание жидкости в соединениях системы охлаждения.
Возможные неисправности двигателей КамАЗ-740, причины их возникновения и рекомендуемые способы их устранения представлены в табл. 2.
Неисправности двигателя обусловливаются неисправностями шатунно-кривошипного и газораспределительного механизмов. Признаками неисправностей указанных механизмов являются глухие ритмичные стуки в нижней части картера двигателя и звонкие стуки в головках цилиндров.
Для шатунно-кривошипного механизма наиболее характерными являются износ шеек коленчатого вала и его подшипников.
Кроме того, могут иметь место проворот вкладышей и заклинивание коленчатого вала из-за закоксовывания масляных каналов в шейках коленчатого вала, обрыв шатунов и шатунных болтов, износ поршневых колец и гильз цилиндров, кавитационный износ трех отверстий для прохода охлаждающей жидкости «Тосол» в головках цилиндров под воздействием ударных колебаний.
Износ поршневых колец и внутренних поверхностей гильз цилиндров, а также пригорание колец в канавках поршней приводят к снижению компрессии и уменьшению мощности двигателя. Признаками этих неисправностей являются повышенная дымность отработавших газов, а также увеличенный расход топлива и масла.
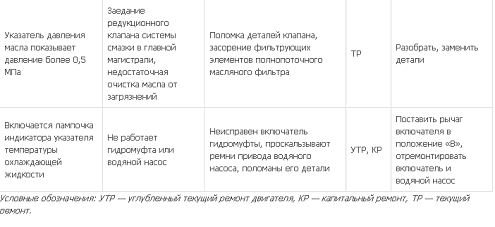
Таблица 2. Основные неисправности двигателей КамАЗ-740
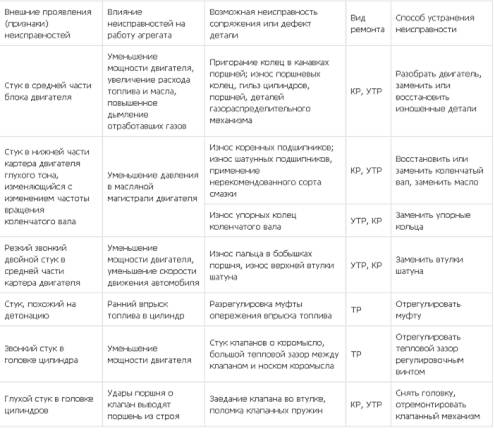
Звонкие стуки, возникающие при изменении подачи топлива с увеличением нагрузки на двигатель, являются следствием износа втулок верхней головки шатунов, пальцев и бобышек поршня.
Глухие стуки, появляющиеся при резкой подаче топлива на холостом ходу двигателя, свидетельствуют об увеличении зазора между коренными и шатунными шейками коленчатого вала и вкладышами подшипников. Это происходит в результате износа антифрикционного слоя вкладышей и шеек коленчатого вала.
Уменьшение мощности и перебои в работе двигателя свидетельствуют об износе деталей газораспределительного механизма. Это является следствием неплотного закрытия гнезд клапанов и увеличенных зазоров между стержнями клапанов и носками коромысел, что приводит к характерному металлическому стуку.
Глухой металлический стук на холостом ходу и усиление его при увеличении подачи топлива являются признаком поломки клапанных пружин или заедания клапанов.
Восстановление деталей шатунно-кривошипного и газораспределительного механизмов производится при капитальном или углубленном текущем ремонте двигателей.
Перегрев двигателя и нарушение теплового режима происходят вследствие следующих неисправностей системы охлаждения: понижения уровня охлаждающей жидкости в системе, ослабления натяжения приводных ремней, засорения трубок радиатора, а также неисправности в работе гидромуфты.
Увеличение дымности отработавших газов со специфическим синеватым оттенком при выходе их из глушителя и падение давления масла являются следствием неисправности системы смазки.
Важное значение имеют применение масла рекомендуемого сорта и поддержание нормального уровня его в картере. Уменьшение уровня масла приводит к уменьшению подачи его к трущимся поверхностям деталей. При большом уровне масло забрызгивается в камеру сгорания и сгорает в ней, выделяя дым характерного синего цвета. Неисправности системы смазки, засорение масляных фильтров и маслопроводов приводят к преждевременному износу всех деталей шатунно-кривошипного и газораспределительного механизмов.
2.3 Конструктивные особенности и дефекты коленчатых валов
Коленчатый вал изготовлен горячей штамповкой из стали 42ХМФА-Ш. Он имеет 5 коренных опор и 4 шатунные шейки. В шатунных шейках имеются закрытые заглушки и внутренние полости для центробежной очистки масла. На носке коленчатого вала установлена шестерня привода масляного насоса, на хвостовике — распределительная шестерня в сборе с маслоотражателем. От осевых смещений вал фиксируется четырьмя сталеалюминиевыми полукольцами, которые устанавливаются в выточке задней коренной опоры. Хвостовик коленчатого вала уплотняется резиновым самоподвижным сальником. Для улучшения работы системы смазки в шатунных шейках коленчатых валов последних выпусков устанавливаются втулки для центробежной очистки масла, как показано на рис. 6.
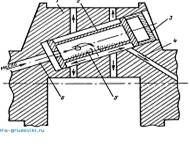
Рис. 6. Схема установки втулок для центробежной очистки масла внутри коленчатого вала:1 — шатунная шейка коленчатого вала; 2 — бронзовая втулка; 3 — заглушка; 4, 6 — масляные каналы; 5 — отстой
Заглушки коленчатого вала при капитальном ремонте подлежат 100 %-й замене. Извлекаются они из своих гнезд перед мойкой коленчатого вала специальным съемником. Коленчатые валы при поступлении в углубленный текущий или капитальный ремонт могут иметь следующие дефекты:
обломы и трещины; изгиб вала (5—10 % от общего количества коленчатых валов, поступающих в капитальный ремонт); износ коренных и шатунных шеек.
2.4 Технические условия на контроль, сортировку и восстановление коленчатых валов и противовесов
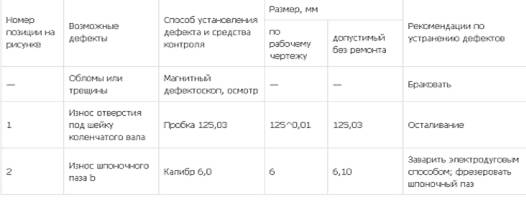
Дефектация, восстановление коленчатых валов и контроль их после восстановления осуществляются на основании технических условий. Технические условия на контроль, сортировку и восстановление коленчатого вала представлены в табл. 3, а противовесов — в табл. 4.
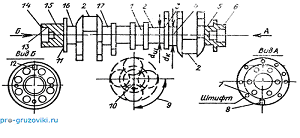
Рисунок 7. Деталь № 740.1005020
Материал: сталь 42ХМФА-Ш
Твердость шеек: HRC 60

Рисунок 8. Деталь № 740.1005026
Материал: Сталь 35
Твердость противовеса: НВ 167—212
Таблица 3.
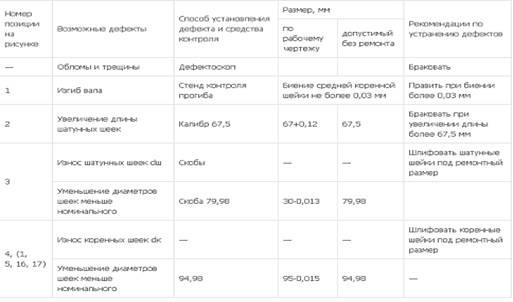
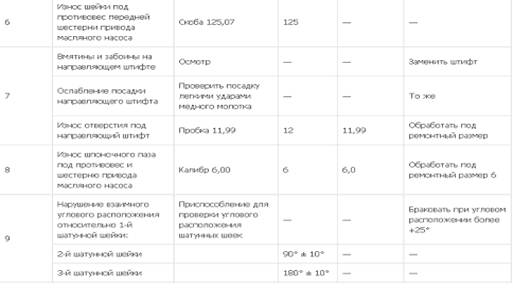
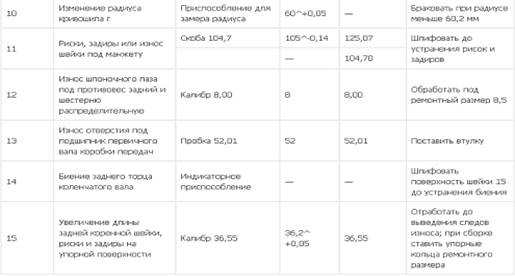
Таблица 4.
2.5 Технологический процесс восстановления коленчатых валов
Технологический процесс восстановления коленчатых валов включает следующие операции: мойку, разборку и дефектацию коленчатого вала; проверку биения по средней шейке; правку коленчатого вала на прессе (при необходимости); установку пробок в отверстия масляных каналов вместо заглушек; шлифование коренных и шатунных шеек; контроль размеров коренных, шатунных шеек и радиуса кривошипа; полирование коренных и шатунных шеек и сборку коленчатого вала. Разборка коленчатого вала включает следующие операции: снятие шестерни привода масляного насоса, переднего и заднего выносных противовесов; изъятие заглушек и втулок центробежной очистки масла и внутренних полостей масляных каналов коленчатого вала. Правка коленчатого вала производится на прессе при наличии изгиба вала более 0,05 мм. Для правки вал устанавливается на призмы крайними коренными шейками, средняя шейка устанавливается под штоком гидравлического пресса таким образом, чтобы прогиб вала находился в верхней части (под штоком пресса). Контроль осуществляется с помощью индикаторного приспособления. На среднюю шейку устанавливается призма со сферическим углублением для предохранения от повреждения шейки вала, и усилием пресса вал прогибается на величину, превышающую изгиб вала в 10 раз.
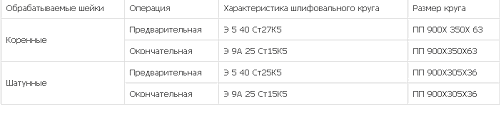
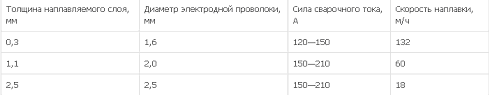
Шейки коленчатого вала шлифуются на круглошлифовальных станках ЗА432. Режимы шлифовки коренных и шатунных шеек коленчатого вала приведены в табл. 5.
Порядок шлифования следующий. В первую очередь шлифуются коренные шейки после установки коленчатого вала в центрах станка. Во вторую очередь шлифуются шатунные шейки.
Для шлифования шатунных шеек коленчатый вал на станке устанавливается в центросместителях, обеспечивающих смещение оси вала на величину радиуса кривошипа, который имеет размер (604+-0,5) мм, и совмещение осей шатунных шеек с осью шпинделя станка. Шлифование начинается с первой шатунной шейки, для шлифования следующей шейки вал поворачивается на угол 90°.
В процессе шлифования шеек производится контроль их размеров и радиуса кривошипа.
Все коренные и шатунные шейки шлифуются под один ремонтный размер.
После шлифования шейки подвергаются полировке в течение 1 мин на полировальных станках полировальной лентой ЭБ220 или пастой ГОИ № 10.
Восстановленные коленчатые валы поступают на сборку.
Шестерни привода масляного насоса из-за ненадежного его крепления могут иметь следующие дефекты: обрыв шестерни, накрен на зубьях, выкрашивание зубьев. Шестерни, имеющие указанные выше дефекты, заменяются новыми.
Противовесы подвергаются осмотру на магнитном дефектоскопе и контролю жестким мерительным инструментом.
Противовесы, имеющие обломы или трещины, выбраковываются; имеющие износ отверстий под шейки вала восстанавливаются осталиванием (железнением). Изношенные пазы под шпонку завариваются электродуговой сваркой и фрезеруются новые.
Таблица 5. Режимы шлифования коренных и шатунных шеек коленчатого вала
2.6 Замена вкладышей после восстановления коленчатого вала
Вкладыши подшипников коленчатого вала и нижней головки шатуна сменные, тонкостенные, трехслойные, с рабочим слоем из свинцовистой бронзы. Верхний и нижний вкладыши коренного подшипника коленчатого вала невзаимозаменяемые. В верхнем вкладыше имеются отверстие для подвода масла и канавка для его распределения.
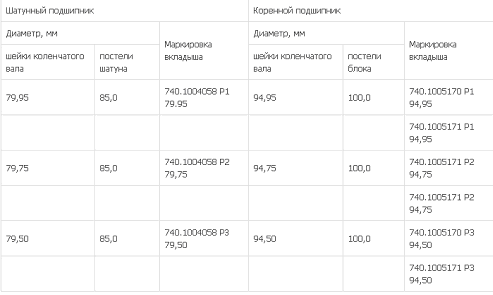
Камское объединение выпускает десять ремонтных размеров вкладышей. Это позволяет восстанавливать шейки коленчатого вала шлифованием под ремонтный размер. Обозначение вкладышей соответствующей шейки, диаметр вала и диаметр постели в блоке цилиндров и шатуне нанесены на тыльной стороне вкладыша. Размеры шатунных и коренных шеек коленчатого вала представлены в табл. 6 и 7.
Размеры шеек коленчатого вала и гнезда в блоке цилиндров должны соответствовать ремонтным размерам вкладышей. Перед установкой коленчатого вала в блок цилиндров рабочая поверхность вкладышей коренных подшипников и коренные шейки коленчатого вала смазываются чистым дизельным маслом, упорные полукольца коленчатого вала устанавливаются в выточках задней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. При правильной сборке подшипников вал должен свободно проворачиваться от усилия руки, а осевой зазор в упорном подшипнике должен быть 0,050—0,215 мм. Увеличение длины задней коренной шейки компенсируется подбором полуколец ремонтного размера.
Таблица 6. Ремонтные размеры шеек коленчатого вала и вкладышей двигателей КамАЗ-740
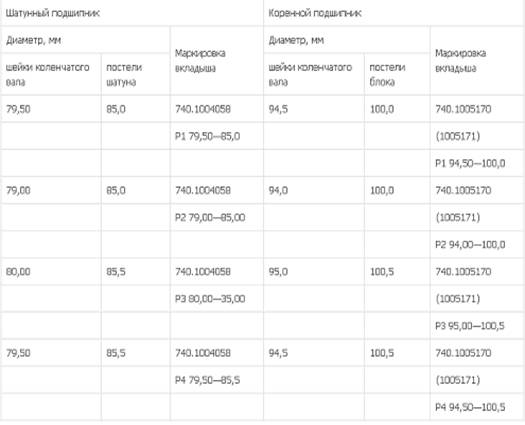
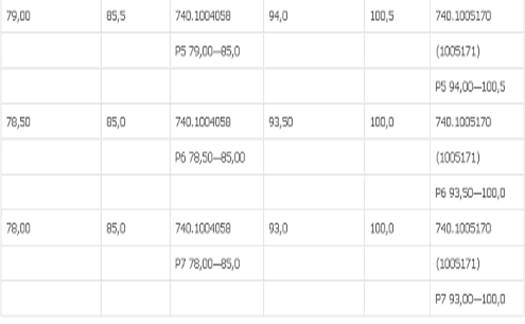
Таблица 7. Ремонтные размеры шеек коленчатого вала и вкладышей двигателей КамАЗ-740
2.7 Сборка коленчатого вала и установка его в блок цилиндров
Коленчатый вал перед сборкой обдувается сжатым воздухом.
Сборка коленчатого вала производится в следующей последовательности. В полости масляных каналов шеек устанавливаются втулки центробежной очистки масла. Сверху каналы запрессовываются заглушками. После этого на коленчатый вал напрессовываются шестерни и противовесы. На носок коленчатого вала устанавливаются шестерня привода масляного насоса и передний выносной противовес, на хвостовике — распределительная шестерня в сборе с маслоотражателем и задний выносной противовес. Шестерни и противовесы на коленчатый вал напрессовываются при сборке. Перед напрессовкой они нагреваются до температуры 105 °С. Напрессовка шестерни производится до упора ее в буртик вала. Собранный коленчатый вал показан на рис. 9.
Коленчатый вал перед установкой в блок цилиндров балансируется динамически относительно оси крайних коренных шеек на балансировочной машине. Перед балансировкой на каждую шейку устанавливается груз массой (8525±1) г. Центры тяжести грузов должны совпадать с осями шатунных шеек. Допустимая несбалансированность не должна превышать 80 г. Дисбаланс устраняется удалением металла сверлением в противовесах, изготовленных за одно целое с валом.
Непосредственно перед установкой коленчатого вала в блок рабочая поверхность вкладышей коренных подшипников и коренные шейки вала смазываются чистым дизельным маслом. Размеры вкладышей коренных подшипников должны соответствовать размерам шеек коленчатого вала и гнездам в блоке цилиндров.
Упорные полукольца вала устанавливаются в выточку последней коренной опоры так, чтобы стороны с канавками прилегали к упорным торцам вала. Болты крепления крышек коренных подшипников предварительно затягиваются со стороны правого, а затем со стороны левого рядов цилиндров с моментом затяжки 90— 120 Н*м, а затем окончательно - с моментом затяжки 210— 235 Н*м.
Контроль затяжки шатунных болтов осуществляется по их удлинению. Удлинение шатунных болтов после затяжки подшипников должно быть 0,25—0,27 мм.
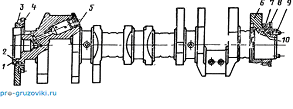
Рис. 9. Коленчатый вал в сборе: 1 — передний торец коленчатого вала; 2 — шпонка; 3,6 — противовесы; 4 — шестерня привода масляного насоса; 5 — заглушка; 7 — распределительная шестерня; 8 — маслоотражатель; 9 — установочный штифт; 10 — шпонка
При правильной сборке подшипников коленчатый вал должен свободно проворачиваться от усилия руки, приложенного к установочным штифтам маховика. Осевой зазор в упорном подшипнике должен быть 0,05—0,20 мм.
2.8 Технология капитального ремонта двигателей КамАЗ
Капитальный ремонт двигателей КамАЗ-740 осуществляется в соответствии с разработанным для них технологическим процессом на стационарных ремонтных заводах.
Технологический процесс капитального ремонта двигателей включает следующие технологические операции: снятие навесного оборудования, мойку двигателей в сборе без навесного оборудования, разборку двигателей на узлы и детали, мойку деталей, дефектацию и восстановление деталей, комплектовку узлов, общую сборку двигателей, обкатку двигателей (приработку и испытание), окраску и предъявление отремонтированного двигателя ОТК.
Схема маршрутного технологического процесса капитального ремонта двигателей КамАЗ представлена на рис. 10. Технологический процесс капитального ремонта двигателей КамАЗ-740 отличается от углубленного текущего ремонта более широкой номенклатурой восстанавливаемых, изготавливаемых и заменяемых деталей.
С двигателей, поступивших в капитальный ремонт, снимается навесное оборудование, отворачивается пробка картера и сливается масло и двигатель подвергается наружной мойке. Мойка производится в моечной машине роторного типа модели 29.4948.
Двигатели загружаются в люльки вращающейся крестовины машины. Люльки периодически погружаются в ванну с водным раствором. Водный раствор синтетических моющих средств (CMC) через отверстия в стенках люлек заполняет внутреннюю полость поддона картеров двигателей и при поднятии люлек выливается из картера, и таким образом осуществляется мойка не только наружной части двигателя, но и внутренней его части.
Мойка осуществляется горячим (90...95 °С) CMC с непрерывной очисткой раствора от маслянистых и твердых загрязнений. Периодическое погружение двигателей в раствор и их вибрация с частотой 46 Гц позволяют очищать от загрязнений не только с наружной стороны, но и вымывать загрязнения внутри двигателя раствором, затекающим через сливное отверстие масла в нижней части картера двигателя.
В качестве моющего раствора применяется моющее средство «Лабомид-203» с концентрацией 30 г порошка на 1 л воды.
Схема роторной машины для мойки двигателей и деталей представлена на рис. 11. После мойки двигатели разбираются на узлы и детали, которые подвергаются мойке во второй моечной машине такой же модели. Вымытые детали поступают на пост дефектации деталей.
Базовые детали, подлежащие восстановлению, поступают в цех ремонта двигателей на отдельные посты.
К годным деталям (не требующим восстановления) при капитальном и углубленном текущем ремонтах двигателя, как правило, относятся крыльчатка вентилятора, картер маховика, пружины клапанов, топливопроводы, трубки масляной системы, соединительные трубки системы охлаждения. Эти детали после дефектации поступают на комплектовку и сборку двигателей.
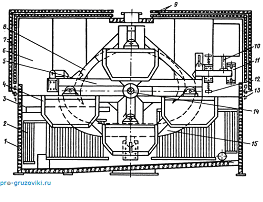
Рис. 11. Машина для мойки агрегатов и деталей: 1 — ванна; 2 — батареи для подогрева моющего раствора, 3 — лоток; 4 — люлька для мойки деталей (4 шт.); 5 — вращатель люлек (мальтийский крест); 6 — кожух; 7 — дверцы четырехстворчатые, 8 — направляющая верхняя; 9 — крышки в отверстии кожуха; 10 — вибратор, 11 — буфер, 12 — пружинная подвеска; 13 — направляющие, 14 — вал держателей люлек, 15 — направляющая нижняя

Рис. 10. Схема маршрутного технологического процесса капитального ремонта двигателей КамАЗ-740
К деталям, подлежащим обязательной замене (негодным деталям), относятся все резинотехнические изделия (78 наименований), поршневые кольца, шестерня привода масляного насоса, распределительная шестерня коленчатого вала, заглушки масляных карданов, вкладыши коренных и шатунных подшипников коленчатого вала, все втулки, уплотнительный элемент водяного насоса. Вместо негодных деталей на комплектовку поступают новые детали со склада или вновь изготовленные детали из цеха восстановления и изготовления деталей (ЦВИД).
3. Способы восстановления деталей
3.1 Восстановление деталей дополнительными ремонтными деталями
К дополнительным ремонтным деталям относятся гильзы (чугунные, стальные и из цветных металлов), пластины, спиральные резьбовые вставки.
Восстановление изношенных поверхностей деталей постановкой дополнительных деталей, компенсирующих износ, широко применяется при восстановлении гильз цилиндров, гнезд клапанов, посадочных отверстий под подшипники в картерах агрегатов, гнезд под вкладыши коренных подшипников в блоках цилиндров и резьбовых отверстий.
Широкое распространение в авторемонтном производстве получил способ восстановления резьбовых отверстий спиральными резьбовыми вставками, изготовленными в виде пружинящей спирали из стальной проволоки ромбического сечения марки 12Х18Н9Т или 12Х18Н10Т. Отверстие с изношенной резьбой рассверливается под диаметр, равный наружному диаметру резьбовой вставки.
В отверстии нарезается резьба, в резьбовое отверстие вворачивается резьбовая вставка. Внутренняя резьба этой вставки и является восстановленной резьбой.
3.2 Восстановление деталей за счет снятия металла с их поверхностей
Восстановление деталей за счет снятия металла с их поверхностей осуществляется механической обработкой.
При восстановлении деталей механической обработкой одна из сопряженных деталей, обычно наиболее сложная и дорогостоящая, обрабатывается под ремонтный размер, как показано на рис. 12, а вторая заменяется новой или восстановленной также до ремонтного размера. Обработкой под ремонтный размер восстанавливаются геометрическая форма, требуемая шероховатость и параметры изношенных поверхностей деталей.
Обработка деталей под ремонтный размер широко применяется на авторемонтных предприятиях. Ремонтные размеры могут быть стандартные, регламентируемые и свободные. Стандартные ремонтные размеры устанавливаются заводом-изготовителем, регламентируемые и свободные — ремонтным предприятием.
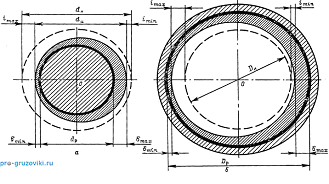
Рис. 12. Восстановление деталей под ремонтный размер: а — вала: dH — номинальный диаметр; dH — диаметр изношенной детали; imax — максимальный износ; imin — минимальный износ вала; dp — ремонтный размер вала; б — гильзы цилиндров двигателя: GH — номинальный диаметр; imax — максимальный износ цилиндра; imin — минимальный износ цилиндра; Dp — ремонтный размер гильзы цилиндров; бmax — максимальный слой снимаемого металла с детали; бmin — минимальный слой снимаемого металла с детали
Количество ремонтных размеров определяется сопряженной деталью. Например, поршни определяют ремонтные размеры гильз цилиндров, вкладыши — ремонтные размеры коленчатого вала и т. д.
Регламентированные ремонтные размеры определяются в технических условиях на ремонтных предприятиях.
Применение резцов, кругов, брусков и полировальных лент из нового материала — кубического нитрада бора (эльбора) — значительно повысило качество обрабатываемых поверхностей деталей, изготовленных из высококачественных сталей. Высокая термостойкость эльбора сохраняет его режущие свойства при высоких контактных температурах, возникающих в процессе резания и шлифования. Это приводит к уменьшению износа и повышению стойкости инструмента. Применение резцов из эльбора позволяет повысить производительность труда в 1,5 раза при экономии до 25 р. на один резец. Резцы из эльбора широко применяются при обработке деталей после термической обработки с твердостью поверхности HRC 60—65 и для расточки гильз цилиндров двигателей КамАЗ-740 при подготовке их к восстановлению пластинами (сменной рабочей поверхностью).
3.3 Восстановление деталей металлами
3.3.1 Вибродуговая наплавка
Схема установки для вибродуговой наплавки деталей показана на рис. 13. Сущность процесса вибродуговой наплавки заключается в повторении циклов замыкания и размыкания электрода с поверхностью детали. Электрод и деталь соединены с источником сварочного тока. Каждый цикл вибрации электрода включает в себя четыре последовательных процесса: короткое замыкание, отрыв электрода от детали, электрический разряд, холостой ход.
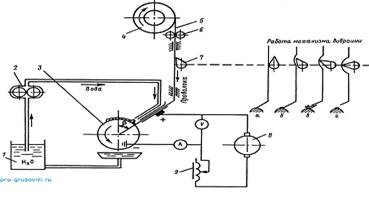
Рис. 13. Схема установки для вибродуговой наплавки деталей: 1 — емкость с охлаждающей жидкостью; 2 — водяной насос; 3 — деталь; 4 — кассета с электродной проволокой; 5 — электродная проволока; 6 — ролики подачи проволоки; 7 — механизм вибрации; 8 — источник тока; 9 — регулятор режима наплавки металла; а — контакт электродной проволоки с деталью; б — отрыв электродной проволоки от детали и возникновение дуги; в — процесс наплавки сварочной дугой; г — гашение сварочной дуги
Режимы вибродуговой наплавки деталей представлены в табл. 8.
Вибродуговую наплавку можно вести не только в среде охлаждающей жидкости, но и под слоем флюса в слое защитных газов, водяного пара и т. д.
Таблица 8. Режимы вибродуговой наплавки деталей
Вибродуговая наплавка имеет следующие преимущества: небольшой нагрев детали, возможность наплавки деталей с малым диаметром, незначительная зона термического влияния, возможность получения необходимых прочностей наплавленного слоя за счет применения различных марок электродной проволоки. К недостаткам вибродуговой наплавки относятся наличие пор и микротрещин в наплавленном металле, большие внутренние напряжения в деталях, что резко снижает их усталостную прочность, особенно при работе на знакопеременных нагрузках.
3.3.2 Наплавка в среде защитного газа
При этом способе наплавки, схема которого дана на рис. 14, зона горения электрической дуги и расплавленного металла защищается от кислорода и азота воздуха струей нейтрального (защитного) газа. В качестве защитных газов применяются углекислый газ, аргон, гелий и смеси газов.
Углекислый газ надежно изолирует зону наплавки от окружающей среды и обеспечивает получение наплавленного металла высокого